金剛石框架鋸條的研究、實踐探索與應用
2019-01-09 10:53:20張云才李仁德黃昌會
超硬材料工程 2018年6期
張云才, 李仁德, 胡 歡, 黃昌會
(黑旋風鋸業股份有限公司,湖北 宜昌 443005)
1 引言
大理石板材以其豐富多彩的天然紋理、美觀而自然的外觀而越來越受到人們的廣泛青睞,隨著社會的發展,天然大理石板材已大量應用于賓館、展覽館、影劇院、圖書館、機場、高鐵站等公共建筑工程的室內外墻面、柱面、地面、窗臺板、服務臺的飾面等。
大理石從荒料加工成石材板料,一般采用金剛石圓盤鋸、金剛石框架鋸條和金剛石繩鋸切割,但這幾種工具切割方式的機理不一樣,適應性也不同。金剛石圓盤鋸切割可以滿足各類石材的切割,其具有加工效率高,操作簡單,投入小等優點;但金剛石圓盤鋸切割加工的板材幅面受鋸片尺寸影響大。一般金剛石圓鋸片有效切割石材深度只能達到圓鋸片直徑的30%~35%。要擴大切割幅面,只有增加圓鋸片直徑,但大直徑尤其是超大直徑鋸片、鋸機的昂貴成本致使其高效、低成本的優勢蕩然無存。雖然可以使用對剖機進行大幅面板材的切割,但對剖機設備操作復雜,加工精度低。而超大直徑的圓鋸片基體在Φ2200mm以上,隨著其直徑的增大,因鋸片基體的制造工藝復雜、精度控制困難等問題,使得鋸片和設備的制造、使用成本都會呈指數倍數增加,更無法體現圓盤鋸加工的低成本優勢。
金剛石繩鋸切割石材,經過多年來從國外引進并在國內不斷發展,基本取代沙鋸成為目前花崗石大板加工的主流設備,雖不像圓盤鋸切割深度受直徑的限制,但繩鋸的操作復雜,綜合切割成本高。并且繩鋸的金剛石串珠直徑一般在8~12mm左右,目前雖然很多廠商和研究院所做了很大努力,金剛石串珠直徑雖然可以減小到6mm左右,但對于一般名貴荒料的切割,6mm的切割鋸縫,也極大地浪費了荒料,導致成材率低、成本高。
基于傳統的兩種石材切割方式,為有效地提高荒料的成材率,降低石材的切割成本,石材加工行業越來越青睞于金剛石框架鋸條的切割方式。金剛石框架鋸條采用高速飛輪作為儲能機構,大功率電機帶動焊接了金剛石節塊的鋸條作為鋸切工具,往復運動成組切割。一次性裝機數量可達到25~150條,裝機數量大,加工板材數量多,加工幅面也不受限制,一般石材板幅可以達到(4000×3000)mm,加工效率高。常規框架鋸條厚度一般在2~3.5mm,較金剛石鋸片和金剛石繩鋸而言極大地減少了切割鋸縫寬度,提高了荒料的成材率。隨著框架鋸機和框架鋸條基體、框架鋸條節塊制造技術的不斷成熟,雖然框架鋸切割石材一次性投入大,但后期的切割效率、板材的成材率、切割成本、板面質量及操控性能好等綜合優點明顯優于金剛石圓鋸片和金剛石繩鋸,因此被越來越多的大理石切割廠家所重視,框架鋸這一切割方式在行業內也不斷普及和發展,據初步統計,目前在我國的廣東云浮、福建泉州、江蘇、重慶、上海、北京、湖北等地,框架鋸機數量已經達到4000臺左右,目前較為成熟地應用于大理石、軟質(低硬度)花崗巖、人造花崗石等。同時這種類型的切割方式,也帶動了框架鋸條基體的飛速發展和大額需求。
