Mn元素對Fe-Co基激光焊過渡層焊接性能的影響
2019-01-09 10:54:12張許紅王成軍胡偉立李忠林
超硬材料工程 2018年6期
關鍵詞:焊縫
張許紅,王成軍,胡偉立,李忠林
(河北省金剛石工具工程技術研究中心,河北 050035)
0 前言
激光焊接適于相同或不同材質、厚度的金屬間的焊接,激光束可以聚焦得很細,其光斑具有很高的能量密度,幾乎可以氣化所有的材料,有廣泛的適用性。激光焊接具有焊接精度高、效率高、焊縫窄、熱影響區小、工件變形小、焊接強度高等一系列優點,應用于金剛石工具行業已經有二十多年的歷史。
金剛石工具刀頭與基體之間的激光焊焊接屬于異種母材熔化聯結,前者由金屬粉體組成的工作層、過渡層復合而成。氣孔的產生主要有焊接材料、焊接工藝和保護氣體三方面的原因[1],后兩者在實際生產中比較固定,而前者的變化較多。由于受工作層燒結工藝限制,過渡層通常不可能達到熔煉態致密度,其內部具有的燒結氣孔在焊接過程中,會加劇激光焊接氣孔的產生。工作實踐表明,激光焊過渡層的設計應首先考慮Ⅷ族元素—Fe、Co、Ni,雖然Fe與基體的可焊性最好,但純Fe的強度太低,因此通過加入與Fe臨近的Co和Ni,可以提高過渡層的可焊性和強度[2]。激光焊過渡層也可以選用單元Co、Ni,或Fe、Co、Ni的雙元、多元組配。有研究報道介紹在過渡層中加入少量的Mn,不僅產生固溶強化,增加耐磨性,焊接過程中能有效去除氧[3],還能有效減少焊接氣孔[4]。本文以最常用的Fe-Co基過渡層作為研究對象[5],結合生產實踐,研究Mn含量對過渡層燒結硬度、激光焊接強度、焊縫斷裂形貌和焊縫金相組織的影響,希望對激光焊過渡層的設計有所幫助。
1 實驗方法
1.1 實驗材料
激光焊接所采用鉆管的材質為20鋼,鉆管的外徑為61.5mm,壁厚為2mm,刀頭尺寸為24mm×10mm×3.5mm,配制過渡層所用Fe、Co和Mn金屬粉末的理化參數見表1所示。
1.2 實驗方案
如表2所示,將單質金屬粉體混配后,分別裝入石墨模具中,通過熱壓燒結制作純過渡層刀頭,燒結溫度為870℃,壓強為30MPa,保溫時間為1.5min。
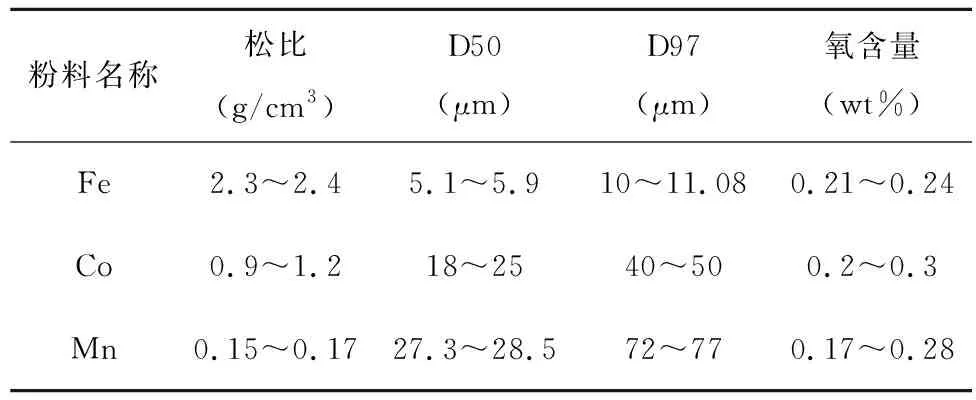
表1 粉料物化性能參數

