表面粗糙化金剛石在瓷磚切割片中的應用
2019-01-09 10:53:16董小雷張翠芳梁亞青
超硬材料工程 2018年6期
董小雷,楊 林,張翠芳,吳 杰,梁亞青
(1.河北小蜜蜂工具集團有限公司,河北 石家莊 050800 ;2.桂林恒鋒科技發展有限公司,廣西 桂林 541001)
1 前言
金剛石工具中,金剛石與胎體金屬(或合金)作為一種特殊的復合材料,二者之間在強度、硬度、彈性模量及結構等方面存在著較大的差異,特別是二者之間的界面能很高,使得絕大多數金屬(或合金)都難以有效潤濕與粘接金剛石,從而導致在使用過程中金剛石過早脫落,這不僅影響金剛石工具的使用性能,應用成本也會有較大增加[1]。因此,提高金剛石與胎體金屬(合金)間的結合強度,充分發揮金剛石的作用,對于提高金剛石工具使用性能、降低使用成本具有重要的意義。
金剛石工具做為一種金屬基復合材料。其界面結合力主要有三種[2]:
(1)機械結合力,即胎體通過對金剛石的包鑲和摩擦對金剛石起支撐作用。
(2)物理結合力,主要包括范德華力和氫鍵力。
(3)化學結合力,即界面上存在金屬胎體與金剛石發生化學反應而生成的化學鍵。
之前的研究普遍認為機械結合力、物理結合力均太弱,不能牢固粘結金剛石,重點是提高金剛石與胎體金屬(合金)間的化學結合力,因此金剛石表面金屬化成為重點方向,通過各種方法在金剛石表面形成金屬、合金、金屬碳化物或它們的混合層,使金剛石表面具有金屬的性質,從而達到提高界面結合能的目的[3],因此,鍍Ti、Cr、Mo、Ni等工藝研究得到較大發展。