金剛石框架鋸機結構見圖1所示。其加工原理為框架鋸機中的主電機(2)帶動飛輪(1)旋轉,由連桿(3)驅動帶滑動支撐的鋸框帶動其上的鋸條(7)往復運動,實現切削,同時進給電機(4)可使鋸框(6)向下運動或荒料向上運動實現進給。目前一臺鋸機一般可裝25~150條金剛石框架鋸條,其長度在2500mm~4500mm之間。由于切割條件的復雜性,對金剛石框架鋸條的質量要求較高。
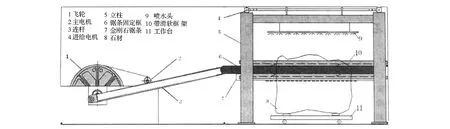
圖1 金剛石框架鋸機結構圖Fig.1 The Structure chart of diamond frame saw machine
金剛石框架鋸鋸解加工原理如圖2所示。
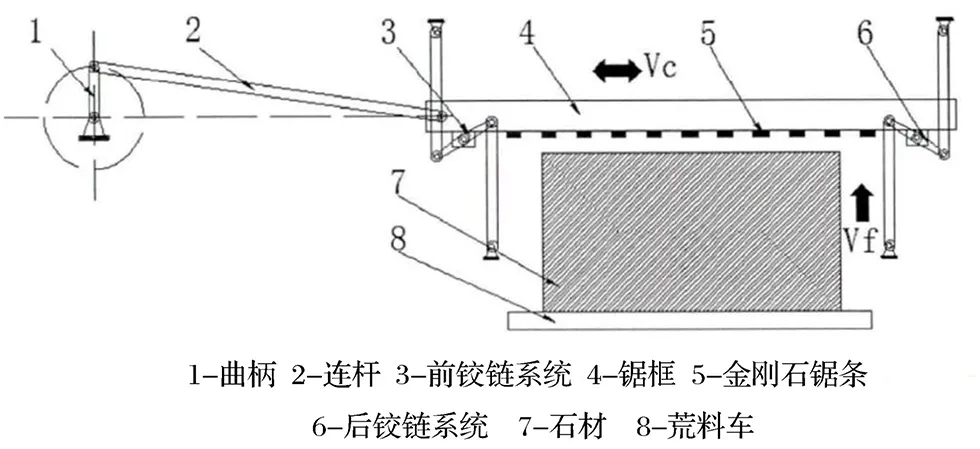
圖2 金剛石框架鋸鋸解加工原理示意圖Fig.2 The sawing and processing Schematic diagram of diamond frame saw
2 金剛石框架鋸條的介紹
金剛石框架鋸條作為金剛石框架鋸切裝備中最為核心的切割部件,由黑旋風鋸業、北京安泰、廣東奔朗聯合起草了行業標準“超硬磨料制品 金剛石框架鋸條”(JB/T 8000-2012)[1]。標準中對產品的結構組成、代號標記、基本尺寸、技術要求、試驗方法等進行了詳細的規定。金剛石框架鋸條主要用于切割石材,可安裝在各種類型的金剛石框架鋸機上進行大理石板材的鋸解加工。鋸條基體的厚薄、寬窄、材料,以及金剛石刀頭的結構對鋸解加工效率、加工質量、加工成本和鋸條的使用壽命等影響很大。
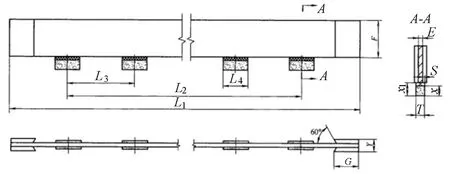
圖3 金剛石框架鋸條結構組成簡圖Fig.3 The Schematic structures of diamond blade frame
2.1 金剛石框架鋸條的結構及參數
金剛石框架鋸條由金剛石框架鋸條基體和長方體(橫斷面為矩形)或方錐體(橫斷面為梯形)金剛石刀頭通過高頻釬焊焊接而成,刀頭根據需要按等間距或不等間距有序分布,兩端有兩塊端板固定鋼帶兩端,并銑成燕尾槽,鉚在鋼帶上,金剛石框架鋸條的結構如圖3。金剛石框架鋸條長度隨著所配大鋸的型號不同而不同,比較常見的有4300mm,4350mm,4400mm。其寬度180mm(不包括金剛石刀頭),鋸條鋼板的厚度有3.5mm、3.0mm、2.5mm、2.0mm以及薄至1.7mm等不同規格。
