微波模塊鋁合金殼體激光封焊工藝參數對焊縫質量影響的研究
2019-01-03 02:20:16聶要要鄺小樂王亞松
雷達與對抗 2018年4期
聶要要,鄺小樂,王亞松,夏 偉,楊 帆
(中國船舶重工集團公司第七二四研究所, 南京 211153)
0 引 言
隨著微波模塊向更小、更輕、更可靠的方向發展,微組裝技術也得到了更為廣泛的應用。通過微組裝技術,大量的半導體集成電路芯片和片式元器件組裝在高密度的互連載板上形成了高密度、高可靠的微波模塊。考慮到微波模塊服役環境復雜且惡劣,為確保內部電路和元器件不受外部環境的干擾和破壞,對模塊氣密性封蓋提出了更高的要求[1-2]。
目前,常用的氣密性封蓋技術有釬焊、平行封焊和激光封焊。釬焊封蓋采用錫焊焊料進行密封,對操作人員和殼體設計均有較高的要求,稍有不當,便會引入雜質。平行封蓋采用平行相向的電極輪與殼體相接觸形成電阻焊以完成氣密性封蓋,對密封材料和結構均有很高的要求,目前只能運用于高電阻率材料的矩形或圓形等封口規則的密封結構。作為近些年發展起來的新型工藝,激光封焊工藝具有可靠性高、應用范圍廣、熱變形小、密封性強等優點,正越來越廣泛地在微波模塊的氣密性得到應用[3-4]。
目前,微波模塊常用的殼體材料有銅、可伐、鋁合金和鋁硅等。鋁合金因具有導熱性好、密度小、強度高、耐腐蝕和價格低廉等優勢已被廣泛用作微波組件的封裝材料。在實際氣密性封蓋應用中發現,對于鋁合金殼體封焊,焊縫質量尤其是形貌情況與模塊氣密性存在一定關系。當焊縫形貌較差,出現熔邊、凹坑、氣孔缺陷時,模塊氣密性較差;當焊縫熔深較小、重合度較低時,模塊氣密性亦較差,而熔深、熔寬、重疊率合適,焊縫形貌較好時,封焊氣密性也較佳。本文通過正交實驗的方法研究激光封焊工藝參數中的功率、焊接速度、焊接頻率、離焦量與焊縫形貌的關系,旨在分析影響焊縫形貌的主要因素,為氣密性封蓋奠定基礎。
