鋁箔產(chǎn)品厚度控制分析
2018-12-25 10:57:52郭萬花
新疆有色金屬 2018年6期
郭萬花
(新疆眾和股份有限公司 烏魯木齊 830013)
1 鋁箔生產(chǎn)過程中的厚度控制原理
鋁箔的生產(chǎn)過程中有很多因素會(huì)引起產(chǎn)品的厚度出現(xiàn)偏差,包括:
上道工序造成的厚度偏差影響,機(jī)械、液壓方面的機(jī)架彈性、軋輥偏心、輥系熱膨脹和磨損、軋輥軸承間隙影響,電氣控制方面的模型精度、計(jì)算誤差、響應(yīng)時(shí)間、采樣時(shí)間影響,以及生產(chǎn)工藝方面的壓下量、變形率、加工硬化、軋制速度和張力的變化、冷卻等的影響。
上述各種影響因素的最后結(jié)果是使軋制過程中的軋制力發(fā)生變化,而軋制力的變化引起機(jī)座彈性變形量的變化。機(jī)座彈性量的變化直接影響軋輥輥縫值,使軋件厚度發(fā)生變化。在軋制過程中,如果能及時(shí)調(diào)整輥縫,使輥縫調(diào)整量能夠部分或全部抵消由軋制力變化引起的機(jī)座彈性變形量,就能減小甚至完全消除軋件的厚度偏差。
現(xiàn)代化的鋁軋機(jī)都配置有厚度自動(dòng)控制系統(tǒng),其原理是通過液壓壓上系統(tǒng)來控制軋機(jī)機(jī)座的當(dāng)量剛度來實(shí)現(xiàn)對于輥縫的控制,并最終實(shí)現(xiàn)對于軋件厚度的控制。現(xiàn)代化軋機(jī)的自動(dòng)厚度控制系統(tǒng)(即AGC系統(tǒng))一般分為三個(gè)系統(tǒng):
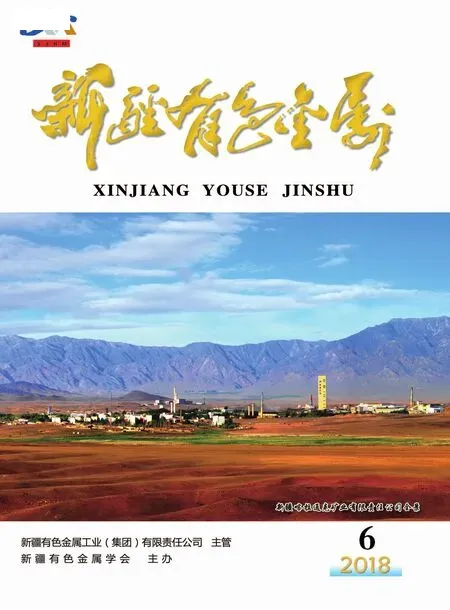
⑴測厚儀部分,檢測軋件的實(shí)際厚度。在生產(chǎn)現(xiàn)場,操作人員是根據(jù)測厚儀顯示的實(shí)測曲線是否在偏差控制范圍以內(nèi)來判斷厚度控制異常與否見圖1。
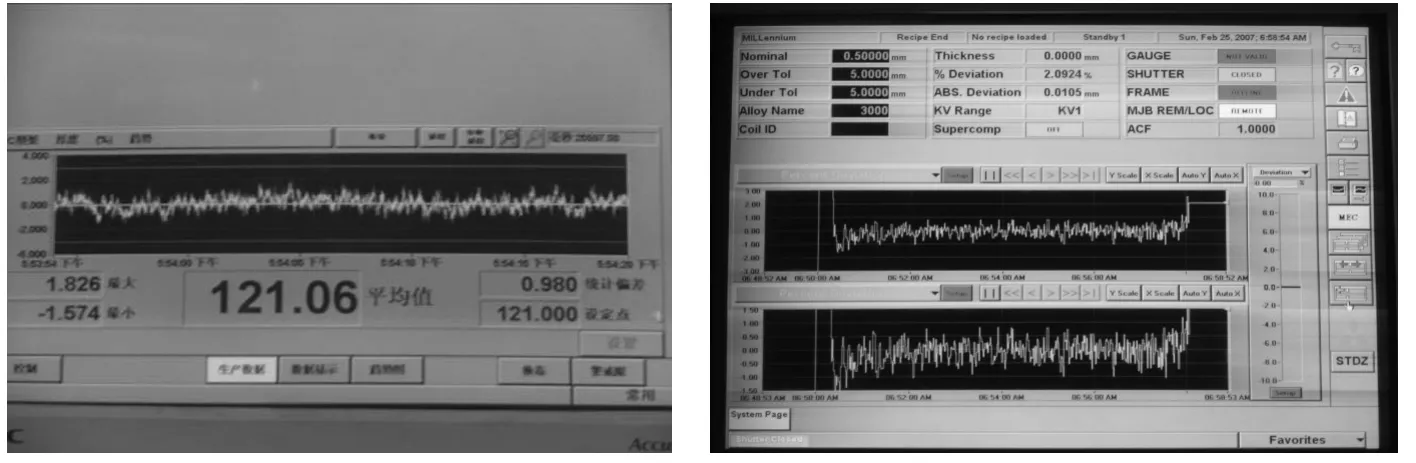
圖1
⑵厚度比較和調(diào)節(jié)部分,主要是將檢測的軋件實(shí)際厚度與設(shè)定厚度比較,得出厚度偏差值,輸出輥縫調(diào)節(jié)量信號。
⑶輥縫調(diào)整部分,主要根據(jù)輥縫調(diào)節(jié)量信號,通過液壓缸對輥縫進(jìn)行相應(yīng)的調(diào)整,以消除或減少軋件的縱向厚度偏差。
