五強溪水電廠發電機定子線棒槽口電暈現場處理方法
2018-12-27 03:07:14五強溪水電廠江珉陳忠輝
電力設備管理 2018年12期
關鍵詞:發電機
五強溪水電廠 江珉 陳忠輝
1 前言
五強溪水電廠總裝機1200MW(5×240 MW),首臺機組于1994年12月并網發電。發電機定子繞組為三相雙層四支路星形連接,繞組為條形線棒分數格繞組,絕緣等級為F級,額定電壓15.75kV,定子鐵芯槽數為720槽,生產廠家為哈爾濱電機廠。
發電機定子線棒端部、通風槽口和槽內間隙等部位由于電場分布不均勻,易發生電暈現象。線棒端部電暈可進行現場修復處理,線棒槽部電暈或內部電暈,一般是更換新線棒。
發電機電暈是發電機定子繞組絕緣表面某些部位由于電場分布不均勻,局部場強過高、導致附近空氣電離而引起的輝光放電。電暈產生的熱效應和臭氧,將線棒環氧云母絕緣材料腐蝕成白色粉末,降低絕緣材料的性能,從而危及發電機的正常運行、縮短發電機的使用壽命[1]。

圖1 槽口墊塊滌綸氈與線棒之間的電暈痕跡
在5號機組C級檢修中發現兩個定子線棒下端部出槽口墊塊滌綸氈處有白色粉末,隨即利用停機機會對其他4臺發電機進行了排查,每臺機組在相同部位存在不同數量和程度的白色粉末(見圖1),尤其是最先投產的1號發電機存在槽口電暈數量最多,隨后利用各臺機組檢修機會對5臺發電機定子線棒的電暈進行了現場修復處理。
2 定子線棒的防暈結構
根據發電機定子線棒電暈的特點,發電機定子線棒的防暈結構采用直線段防暈和端部防暈相結合的方式。線棒直線段防暈是線棒與鐵心槽相接觸區域的防暈處理,采用低阻防暈帶或低阻防暈漆進行防護,防暈長度比定子鐵心槽長度略長。線棒端部防暈是線棒出槽后的一段經R彎部到線棒端部斜邊這一部分的防暈處理,該區域進行高阻防暈處理,采用高阻防暈帶或高阻防暈漆進行防護。低阻防暈區與高阻防暈區有一小段搭接區,簡稱為低阻/高阻搭接區。
不同廠家的線棒防暈結構在低阻防暈區差別不大,但是高阻防暈區域有較大差別。目前,高阻防暈結構有多種形式,如利用碳化硅的非線性特點采用單級防暈或多級防暈結構、多種防暈漆的多級結構、從低阻/高阻搭接區至線棒電接頭的高阻防暈處理等。五強溪電廠發電機線棒高阻防暈結構為第三種。
3 影響發電機電暈的因素
影響發電機電暈的因素分為內部因素和外部因素,內部因素主要是發電機的額定電壓、電位以及電場的不均勻情況,外部因素包括海拔、濕度、溫度、油污。
3.1 內部因素的影響情況
額定電壓。發電機的額定電壓越大,越容易產生電暈,所以要求6kV及以上電壓等級的定子線棒要進行防暈處理[2]。
電位。線棒越靠近機端,線棒所處的電位越高,越容易產生電暈。