但我們在金剛石工具開發過程中發現,鍍覆金剛石的應用效果并不統一,有時明顯,有時不明顯,部分情況下還會降低工具的性能,反而機械結合力并不像之前研究認為得那樣作用很強。眾所周知,相同配方的金剛石圓鋸片,采用熱壓燒結后其壽命較冷壓燒結明顯提高,使用過程中頂刃金剛石脫落情況有明顯改善,這說明胎體機械性能的提升對提高金剛石包鑲能力效果十分明顯。近來有部分研究也認為,金剛石表面金屬化提高金剛石與胎體結合力的原因一部分是因為金剛石表面鍍覆的金屬擴散到金剛石周邊的胎體中,使得該區域的硬度和耐磨性得到提高,該部分強化區域有利于提高胎體對金剛石的把持力[4],這實際也可以看做機械結合力提高的表現。因此,我們認為在當前各工具廠家普遍面臨較大的成本壓力的情況下,提高機械結合力是提高金剛石工具性能,降低成本的一個較為有效的方法,提高金剛石與金屬(合金)胎體機械結合力,之前的研究大多都是針對胎體進行改進的,而本文中桂林恒鋒科技發展有限公司的金剛石表面粗糙化技術卻把方向放在了金剛石上,通過特殊物理化學法工藝處理,在金剛石表面做出了很多不光滑的小坑,使金剛石原來光滑的表面產生微觀不平,這樣可以增加金剛石的比表面積,有利于金屬粉料的包鑲,同時由于每個小坑的內表面都是粗糙的,進一步加強了與胎體的嚙合,在燒結時胎體可以更好地包鑲金剛石,從而起到了強化與胎體機械結合的目的。