表2 實驗方案
1.3 焊接設備及參數
焊接設備采用德國Dr.Fritsch公司的LSM240型全自動激光焊機,最大功率為2.5kW,激光模式為基模TEM00,焊接參數如表3所示,光束偏移量規定偏向鉆管側為負值,偏向刀頭側為正值,離焦量規定在鉆管表面以下為負值,以上為正值,采用氬氣保護,豎吹5~7L/min,側吹2~3L/min。

表3 焊接參數
1.4 焊接強度檢驗
采用扭矩扳手檢測刀頭的激光焊縫結合面處的彎矩Mb,通過公式(1)來計算焊縫的彎曲強度σb。
(1)
式中,σb—焊縫的彎曲強度,MPa;
Mb—作用于焊縫結合面處的彎矩,N·m;
LV—刀頭和剛體的結合面長度,mm;
E—鋼體厚度,mm。
1.5 焊接試樣的制取
為了便于研究,試驗所用的刀頭為不含金剛石的純過渡層刀頭,焊接強度檢驗之后,用SEM掃描電鏡分析刀頭焊接面的斷裂形態,用線切割沿著垂直刀頭的方向剖開刀頭和鉆管,取包含鉆管鋼體、焊縫、過渡層刀頭的部分作為分析試樣。拋光后,先采用SEM掃描電鏡分析焊縫的形貌,再采用3%的硝酸酒精溶液腐蝕后,在200倍鏡下觀察其金相組織。
2 實驗結果與分析
2.1 Mn元素對過渡層燒結硬度和焊縫硬度的影響
真空熱壓燒結的純過渡層刀頭和焊縫的硬度測試結果見圖1所示,隨著Mn含量的增加,激光焊縫的硬度呈現直線增加的趨勢,當Mn添加量>1%時,焊縫的硬度增幅趨緩。

圖1 Mn含量對過渡層和焊縫硬度的影響Fig.1 The Effect of Mn content on the hardness of the backing and the welded seam
純過渡層刀頭無Mn時,刀頭的硬度最高,隨著Mn的加入,刀頭的硬度降低,加入0.5%的Mn,刀頭硬度由97HRB降低到92HRB;繼續增加Mn的含量,刀頭硬度的降幅減緩。有研究表明,在燒結的過程中,Mn元素的擴散需要較高的均熱溫度和較長的均熱時間,Mn在短時燒結的過程中很難達到均勻化[6]。
2.2 Mn元素對激光焊接強度的影響
不同Mn含量過渡層的焊接強度見圖2所示,隨著Mn元素的加入,在激光焊接過程中,焊縫熔池內Fe、Co、Mn元素合金化,Mn原子通過焊接面遷移并固溶于焊縫組織中,起到了固溶強化的作用。但當Mn含量過高時,焊縫強韌性將有較大的下降。從這五組實驗中可以看出,焊接強度均呈現先升后降的規律。經多次驗證,Mn的最佳添加量在1.5%左右。