1 激光封焊實驗
(1) 實驗準備
本文采用大族PB300CE激光封焊設備進行封焊實驗,采用高倍顯微鏡觀察封焊形貌。通過焊縫熔深、熔寬、焊縫間距綜合評價焊縫形貌。按L9(34)正交表安排實驗,各因素水平見表1。
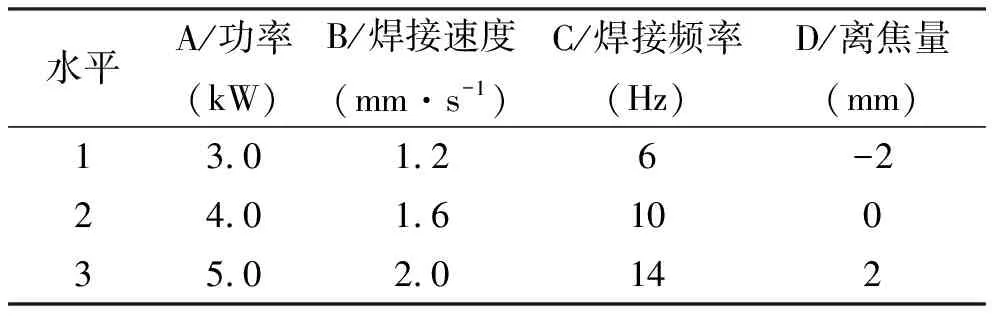
表1 激光封焊工藝參數及水平
波形采用預保溫波形,脈寬7 ms。殼體和蓋板的材料分別是鋁合金6063和4A11,表面本色導電氧化處理,結構見圖1。
(2) 實驗方法
首先用有機溶劑擦拭殼體和蓋板的待焊處,再用無水乙醇進行二次擦洗,清洗完成后靜置自然晾干。隨后將待焊工件真空烘箱烘干,完成后移入充氮氣的手套箱中,達到一定含量的水氧值后進行封焊操作。封焊后結合線切割設備和高倍顯微鏡觀察焊縫形貌。
2 實驗結果及分析
激光封焊后焊縫形貌的正交實驗結果見表2。
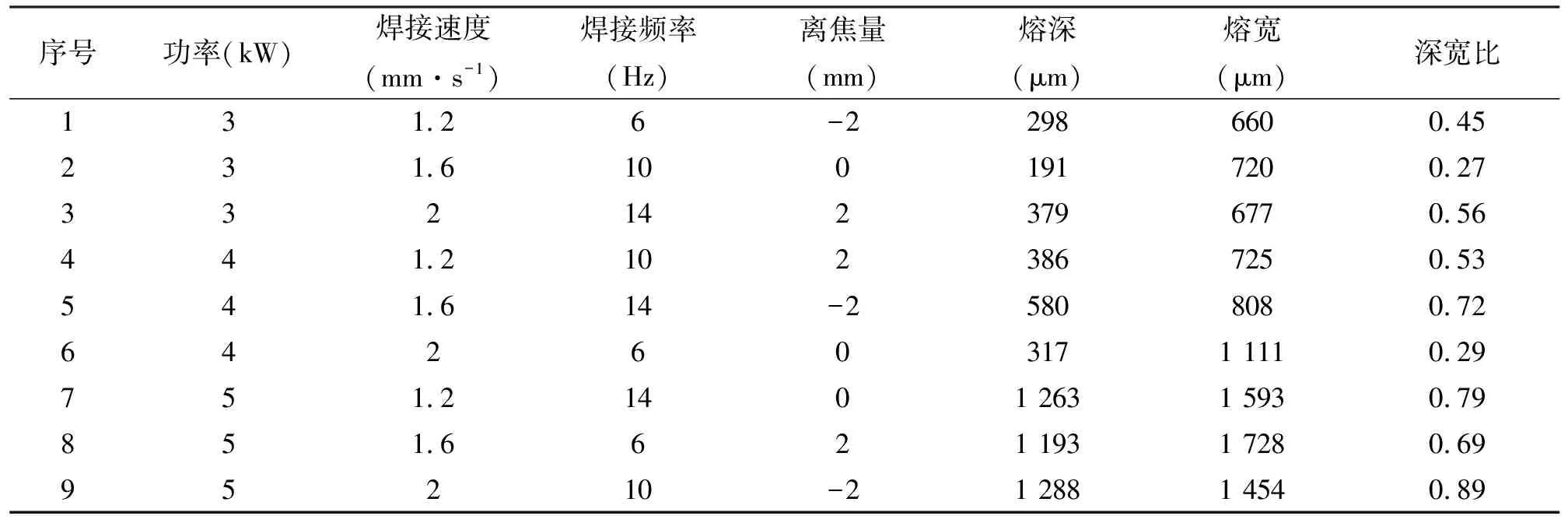
表2 各因素正交實驗結果
(1) 功率對焊縫形貌的影響
功率對焊縫形貌的影響很大,主要體現在對熔深的影響上。從圖2中可以看出,隨著功率的增加,熔深逐漸增大,當功率超過一定門限仍持續增大時焊縫區出現明顯的金屬氣化現象并伴隨產生輕微飛濺形成凹坑和氣孔,焊縫質量下降,嚴重影響氣密可靠性。這是因為功率的增加,用于產生匙孔的激光能量增大,從而能增加熔深,但隨著激光能量超過門限持續增加,熔深增大,甚至會出現殼體熔穿現象,嚴重影響內部電路可靠性和模塊氣密性。功率的增加對熔寬也有影響,但不像熔深那樣顯著,隨著功率的持續增加,焊縫表面質量會逐漸下降,影響模塊氣密性。