圖1是兩種不同金剛石在電鏡下的微觀形貌,可以看出二者表面之間有很大的差異,圖2為放大1800倍觀察,可以清楚地看到金剛石表面小坑的形態。圖3為表面粗糙化金剛石的能譜圖,可以看出,經粗糙化處理的金剛石表面沒有其他金屬元素。
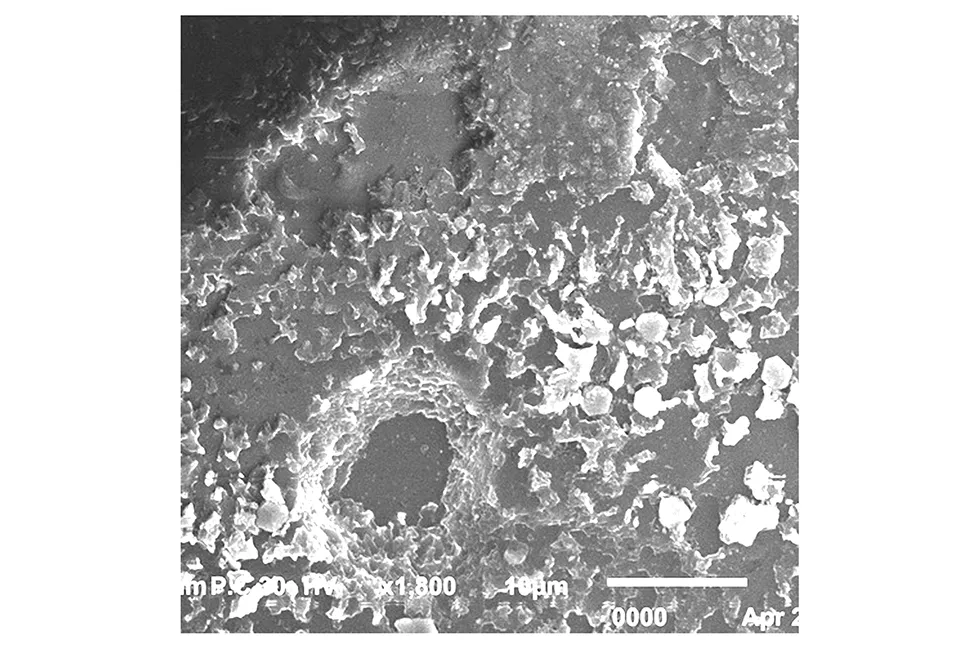
圖2 表面粗糙化金剛石微觀形貌Fig.2 Microstructure of surface roughened diamond

圖3 表面粗糙化金剛石能譜圖Fig.3 Energy spectrum of surface roughened diamond
下面通過試驗對比表面粗糙化金剛石與普通金剛石在瓷磚切割鋸片中的性能差異,對其應用效果做一探討。
2 試驗設計
2.1 試驗材料
電解銅粉 -300目 還原鐵粉 -200目 錫粉 -300目 電解鎳粉 -300目 HF(預合金粉)-300目
2.2 配方設計
采用公司現有配方胎體:
Cu20%-30% Fe10%-15% Sn8%-10%Ni8%-10% HF(預合金粉)40%-50%
金剛石:濃度均為50ct/kg(體積濃度9%左右)。
由于公司D30、2140級別金剛石目前為不同廠家產品,為保證試驗結果的一致性,排除廠家產品之間的差異對試驗結果的影響,故選用了2160級別金剛石做為對比,從表1中可以看出,其HF880熱沖擊的強度低于2160、2140,與D30品級基本相當。
第一組:60/70 ①HF880(表面粗糙化)/ ②2160