2.2 金剛石框架鋸條刀頭
金剛石框架鋸條是通過焊接方式將基體和刀頭連接在一起的,刀頭是通過一定的金屬粉末結合劑將金剛石顆粒和金屬材料燒結形成的一定形狀的燒結體。結合劑應具備一定的硬度、耐磨性和韌性。結合劑有四種:銅基、鈷基、鐵基和碳化鎢基。在這些結合劑中,青銅結合劑運用得最多,價格低廉。另外,鈷基結合劑效果最好,但其價格十分昂貴,不能大規模使用。結合劑中的添加成分主要有粘結成分、強化成分、骨架成分、親和成分。采用不同基的結合劑,添加成分也不相同,使用效果亦不相同。針對不同地區的不同類別的石材,其刀頭的配方是不一樣的。
2.3 金剛石框架鋸條基體
金剛石框架鋸條在鋸解加工過程中做往復運動,存在著較大的慣性沖擊并承受進給方向切削力的作用,因此對鋸條基體的要求很高,需要保證金剛石框架鋸條在張緊使用時具有良好的剛性和較小的延展性,尤其是高的耐疲勞壽命。目前國內外廣泛使用的金剛石框架鋸條基體材料牌號見表1。
表1金剛石框架鋸條基體材料牌號及化學成份
Table 1 The Diamond material designation and the chemical composition of diamond frame saw blade %

牌號CMnSiPSCrNiMoC75S0,70~0,800,60~0,800,15~0,35<0,035<0,035<0,4075Ni80,75~0,85<0,50< 0,35< 0,030<0,0300,20~0,501,70~2,0075Cr10.72~0.780.60~0.750.20~0.45≤0.35≤0.350.25~0.45≤0.25SKS510.75~0.81≤0.50≤0.35≤0.35≤0.350.20~0.500.20~0.50
2.4 金剛石框架鋸條張緊及受力特性
金剛石框架鋸條的安裝、張緊是金剛石框架鋸鋸切石材大板的重要工藝,它決定了金剛石框架鋸條在鋸解石材過程中能否保證足夠的剛度,能否保證鋸解過程平穩,從而使得金剛石鋸齒磨損較為均勻,提高鋸條的使用壽命以及板材表面的鋸切質量。金剛石框架鋸條在鋸框上的張緊由前后鋸夾拉桿來保持和裝夾,并通過液壓張緊器來施加張緊力。張緊力的大小與鋸條、鋸夾的材料特性和鋸解石材的特性等有關。
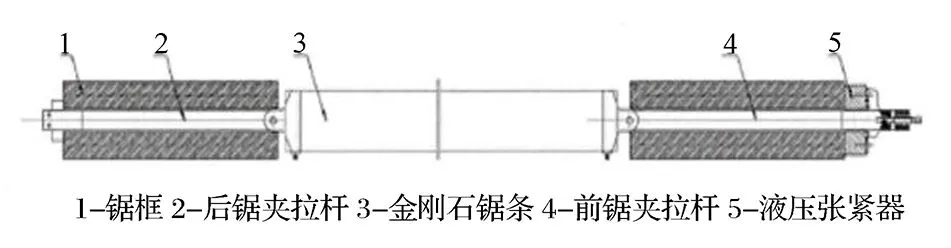
圖4 金剛石框架鋸條鋸夾拉桿張緊機構簡圖Fig.4 The tension mechanism sketch of the sawing rod of diamond frame saw blade
3 國內外研究現狀
3.1 國內外學術研究情況