(2) 焊接速度對焊縫形貌的影響
焊接速度對焊縫熔深、熔寬的影響較小,對焊縫重疊率的影響較大。從圖3中可以看出,隨著焊接速度的不斷增加,焊縫與焊縫的間距逐漸增大,焊縫重合度降低。當焊縫的重疊率在80%以上時,封焊氣密性效果較為理想,而較低的焊縫重合度則會帶來較差的封焊氣密性[5]。當焊接速度過小時,由于焊縫區能量不能及時散發出去,導致熱量集中,焊縫區高溫而產生飛濺、氣孔、熔邊等缺陷,亦會影響封焊氣密性。
(3) 焊接頻率對焊縫形貌的影響
焊接頻率對焊縫形貌的作用效果與焊接速度相似,主要影響焊縫重疊率,對焊縫形貌亦有一定的影響。從圖4中可以看出,隨著焊接頻率的增大,焊縫間的間距逐漸變小,焊縫區逐漸出現熔邊、氣孔等缺陷。這是因為焊接頻率的增加,焊縫區能量集中,產生高溫,熱量散失不及時而產生熔邊和氣孔等缺陷,影響封焊氣密性。
(4) 離焦量對焊縫形貌的影響
離焦量對焊縫形貌的影響較大。從圖5可以看出,隨著離焦量的增大,焊縫熔深先減小后增大,熔寬則先增大后減小,當離焦量為0 mm時,熔深最小,熔寬最大。這是因為隨著離焦量的增大,激光焦點逐漸從焊件表面之下移動至焊件表面之上,激光焦點作為激光束能量最高的地方,在焊縫區的能量聚集也就越高,可產生較高的熔深和熔寬。當離焦量為0 mm時,焦點位于焊件表面,過高的能量密度易造成焊件表明焊縫區飛濺、熔邊、氣孔等缺陷,降低封焊氣密性。一般情況,焦點在焊件之下適用于焊接熔深較大的情況,對于焊接薄板材料時,焦點在焊件之上則較為合適。
3 綜合優化