一般很容易將厚度偏差異常產(chǎn)生的原因與厚度自動(dòng)控制系統(tǒng)本身相聯(lián)系,實(shí)際上,厚度控制系統(tǒng)工作的有效性除了與其本身有關(guān),還取決于軋機(jī)各系統(tǒng)包括坯料的厚度質(zhì)量,如果前述導(dǎo)致厚度偏差的因素的影響程度超出了厚度控制系統(tǒng)要求的范圍,就會(huì)出現(xiàn)厚度偏差超出要求的現(xiàn)象。
以下筆者通過對所在企業(yè)鋁箔生產(chǎn)過程中出現(xiàn)的一些有典型意義的厚度波動(dòng)異常現(xiàn)象進(jìn)行介紹、分析,供業(yè)界同仁參考。
2 坯料厚度異常的影響
我公司曾經(jīng)發(fā)生過在冷軋和箔軋過程中每一個(gè)料卷都會(huì)有一點(diǎn)的厚度波動(dòng)大大超過控制范圍要求的異常現(xiàn)象,每卷的厚度波動(dòng)點(diǎn)在相同道次的位置近似,處于頭或尾部見圖2。
在對冷、箔軋機(jī)進(jìn)行排查未果的情況下,我們將排查重點(diǎn)轉(zhuǎn)向熱軋卷來料。由于我公司熱軋機(jī)沒有配置測厚儀設(shè)備,無法直觀判斷熱軋過程中厚度的波動(dòng)情況,因此采取了對熱軋卷切片測量厚度變化情況及觀察熱軋過程中軋制力能參數(shù)變化的檢查辦法。檢查發(fā)現(xiàn):熱軋卷對應(yīng)到冷、箔軋出現(xiàn)厚度波動(dòng)時(shí)的相同位置確實(shí)有厚度異常的現(xiàn)象;熱軋過程中出現(xiàn)厚度異常時(shí)軋制力能參數(shù)也有異常的變化。據(jù)此,我們繼續(xù)對熱軋工序進(jìn)行排查,最終發(fā)現(xiàn),熱軋機(jī)在進(jìn)行最后一道次軋制時(shí),當(dāng)尾部即將離開距輥縫處約10m處的轉(zhuǎn)向輥時(shí),操作手會(huì)習(xí)慣性的進(jìn)行降速來防止依靠轉(zhuǎn)向輥建立的后張力失去后出現(xiàn)甩尾現(xiàn)象。而熱軋機(jī)陡然降速會(huì)引發(fā)軋制力能參數(shù)的波動(dòng),并導(dǎo)致熱軋卷出現(xiàn)厚度異常波動(dòng)。經(jīng)過計(jì)算,熱軋卷上的降速點(diǎn)與冷箔軋過程中的厚度波動(dòng)點(diǎn)位置基本一致。分析至此,我們對熱軋操作手的操作方式進(jìn)行了調(diào)整,將板片即將離開轉(zhuǎn)向輥減速改為板片尾部即將進(jìn)入輥縫時(shí)降速,此時(shí)即便出現(xiàn)厚度波動(dòng),也屬于冷箔軋工序的頭尾升降速段,不會(huì)影響到最終的成材率。