金剛石框架鋸條是最主要的石板材鋸解加工工具之一。有關金剛石框架鋸條的研究已進行了很多年,主要集中于金剛石框架鋸條性能、鋸切加工機理、鋸切力等。
在金剛石框架鋸條性能方面,王成勇、郭永昌等對鋸條的張緊變形和受力特性進行了探討分析,認為在鋸切過程中張緊力的存在能夠保證鋸條的剛性但無法抵消鋸切力的作用使鋸條一直保持直線狀鋸切[2]。趙民、張浩等對金剛石框架鋸條的固有頻率進行了研究,通過改變金剛石框架鋸條鋸齒的長度、髙度和單位長度分布鋸齒的數量,分析不同條件下金剛石框架鋸條的固有頻率和主振型圖[3];同時趙民等還對金剛石框架鋸條基體與金剛石鋸齒焊接缺陷進行了檢測分析[4]。文獻[5,6]分析了金剛石鋸齒和鋸條基體成分對鋸條鋸解性能的影響,對制造更加高性能的金剛石框架鋸條具有很好的借鑒意義。
在鋸切加工機理方面,廣東工業大學的王成勇教授運用單個金剛石顆粒和單個金剛石鋸齒結塊進行切削石材實驗,模擬金剛石框架鋸條上金剛石顆粒和鋸齒結塊在不同加工條件下的切削過程,得到金剛石框架鋸條鋸切石材破碎機理模型[7]。Jerzy Rojek等用離散元方法對金剛石框架鋸條鋸切石材過程進行了數值模擬分析[8]。
在鋸切力方面,R.Clause和J.Stangenberg在改進了Gerlach用的試驗機上,通過八角環測力儀和計算機系統,對不同加工條件下金剛石框架鋸條鋸切多種大理石、砂石和石灰巖的鋸切力進行跟蹤測量,同時對金剛石鋸齒磨損情況進行了分析[9,10]。王成勇、周莉、樊晶明等人通過研究分析得出金剛石框架鋸條對加工過程中單個金剛石結塊的受力取決于鋸解石材種類、進給速度、切削速度、金剛石鋸齒的分布間距、金剛石性質和金剛石鋸齒性能等因素[11]。
3.2 國內外金剛石框架鋸裝備技術現狀
根據中國石材協會在《石材》雜志[12]發表的文章顯示,國外生產大理石金剛石框架鋸的有6個知名公司,斯米可(SIMEC)公司、BM公司、葛斯巴利(GASPARIMENOTTI)公司、布萊頓(BRETON)公司、巴桑提(BARSANTI)公司、太馬(TEMA-FRUGOLI)公司。為適應大規格大理石板生產的需要,各公司生產的大理石金剛石框架鋸其沖程和鋸切寬度越來越大,功能越來越完善,正朝著大規格、高精度、高效率、節能、高自動化控制方向發展。
根據中國石材協會資料顯示,十多年來國內研發大理石金剛石框架鋸的廠家有9個,其中廣東佛山科達機電股份有限公司、福建晉江盛達機器有限公司、福建晉江和盛機械有限公司、上海飛宙機械設備有限公司、臺灣五合興有限公司是規模較大、技術較為成熟的廠家,這5家公司所生產的大理石金剛石框架鋸代表了目前國產大理石金剛石框架鋸的技術和制造水平。國內幾種大理石金剛石框架鋸的技術參數見表2:
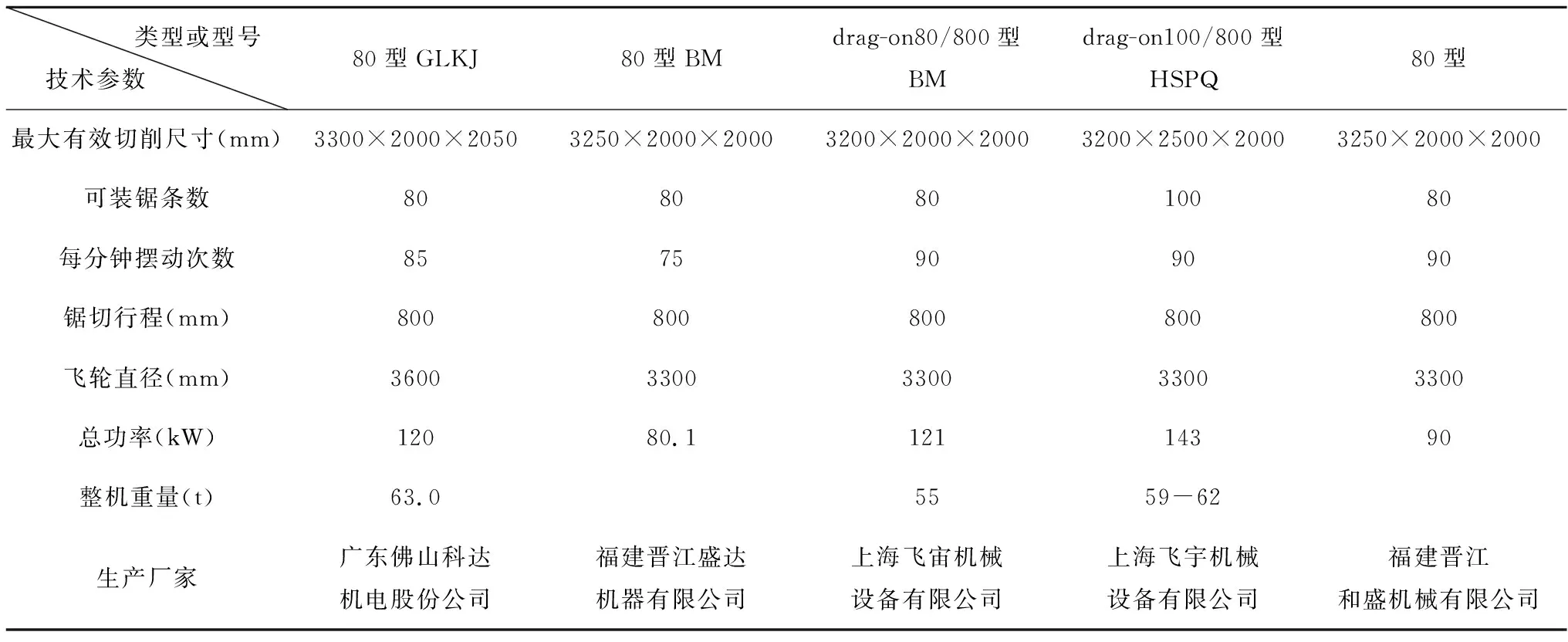