第二組:70/80 ③HF880(表面粗糙化)/ ④2160

表1 金剛石熱沖擊強度
2.3 試驗設備
壓制:人工手動壓制
燒結:CFC500立式鐘罩爐,封閉式不銹鋼間隔墊熱壓燒結
試驗鋸片:Φ115W(齒高8mm,齒厚1.2mm)/ Φ250W(齒高8mm,齒厚1.7mm)
試驗設備:Φ115W—云石機(1.2kW,13000轉)/Φ250W—臺式切割機(2.5kW 2800轉)
切割對象:800×800拋光磚,厚度10mm
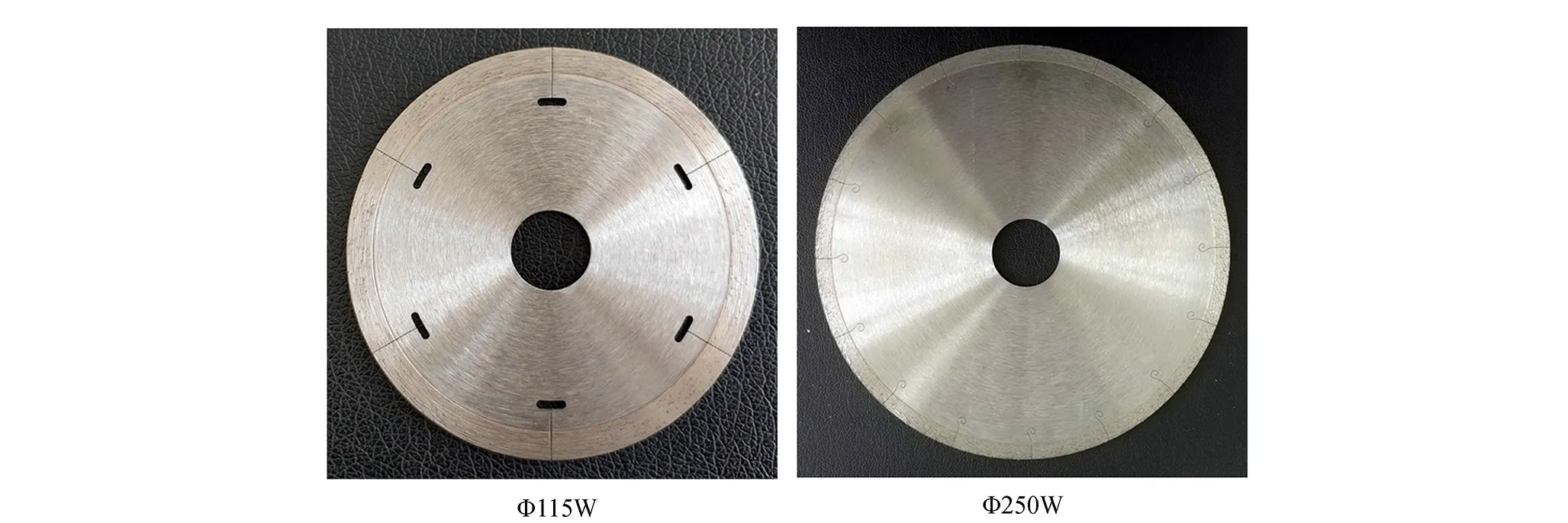
圖4 瓷磚切割鋸片Fig.4 Ceramic tile saw blade
2.4 切割試驗
為了獲得的試驗數據盡量準確,試驗均采用對比試驗的方式,由相同操作者、切割同一塊瓷磚相同長度,累積得到切割總長度和總耗時。
鋸片切割速度=切割總長度/總耗時
鋸片壽命=(切割總長度/單邊齒耗)×(有效齒高)
(由于鋸片干切時鋸片磨損較小,壽命計算會有較大偏差,因此鋸片壽命均以濕切時數據進行計算)
3 試驗結果與分析
3.1 鋸片速度與壽命
Φ115W規格共對比試驗三次,Φ250W對比試驗兩次,圖表中所列為平均數值。
Φ115W鋸片,①號與②號相比,干、濕切速度略慢,壽命略低,但差距不到2%;③號與④相比,干、濕切速度略快,但差距也在2%左右,壽命則有明顯提高,約25%左右。