調(diào)整熱軋操作方式,新生產(chǎn)的熱軋卷進(jìn)入冷箔軋工序后,固定點(diǎn)出現(xiàn)厚度波動(dòng)異常的現(xiàn)象消失。這是一次典型的來料導(dǎo)致厚度波動(dòng)異常的情況。

圖2
3 軋機(jī)液壓系統(tǒng)異常的影響
我公司冷軋機(jī)生產(chǎn)過程中出現(xiàn)過厚度無規(guī)律波動(dòng)并超出偏差范圍的現(xiàn)象。從測厚儀顯示曲線看,沒有明顯的位置規(guī)律。我們使用了在異常出現(xiàn)前生產(chǎn)的熱軋卷進(jìn)行冷軋,異常仍然出現(xiàn),以此排除了來料的影響。在排查過程中,技術(shù)人員對軋機(jī)的AGC系統(tǒng)、測厚儀、傳動(dòng)控制、機(jī)械部分等進(jìn)行了全面的檢查,并采取了更換部分控制元件的排除法來查找異常原因,先后更換了測厚儀射線源,AGC系統(tǒng)的相關(guān)控制電路板,壓上油缸的控制伺服閥,但始終未能消除異常現(xiàn)象。
一次偶然的因素,技術(shù)人員發(fā)現(xiàn)軋機(jī)傳動(dòng)液壓系統(tǒng)的變量柱塞泵上的流量指示盤顯示異常:在軋機(jī)處于停機(jī)狀態(tài),無任何液壓執(zhí)行元件動(dòng)作的情況下,變量柱塞泵仍為滿流量輸出(圖3)。
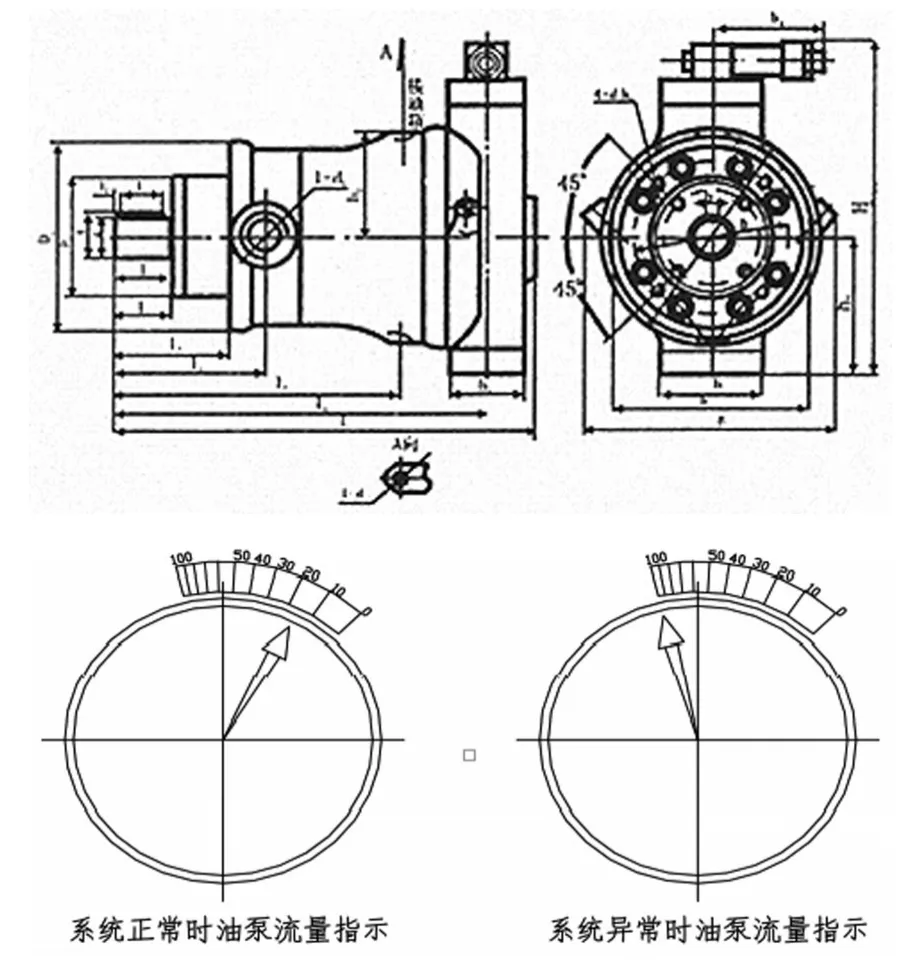
圖3 63PCY14-1B油泵外形圖
檢查發(fā)現(xiàn),液壓傳動(dòng)泵站安全球閥上的一個(gè)常閉油口處于常開狀態(tài),導(dǎo)致系統(tǒng)流量大量內(nèi)泄,這意味著液壓系統(tǒng)存在大的內(nèi)泄漏點(diǎn),油泵泵出的液壓油直接流回了油箱(圖4)。
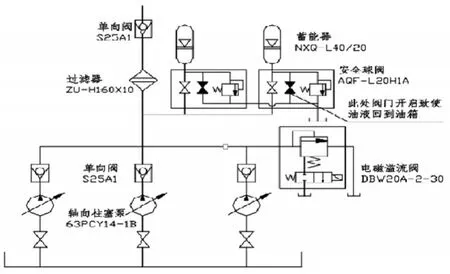
圖4 系統(tǒng)圖