表2 國內不同廠家大理石金剛石框架鋸的技術參數(來源于《石材》雜志)
近年來,行業內有部分企業、高校和科研院所對用于鋸切花崗巖的框架鋸機進行了系統研究[13],主要圍繞鋸機結構、鋸切方式、刀頭配方等方面做了系列研究試驗及改進,目前已經開發出用于中硬度以下花崗石鋸切的金剛石框架鋸,鋸切進給速度在4cm~10cm/h、鋸縫在5mm左右。但在鋸切加工過程中也出現了一些問題,金剛石框架鋸條鋸切時磨損較快、使用壽命低,易出現拉斷現象而使鋸切無法進行。
3.3 國內圍繞金剛石框架鋸條基體產品開展的研制工作及現狀
在金剛石框架鋸條基體用鋼材料上,目前所有的鋸條基體帶鋼材料均從德國、意大利、瑞士等西方發達國家進口,其材料均為冷軋料進行了熱處理,處理后的調質態為光亮的卷料,但材料采購周期長,加工昂貴,在國內只需進行取長、鉚接端板、校直、調張力及刀頭焊接等常規加工,而核心關鍵的原材料及熱處理控制技術仍掌握在西方發達國家手中,使得國內廠家在金剛石框架鋸條基體與國外廠家相比各方面不具備競爭優勢。國內眾多企業也進行了國產化框架鋸條基體的替代研究,有將原有的淬火油淬火改用硝鹽淬火或分級淬火油淬火的,但大都材料組織結構不穩定,污染大,勞動強度高,生產效率低,品質稍好些的產品使用經冷軋后的原材料,但由于對材料本身和后續深加工處理的認識不夠,受原材料供應狀態及熱處理關鍵加工工藝處理方式的限制,目前所有進行的國產化替代產品在市場試用時均出現鋸條變形大、易被拉長、斷帶率高等突出問題而導致國產化替代的失敗。
4 黑旋風開展的金剛石框架鋸條的研究、實踐探索與應用情況
為打破國外在金剛石框架鋸條基體材料方面的壟斷,極大降低該類材料的采購成本,黑旋風公司通過對原材料冶煉相關關鍵點的控制、材料帶鋼的冷加工、調質前的預處理、鋼帶調質等熱處理工藝開展深入研究來整體提高材料熱處理后組織結構均勻性及力學性能,形成完全國產化的金剛石框架鋸條基體材料,并圍繞鋸條基體關鍵加工技術、新型“制造+服務”新模式的推出等進行了系列的研究與實踐探索及應用。
4.1 國產化金剛石框架鋸條基體材料的研究
4.1.1 通過廣泛收集國外進口高端硬質合金鋸片基體用鋼75Cr1從熱軋、冷軋及退火、淬火回火后的樣品,從材料化學成分、夾雜物、脫碳層和金相組織等方面與國內樣品進行對比分析研究,通過對比尋找差異,開展了原材料的基礎分析研究。
4.1.2 原材料冷軋、熱處理預處理工藝技術研究。目前國內硬質合金鋸片基體的原材料普遍為75Cr1,原料為熱軋或冷軋狀態,其組織為粗大的片狀珠光體,淬火加熱時奧氏體晶粒易粗大且組織不均勻,淬火后馬氏體晶粒粗大,材料應力集中,易導致變形和開裂;通過對德國、奧地利、瑞士等國的考察與技術交流,并對鋸片基體用鋼進行認真分析并試驗,原材料進行冷軋、退火等工藝,使得材料熱處理后表面質量好,板型變形小,硬度均勻,碳化物較多且分布均勻,組織晶粒度控制在8級以上。