電場的不均勻情況。電場越不均勻,越容易產生電暈,例如線棒出槽口處屬于典型的套管結構,電場非常集中,是最容易產生電暈的地方之一。
3.2 外部因素的影響情況
海拔。海拔越高、空氣越稀薄,則起暈電壓越低。運行于高海拔地區的發電機相比于平原地區的發電機,其起暈電壓會明顯下降。大量試驗證實,海拔高度每升高100m,空氣的起暈電壓就會下降0.47%~1.04%,平均下降0.79%[3]。
濕度。濕度增加,表面電阻率降低,起暈電壓下降,濕度增加10%,起暈電壓下降6%[3,4]。
溫度。如果常溫下高阻防暈層阻值高,則溫度升高其起暈電壓也提高;如果常溫下高阻防暈層阻值偏低,起暈電壓隨溫度的升高下降。
油污。發電機定子線棒端部表面油污也是引起電暈的一個重要因素,因此檢修過程中需要清理線棒表面油污等。
4 電暈的現場處理方法
4.1 線棒端部電暈的分類
在線棒端部電暈的處理過程中,根據電暈產生的位置,將線棒端部電暈分為低阻防暈區電暈、高阻防暈區電暈、槽口電暈(槽口電暈只針對有槽口墊塊的發電機而言),五強溪電廠發電機線棒所發現的白色粉末就屬于槽口電暈。
4.2 槽口電暈現場修復方法
槽口電暈是由于線棒與槽口墊塊間有空氣間隙,該間隙是發電機在安裝過程中由于線棒與槽口墊塊間毛氈偏窄或安裝工藝不到位、機組振動導致的墊塊松動等原因造成的,線棒自身防暈結構不存在缺陷。槽口電暈的現場修復原理是短接空氣間隙,具體處理步驟如下:
拆除需處理線棒處的引風板。
線棒清理前,使用塑料薄膜和保護帶將鄰近線棒、磁極防護起來,用潔凈的酒精布仔細擦拭線棒待修復區域。然后開始拆除槽口塊,打出槽口塊時注意墊塊的方向,應當敲擊壓塊的小頭位置將壓塊敲出。拆除滌綸氈時,盡量避免損壞線棒表面的附加絕緣層。先用酒精白布擦除電暈痕跡,如果無法擦除干凈,可用120目不含金屬顆粒的木用砂皮紙輕柔打磨線棒待修補區域,不能有尖端或毛刺,用酒精白布擦干凈線棒表面灰塵并用吸塵器清理打磨出來的粉塵,再用干燥的壓縮空氣吹掃一遍。用記號筆標記出低阻防暈區、高阻防暈區以及搭接區域(見圖2)。

圖2 記號筆標注線棒涂刷低、高阻漆區域
將低阻漆攪拌均勻,從鐵芯槽口處延伸120mm范圍內(見圖3),用細毛刷涂刷低阻漆HEC56611,涂刷時要均勻,干燥24h以上。
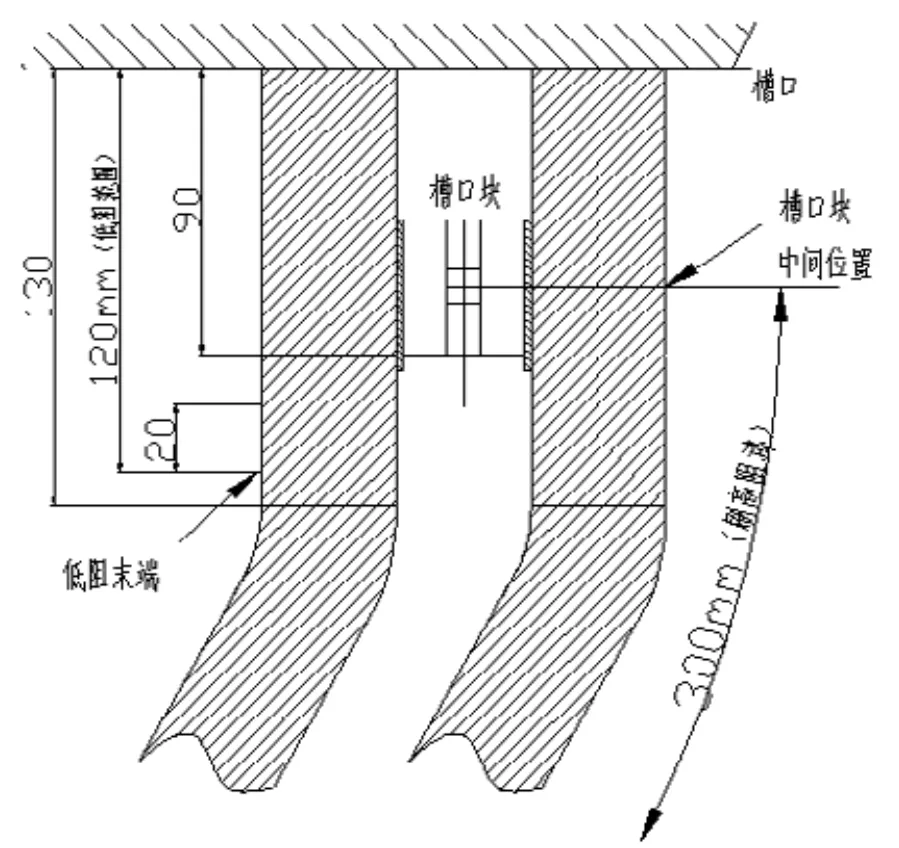
圖3 線棒低、高阻漆區域示意圖
將高阻漆攪拌均勻,從槽口塊中間位置開始,延伸至端部300mm范圍內(見圖3),涂刷高阻漆HEC56615,能涂刷到的面均勻涂刷,干燥24h以上。冬季需要加熱50~60℃干燥。室溫達到26℃以上時可采取自然干燥方式,但耗時較長,采用電加熱器時,將加熱器放置于線棒下方,控制線棒表面溫度50~60℃,溫度不宜過高,避免絕緣老化,當高阻漆固化不粘手時,即完成干燥過程。干燥時禁止使用明火加熱。