軋機(jī)的液壓系統(tǒng)一般分兩個(gè)部分。液壓壓上系統(tǒng)向壓上油缸、彎輥油缸提供動(dòng)力,屬于伺服控制系統(tǒng),是軋機(jī)實(shí)現(xiàn)自動(dòng)厚度控制和操作手調(diào)節(jié)板型的重要手段。其它為液壓傳動(dòng)系統(tǒng),主要向軋機(jī)各作業(yè)點(diǎn)的液壓執(zhí)行原件提供液壓動(dòng)力,如卷筒漲縮、上卸卷小車的移動(dòng)及升降,等等。我公司冷軋機(jī)機(jī)前裝置上的展平輥升降及上支撐輥的平衡油缸均由液壓傳動(dòng)系統(tǒng)提供液壓動(dòng)力。機(jī)前裝置的展平輥在軋制過程中處于壓緊帶材的位置,以使帶材后張力在整個(gè)帶材寬度上分布更加均勻,根據(jù)壓延理論,后張力對壓延過程中的厚度變化的影響非常大。上支撐輥平衡油缸的作用是將上支撐輥緊緊頂住,保持壓延過程中的輥縫穩(wěn)定(圖5)。
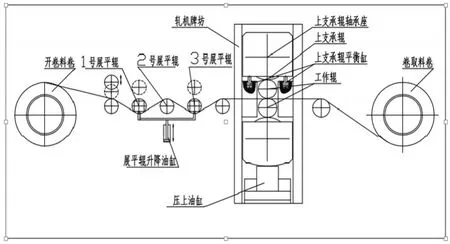
圖5
當(dāng)液壓傳動(dòng)系統(tǒng)出現(xiàn)大的內(nèi)泄漏后,機(jī)前展平輥的壓下油缸及上支撐輥平衡油缸動(dòng)力不足,造成后張力和輥縫出現(xiàn)波動(dòng),最終造成產(chǎn)品的厚度整體波動(dòng)超差。在將安全球閥關(guān)閉后,軋制過程完全恢復(fù)了正常。
4 軋輥軸承精度下降的影響
軋輥是軋機(jī)重要的核心部件,對于其制造精度有很高的要求。尤其是支承輥軸承,要承載巨大的軋制壓力,同時(shí)還要為高精度軋制要求所需的恒輥縫提供精度基準(zhǔn),為軋輥磨削提供精度基準(zhǔn)。我公司冷軋機(jī)支承輥四列短圓柱滾子軸承的軸承內(nèi)圈為軋輥磨削的精度基準(zhǔn),圓度和圓柱度要求均在5微米以內(nèi)。
我公司曾發(fā)生過生產(chǎn)過程中厚度整體波動(dòng)偏大的異常,經(jīng)過多方排查未果情況下,更換支承輥后,異常消失。對更換下來的支承輥進(jìn)行檢測,軸承內(nèi)圈的精度嚴(yán)重超差(圖6)。
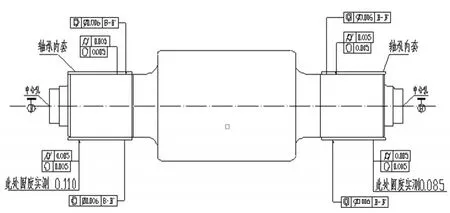
圖6
5 結(jié)語
鋁板帶箔軋機(jī)的厚度控制是軋機(jī)生產(chǎn)過程中的最重要的控制內(nèi)容之一,也屬于較為復(fù)雜的控制技術(shù),涉及方方面面的因素。綜合以上介紹和分析,除了要保證設(shè)備的制造、安裝精度及選用高水平的厚度控制系統(tǒng)(AGC)、測厚儀外,加強(qiáng)日程管理,保證設(shè)備的完好及來料的質(zhì)量,對于保證厚度控制的一致性和穩(wěn)定性,有著至關(guān)重要的意義。