4.1.3 帶鋼連續分級淬火熱處理生產線的設計開發。依據“共析鋼等溫分級淬火得到馬氏體組織”熱處理工藝原理,設計開發出了帶鋼連續分級淬火熱處理生產線。設計開發了等溫分級淬火爐、加壓熨平爐、在線連續回火爐等核心熱處理設備,實現帶鋼材料的連續等溫分級淬火與在線連續回火熱處理。
通過近幾年的持續科研投入和研究,目前已經掌握了金剛石框架鋸條基體用材料的國產化并掌握原材料加工、熱處理及相關加工關鍵技術。經過與國外進口材料進行比較,我們成功開發出的國產化金剛石框架鋸條基體材料有如下優勢:在化學成分方面已幾乎接近進口材料,在有些方面甚至優于進口材料;經冷軋與和預處理后材料在夾雜物、金相組織、硬度、力學性能等方面與進口材料相比基本一致,在個別指標上還略勝一籌。
4.2 金剛石框架鋸條關鍵加工技術
金剛石框架鋸條較為成熟的工藝流程為:原材料→帶鋼熱處理→帶鋼端面磨削加工→粗取長→精取長→校平→鉚端板→鋸條張力調整→刀頭焊接。其加工關鍵技術如下:
4.2 .1 采用抬片法檢測項目產品在受力條件下的平面度的變化,同時采用自由側立的方式檢測產品的彎曲程度,作為項目產品剛性的判斷依據,據此相應的進行項目產品的校平。具體檢測方法如圖5所示。
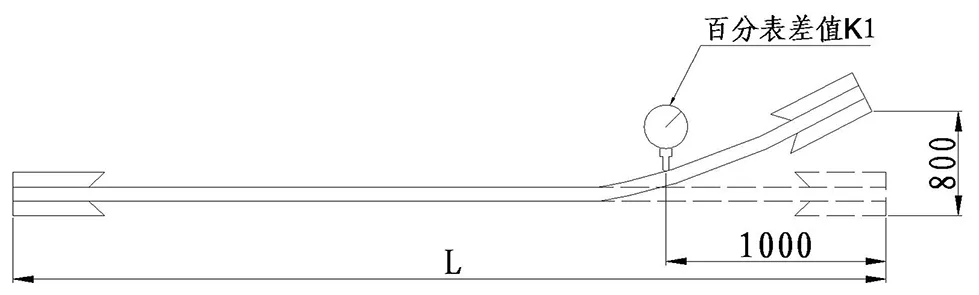
圖5 框架鋸條基體張力值檢測示意圖Fig.5 Schematic diagram of the detection of the tension value of the frame saw blade
4.2.2 鋸條張力調整:通過直線輾壓的方式,提高項目產品的剛性,使其在受側向力的條件下變形量最小,同時通過輾壓,使基體受力端面形成一定量的側彎,以使項目產品使用時在受徑向力的作用下成一條直線,接近理想的切割狀態。
在工作條件下,由于鋸條下部邊沿因切削力的作用將產生彎曲應力,使得鋸條向上撓曲,并有可能產生側向失穩導致鋸割出現偏斜現象。鋸條張緊的理想目標是希望在鋸切前先施加一個與切削力導致的撓曲方向相反的撓曲,使得鋸切時鋸條可保持在水平狀態,保證鋸切時鋸條上的鋸切結塊切削和磨損均勻。為此設計制作了專用的應力碾壓機,通過直線輾壓的方式探索研究出一套獨特的碾壓方法,對鋸條基體適當部位進行冷作硬化提高項目產品的剛性,使其在受側向力的條件下變形量最小,同時通過輾壓,使基體受力端面形成一定量的側彎,以使項目產品使用時在受徑向力的作用下成一條直線,接近理想的切割狀態。具體如圖6、圖7所示。

圖6 鋸條預置撓曲度的理想狀態(1.0mm≤h≤1.5mm)Fig.6 The ideal state of the blade preset deflection (1.0mm≤h≤1.5mm)