Φ250W鋸片,①號與②號相比,濕切速度略低,差距不到3%,壽命有較大提高,約35%左右;③號與④相比,濕切速度略快,但差距也不到4%,壽命提升同樣較為明顯,在25%左右。
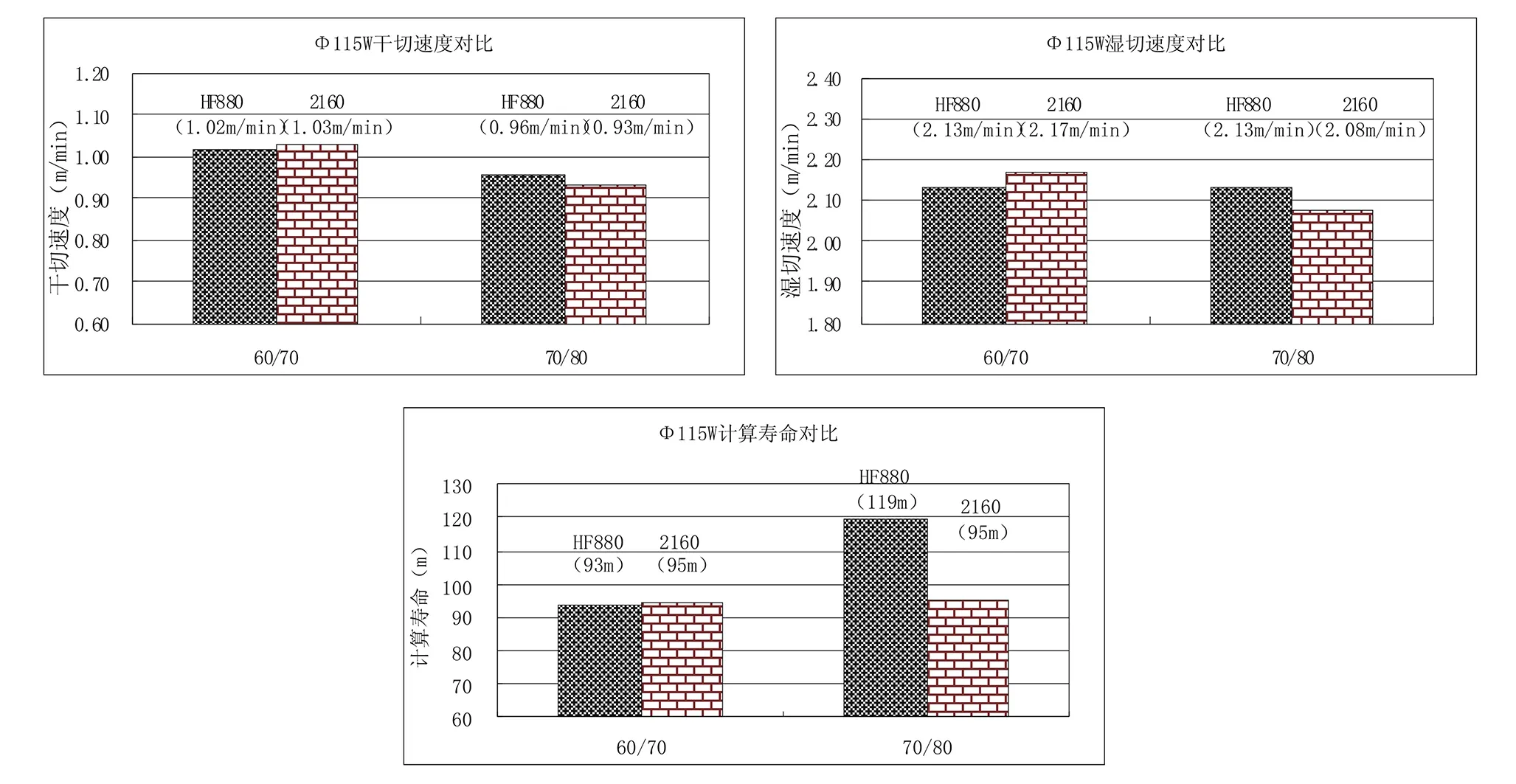
圖5 Φ115W瓷磚片速度、壽命對比Fig.5 The Comparison on cutting speed and life of the Φ115W Ceramic tile saw blade
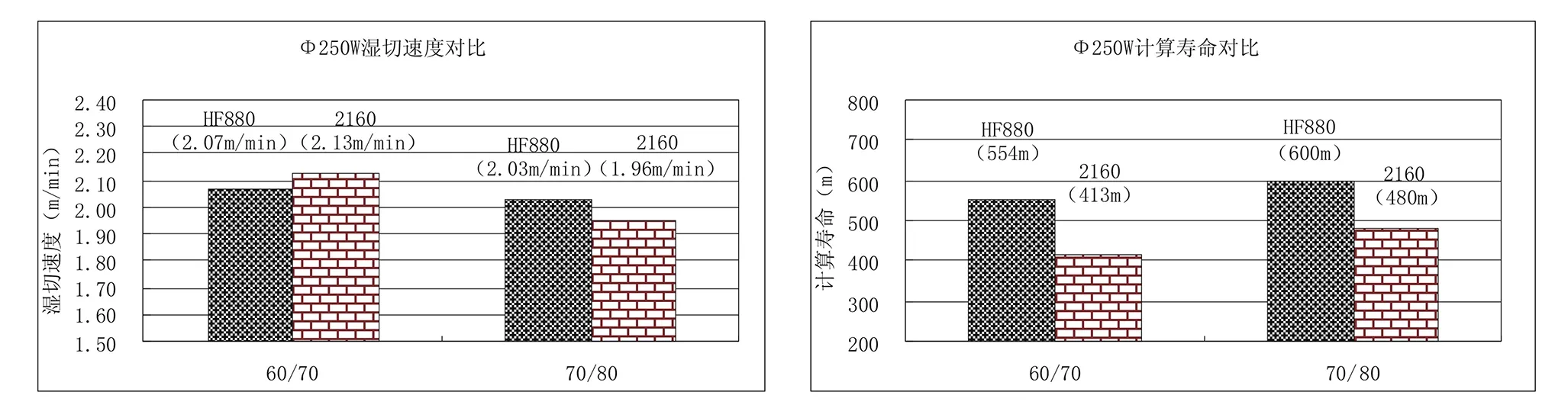
圖6 Φ250W瓷磚片速度、壽命對比Fig.6 The Comparison on cutting speed and life of the Φ250W Ceramic tile saw blade
3.2 結果分析
在胎體、金剛石濃度與粒度、切割工況都相同的情況下,鋸片鋒利度與壽命主要取決于金剛石強度與胎體對金剛石的把持力。由于金剛石圓鋸片在加水切割時刀頭部分會反復受熱—冷卻,而胎體與金剛石熱膨脹系數不同,在這種反復冷熱應力作用下,會使金剛石與胎體之間產生縫隙從而導致金剛石脫落。實際使用中,鋸片濕切時頂刃金剛石脫落明顯,壽命較干切時明顯縮短,可見濕切時胎體對金剛石的把持力尤為重要。干切時,由于刀頭冷卻不足,這種冷熱效應比較小,金剛石熱沖擊強度的影響則更高。金剛石強度對鋸片性能的影響是多方面的,不能一概而論,強度過高或過低,都會影響鋸片的切割效率。