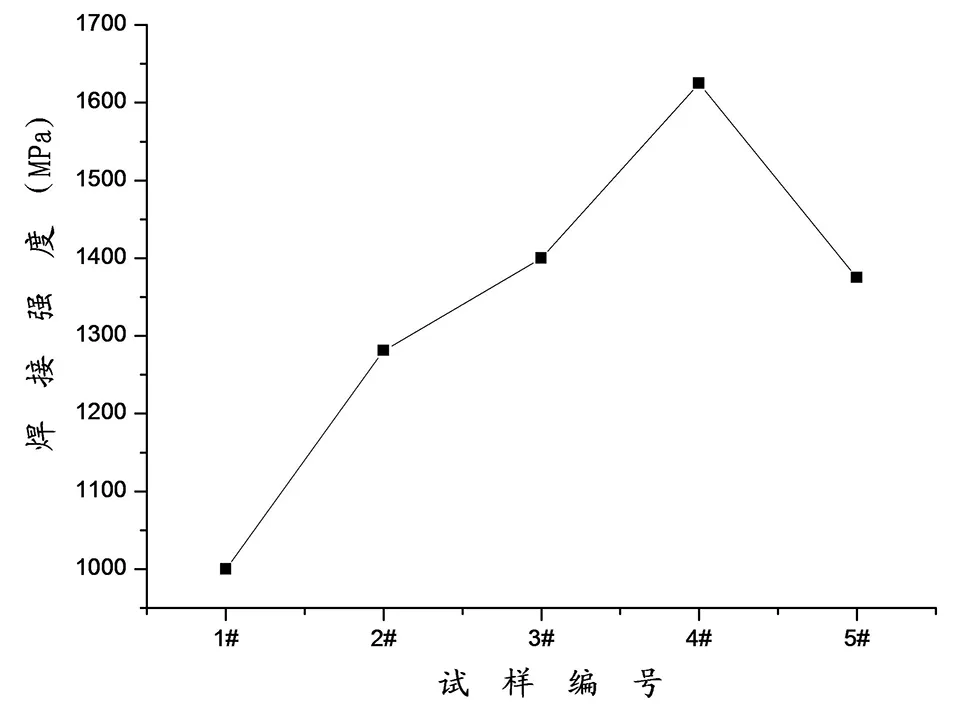
圖2 Mn含量對焊接強度的影響Fig.2 The Effect of Mn content on the welding strength
2.3 Mn元素對焊縫斷裂形貌的影響
純過渡層刀頭與鉆管焊接后,焊縫產生的氣孔,會嚴重影響焊接的外觀和強度,通過SEM來觀察破壞強度檢驗之后刀頭焊縫的斷裂形貌見圖3所示,1#焊縫存在大量的氣孔,隨著Mn含量的增加,焊縫氣孔的數量明顯減少,其原因主要是Mn為脫氣性元素,在激光焊接的過程中,可以起凈化焊縫熔池的作用。從圖3的焊縫斷口形貌可以看出,1#斷口韌窩較少,斷裂形式為脆斷;隨著Mn元素的加入,斷口形貌發生改變,當Mn含量在1%~1.5%時,斷口形貌明顯由脆斷轉變為韌斷,因此Mn含量控制在1%~1.5%較為適宜。
2.4 Mn含量對焊縫質量的影響
通過SEM對刀頭、鉆管和焊縫剖面進行研究,如圖4所示:1#焊縫和2#焊縫存在明顯夾渣缺陷;而3#、4#、5#焊縫,過渡層、基體、焊縫之間的結合界面,3#、5#就顯得比較明顯,這說明焊縫與基體、過渡層之間的互溶性不太好,這對于焊接強度來說是不利的,而4#焊縫、刀頭和基體沒有明顯的結合界面,因此4#焊縫較為理想。
2.5 Mn含量對焊縫金相組織的影響
試驗所用的鉆管為20號鋼,其金相組織如圖5所示,金相組成為鐵素體和珠光體。
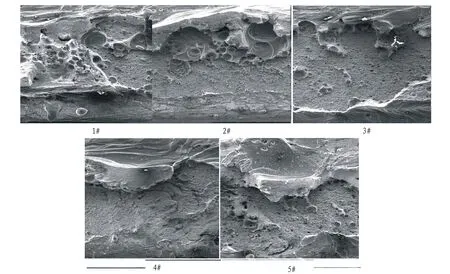
圖3 焊縫斷裂形貌Fig.3 The Fracture morphology of welded seam
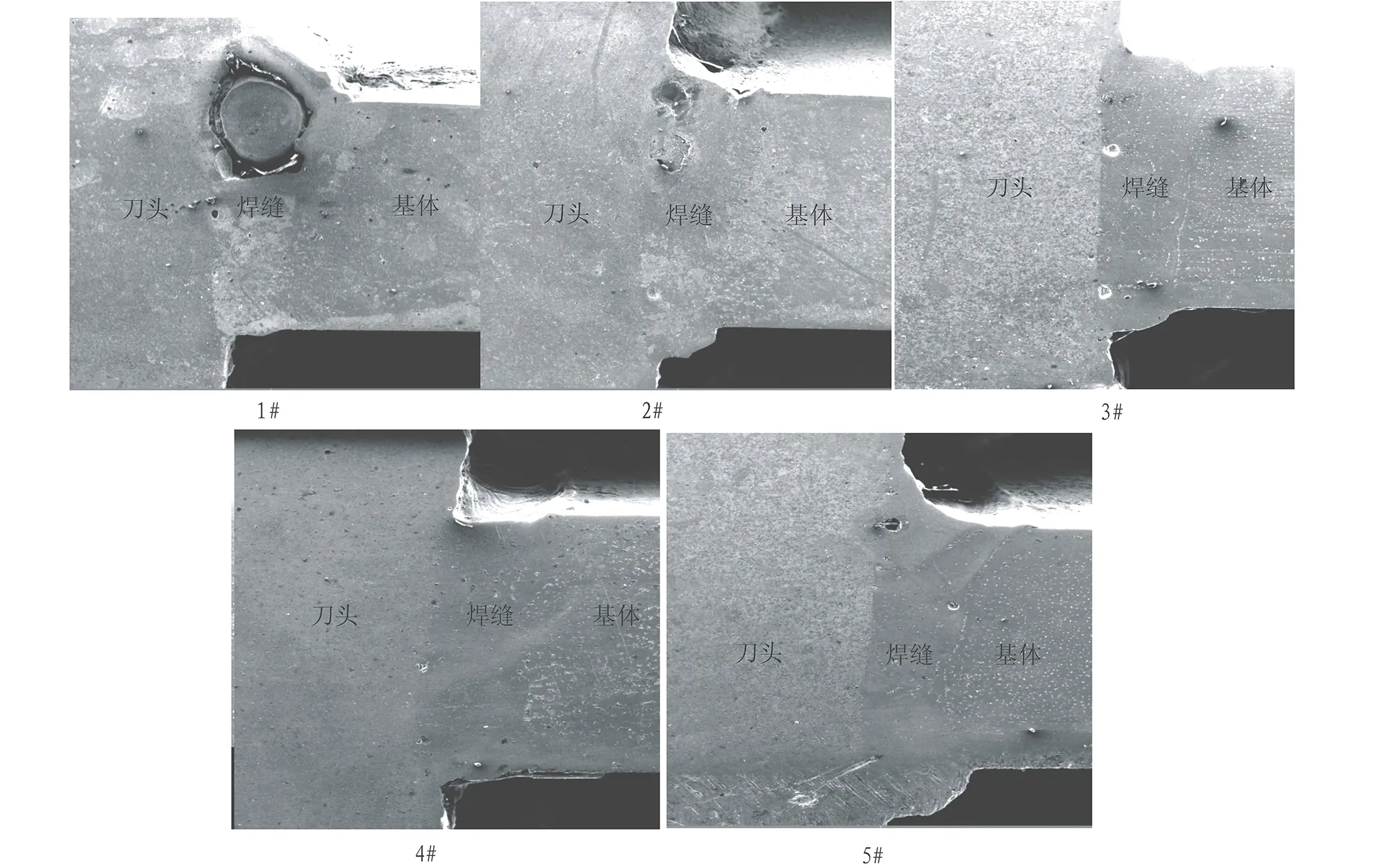
圖4 焊縫剖面形貌Fig.4 The profile morphology of welded seam
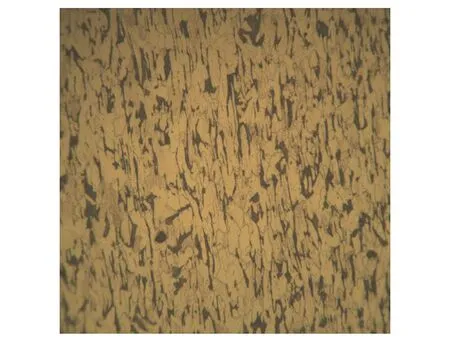
圖5 焊接鉆管金相組織Fig.5 The metallographic structure of the steel tube