圖7 在切割條件下鋸條的理想狀態Fig.7 The ideal state of the saw blade under cutting conditions
4.3 金剛石框架鋸條張力檢測研究及應用
我們對目前在石材加工行業中普遍應用的框架鋸鋸條預張緊、調節過程及提出的測量鋸片張力的方法進行概述,通過研發設計了一種簡單易操作的框架鋸鋸條張力檢測儀,對框架鋸鋸條預張緊進行檢測研究,以此尋求一種鋸條預緊力的快速測量方法,并用以指導生產上框架鋸鋸條的張緊與調節應用。
4.3.1 鋸條預張緊、調節過程及鋸條張力測量方法概述[14]
目前在石材加工行業中應用的框架鋸,在鋸條安裝中采用的張緊方法是:使用百分表檢驗一定長度上鋸條的水平度、垂直度和平行度,先安裝好最邊上一根鋸條后,再向另一邊依次安裝,保持相互平行及間距相等。安裝時先初步張緊鋸條,待全部鋸條安裝完畢后再進行最后張緊,并將預張緊力適當增加。以上進行最后張緊的過程亦即生產現場所說的調鋸。
普遍的鋸條預張緊力的調節采用的是通過操作人員手動按壓鋸條,通過個人的感知,憑經驗判斷鋸條是否張緊,但這屬于一種定性的鋸條張緊判斷方法,不能定量地描述鋸條的張緊程度和給出具體的調整目標。僅憑操作人員感知,同時過分依靠個人的經驗,難以普及和推廣,不能很好地滿足當前石材加工行業對框架鋸鋸條在切割石材前的性能指標要求。
4.3.2 測量鋸條張力的方法
目前提出的測量鋸條張力的方法主要有:直接測量法、切削力法、Moire條紋法、動態電阻應變片法、振動法、電磁法等。
直接測量法是采用胡克定律,測量鋸條長度的變化,該方法的主要問題在于偏心加載時難以對中,難以確定變形后鋸片上某一點的位置變化,同時還受溫度變化的影響,測量不夠迅速且在生產現場不易實現。切削力法是通過切削力的計算估計鋸條內部應力的變化,由于切削力實際上并不能完全反映張緊力作用后的鋸條變化,這種方法并不常用。Moire條紋法需要往鋸條上貼片,或采用樹脂制作鋸條進行試驗,然后通過光學系統測定條紋的變化并計算應力應變值,實用性較低,不適合現場使用。振動法是利用鋸條受力變形后其固有頻率的變化來迅速測量預張緊力,為了測得固有頻率的變化,對預張緊力和鋸條長度有一定的限制。動態電阻應變片法是一種可以準確測量鋸條各點變形,進而計算出應力的變化情況的有效方法,但在實際使用中存在布置動態電阻應變片的問題,也不適合鋸條數量較多的現場使用。
4.3.3 框架鋸鋸條張力檢測儀