把浸漬HDJ-138室溫固化膠A、B組份按重量比2:1的比例調勻,并將滌綸氈(4×50×320mm)在浸漬膠中充分浸透,浸膠的滌綸氈需要稍微晾一會使溶劑揮發,在滌綸氈未硬之前,墊在槽口墊塊位置,按照下線工藝要求打入槽口墊塊(圖4所示)。浸漬膠固化24h以上,冬季需要加熱50~60℃干燥。室溫達到26℃以上時可采取自然干燥方式,但耗時較長,采用電加熱器時,將加熱器放置于線棒下方,控制線棒表面溫度50~60℃,溫度不宜過高,避免絕緣老化,當固化膠固化不粘手時,即完成干燥過程。干燥時禁止使用明火加熱。

圖4 打入槽口墊塊后,涂刷9130紅瓷漆之前
待滌綸氈固化后,丙酮或甲苯稀釋9130紅瓷漆并攪拌均勻,在線棒端部涂刷9130紅瓷漆,室溫固化24h以上。
對定子繞組進行絕緣電阻、吸收比、極化指數試驗、直流耐壓及泄漏電流試驗,數據與歷史數據對比均正常。試驗中和試驗后檢查已處理的槽口電暈位置無異常情況。
裝復所拆除的引風板。
4.3 現場處理需注意事項
高阻漆HEC56615常溫下保質期為12個月,低阻漆HEC56611常溫下保質期為3個月,在0℃以下儲存,質保期為6個月。使用前一定要注意查看漆的生產日期,并充分攪拌均勻。建議購置冷凍柜對低阻漆進行儲存保管,根據線棒處理情況適當購買,避免不必要的浪費。
高阻漆、低阻漆攪拌均勻困難、耗時耗力,建議購置手持式電動攪拌器進行攪拌,提升效率。

打出槽口墊塊時,用大小合適的方鐵條先將槽口塊整體朝上方打松,再用小墊塊墊在槽口塊的小頭位置,用木錘將槽口塊敲出。新槽口塊使用前放入烤箱(溫度設定60℃)烘烤8小時,去除潮氣。槽口塊打入時,要與兩側的槽口塊在一個水平面上,并且槽口子母墊塊上下、前后平整,嚴禁槽口子母墊塊前后錯位或凸出高于上層線棒端面,這樣易刮擦到轉子磁極,造成磁極損壞。
若無丙酮或甲苯時,可用97號汽油代替做為環氧酯晾干紅瓷漆9130的稀釋劑。
5 結論
從1~5號發電機定子線棒槽口電暈現場修復處理后至目前的運行情況分析來看,此方法有效遏制了槽口電暈再次出現,效果很好。但現場修復處理也不能視為一勞永逸的方法,因為現場修復時更改了線棒原有的高阻防暈結構,不能保證現場涂刷的高阻防暈漆能達到新線棒的防暈水平,所以還需利用停機機會定期檢查其運行情況。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機電技術(2014年6期)2014-09-26 12:07:48
水電站機電技術(2014年1期)2014-09-26 11:59:45