純過渡層刀頭和鉆管激光焊縫金相組織見圖6所示,由于激光焊接過程的快速熔化與快速冷卻,造成了Mn元素和Co元素引入,Mn元素是強淬透性元素,Mn元素的引入使珠光體轉變C曲線和貝氏體轉變C曲線右移;而Co元素的作用與Mn元素的作用恰好相反,但是Co元素使珠光體轉變C曲線的移動幅度弱于貝氏體轉變。
從圖6的金相圖譜可以發現,1#不加Mn元素的焊縫金相組織為:珠光體+上貝氏體+馬氏體,馬氏體含量較少;2#加0.5%Mn含量的焊縫金相組織為:珠光體+上貝氏體+馬氏體,馬氏體含量增加;3#加1.0%Mn含量的焊縫金相組織為:珠光體+上貝氏體+馬氏體,珠光體含量較少;4#加1.5%Mn含量的焊縫金相組織為:上貝氏體+馬氏體,說明此時淬透性已經達到焊接理想程度;5#加2.0%Mn含量的焊縫金相組織為:上貝氏體+馬氏體+殘余奧氏體,殘余奧氏體的出現主要是由于Mn元素劇烈降低Ms點所致[7]。

圖6 焊縫與刀頭結合界面金相組織Fig.6 The Metallographic structure of interface between the welded seam and the segment
就特定材料而言,組織決定性能,但就強度來說,馬氏體>上貝氏體>珠光體和殘余奧氏體,因此焊接強度呈現先升后降的趨勢[8]。另外,比較4#和5#的焊縫組織,馬氏體的含量都比較多,但4#馬氏體組織晶粒較5#細膩,這也導致了5#的焊接強度低于4#。
3 結論
(1)隨著Mn含量的增加,激光焊縫、過渡層的硬度會出現相反的變化趨勢:激光焊縫的硬度漸升,而過渡層硬度逐漸降低,且隨著Mn含量的提升,激光焊接強度則是先升后降。
(2)當Mn含量<1%時,焊縫斷裂形式為脆性斷裂,而當Mn含量在1%~1.5%時,焊縫斷裂形式為韌性斷裂,Mn含量為1.5%時,激光焊縫內殘留氣孔的數量最低,焊接強度最高。
(3)隨著Mn含量的增加,激光焊縫的組織由珠光體+上貝氏體,逐漸轉變為上貝氏體+馬氏體,而且馬氏體組織的含量顯著增加;當Mn含量為1.5%時,馬氏體組織晶粒比較細膩,而當Mn含量為2%時,馬氏體組織晶粒比較粗大,使得焊接強度有所降低。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07