框架鋸鋸條張力檢測儀的工作原理是鋸條在預張緊力作用下張緊,通過檢測儀的施力機構對鋸條某一點施加一給定值的力,檢測儀的位移測量機構檢測鋸條在該力作用下該點處的位移,通過位移值來反映張緊力和鋸條張緊的程度。此張力檢測方法簡單易行,對比上述提出的鋸片張力測量方法,適合在框架鋸機現場使用。該檢測儀已申請并獲得專利(專利號: ZL201210293899.1),其檢測示意見圖8。
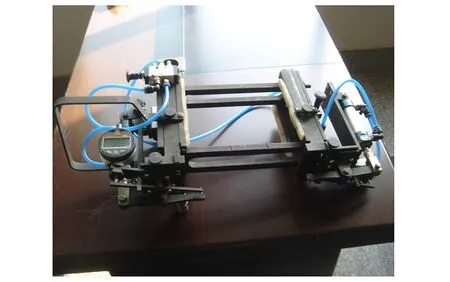
圖8 鋸條張力檢測儀Fig.8 The blade tension detector
通過該檢測儀對框架鋸鋸條進行張力的檢測,取得框架鋸中每根鋸條在張緊拉力下的位移值,通過具體的位移數值定量的評價每根鋸條的實際張緊程度,與標準鋸條的張力位移值比較后,給出具體的調整目標,指導操作者準確且快捷地對每根鋸條進行張緊力調整。該裝置的使用,不依賴操作者的個人感知和經驗,能很好地滿足當前石材加工行業對框架鋸鋸條在切割石材前的張力調整,且易于普及和推廣,能適應鋸條間隙很小的框架鋸。
4.4 金剛石框架鋸條新型“制造+服務”新模式的推出與實踐
在現有的金剛石框架鋸鋸切市場上,鋸切裝備、鋸切工人、荒料均為為石材廠負責,而鋸條基體、刀頭、焊接、調鋸等環節均由不同廠家分別控制,因此在鋸切遇到問題時,經常會相互推諉責任而不能及時分析并解決實際問題。因此,經過我們對廣西、貴州、湖北等大理石石材產區的走訪調研,了解到現如今石材企業更多需要的是提供完整的配套承包銷售服務模式,以此來實現共贏的目的。
為此,我們率先提出并嘗試金剛石框架鋸條新型“制造+服務”新銷售思路,在區域石材產地試行框架鋸機包鋸包切的銷售服務模式,即由我們負責與市場石材老板簽訂包鋸包切服務合同,由石材老板提供場所、現有傳統舊鋸機設備、石材荒料,由我們負責組織現場操作、設備維護、框架鋸條刀頭焊接、調鋸等服務人員組織生產服務,最終與石材老板通過石材板材加工的平方數進行銷售結算。通過該“制造+服務”新模式的推出,打通了金剛石框架鋸條從基體材料組織、基體生產制造、專用刀頭配備、刀頭焊接、安裝及調鋸服務、鋸切整個完整產業鏈環節,不但快速分析解決了各種鋸切問題,有效降低了鋸切加工成本,也有助于快速實現國產化框架鋸條基體材料的推廣應用。通過制造與服務相結合,將傳統的“制造+銷售”模式完全轉變成為了“制造+服務”的新型以突出服務為主體的銷售模式,為行業帶來了良好的示范效應,有效促進了行業的轉型升級和向“新模式、新業態”方向的發展。
5 結語
本文重點圍繞國產化的金剛石框架鋸條基體材料研究、鋸條基體關鍵加工技術、新型“制造+服務”模式實踐探索及應用等方面進行了詳細探討;介紹了黑旋風公司為打破國外在金剛石框架鋸條基體材料方面的壟斷地位所進行的努力,這一切都極大降低了該類材料的采購成本,形成了國產化金剛石框架鋸條基體產品及材料供應的核心競爭力,為促進行業技術進步與升級提供了有效支撐與借鑒參考。