表3、表4為激光封焊后焊縫形貌正交實驗的極差分析結果。極差R可以判斷各因素的主次順序,極值R越大表明該水平的變化對實驗的影響越大。K的大小可判斷各因素最優參數,K越小該參數選取越優。表3可得到各水平對焊縫熔深影響的先后順序為功率、焊接頻率、離焦量、焊接速度,根據K值大小確定的最優實驗方案組合為A1B2C1D2。表4可得到各水平對焊縫熔寬的影響先后順序為功率、焊接頻率、離焦量、焊接速度,根據K值大小確定的的最優實驗方案組合為A1B1C2D1。綜合考慮功率、離焦量對焊縫熔深的影響和焊接速度、焊接頻率對重疊率的影響,最終確定各因素的優化實驗組合為A2B2C2D3,即功率4 kW、焊接速度1.6 mm·s-1、焊接頻率10 Hz、離焦量2 mm。
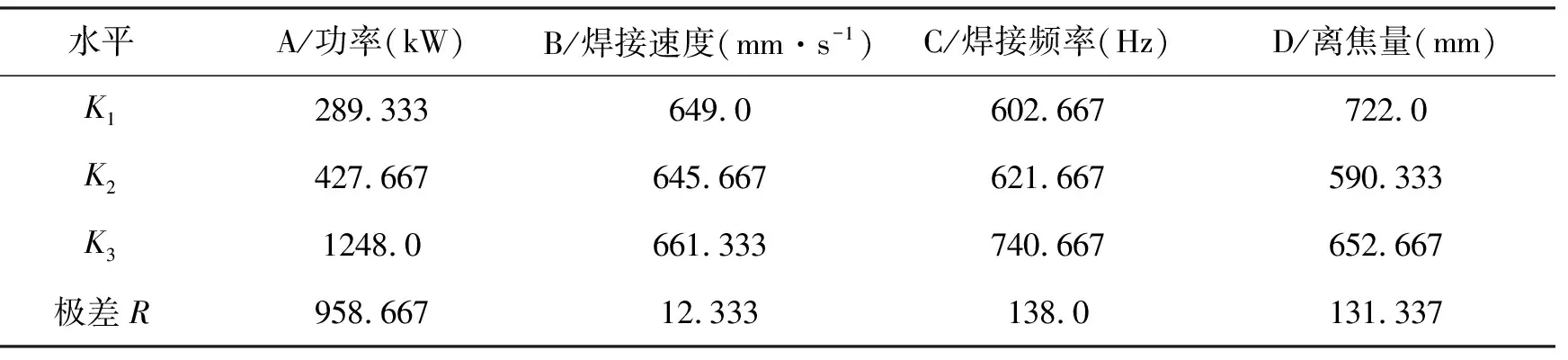
表3 焊縫熔深正交實驗極差分析(單位:μm)
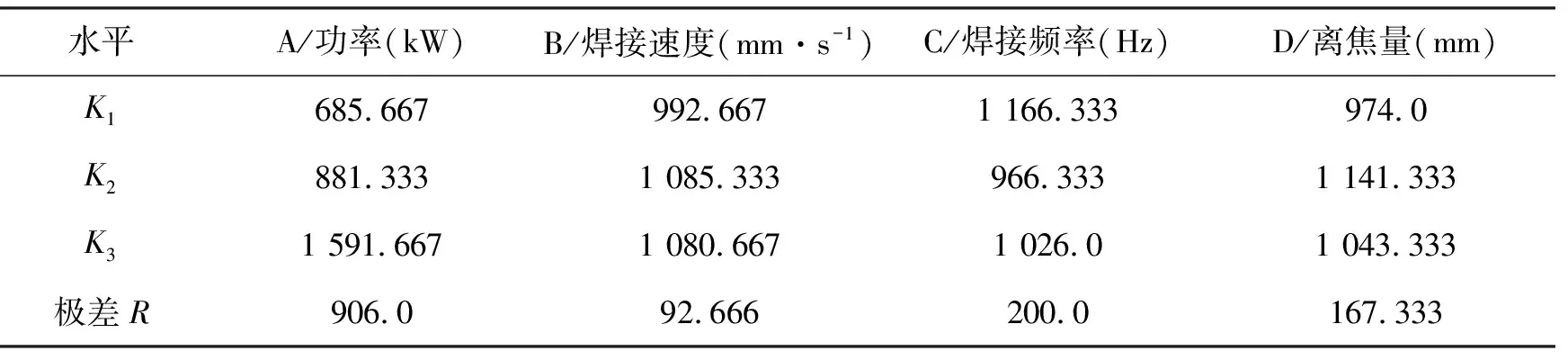
表4 焊縫熔寬正交實驗極差分析(單位:μm)
按照優化的工藝參數進行封焊試驗,焊縫質量形貌如圖6所示。焊縫熔深632 mm、熔寬833 mm,重疊率80.8%,焊縫均勻美觀,無孔洞和裂紋等缺陷,得到了優秀的焊縫質量形貌。
4 結束語
本文通過對焊接工藝參數的正交實驗分析,研究功率、焊接速度、焊接頻率和離焦量等焊接工藝參數對焊縫形貌的影響關系。實驗結果表明:在當前的激光封焊工藝參數下,功率和離焦量對焊縫熔深、熔寬的影響較大,合適的功率和離焦量設置可以得到較佳的焊縫熔深和熔寬;而焊接速度和焊接頻率則對焊縫間的重疊率影響較大,焊接速度較快或焊接頻率較慢,均會影響焊縫重疊率,進而影響封焊氣密性。后期通過控制封焊工藝參數,得到優秀的焊縫形貌,提升了工藝穩定性和一致性,進一步保證了微波模塊產品的封焊氣密性要求。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