金剛石強度過高,棱角易磨光、磨平,影響切割效率;金剛石強度過低,破碎過多,不僅影響切割效率,也會對壽命造成影響,因此,保持適度的金剛石破碎率對提高鋸片性能是必要的,此方面涉及較多,本文不再贅述,僅結合切割后鋸片出刃、斷面圖像和統計,對本次試驗結果做一個分析:
Φ115W鋸片試驗時采用云石機向前推進的切割方式,切割位置在前而加水位置在后,同時加水量較小,因此冷熱效應的影響相對Φ250W鋸片要小一些。圖7是①、②鋸片頂刃金剛石比較典型的一個對比,可以看出,①號鋸片刀頭金剛石破率較高,且呈現大塊破碎的比例較高,此種破碎對鋸片壽命、速度均會造成不利影響;②號金剛石破碎情況更多表現為圖中的小塊剝離,有利于提高鋸片切割速度;圖8是鋸片刀頭斷面金剛石脫落坑的圖像,①號與②號相比,脫落坑表面較為粗糙,表明有部分胎體嵌入到金剛石表面的小坑內,從而提高了胎體對金剛石的把持力,但由于①號金剛石強度偏低,破碎率偏高,兩種原因疊加,①鋸片在切割速度、切割壽命兩方面較②號均略有差距。③、④號鋸片,由于相同濃度下,單位體積內70/80粒度金剛石顆粒更多,故頂刃金剛石出刃較多,單個金剛石受到的沖擊力減小,其破碎情況有所減輕,同時由于金剛石把持力較高,壽命方面則優勢明顯,而適度的破碎有利于提高切割速度,因此③號鋸片較④號在速度上也略有優勢。

圖7 金剛石出露形貌對比Fig.7 Comparison of diamond exposure
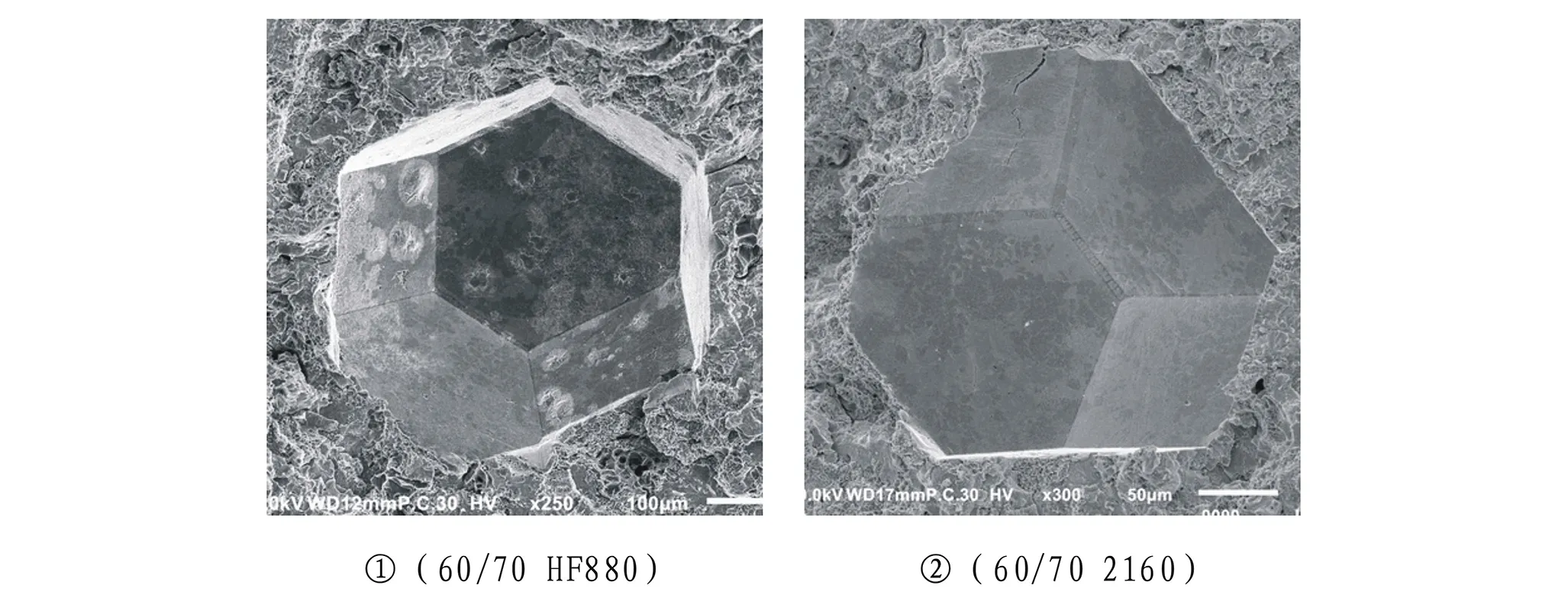
圖8 金剛石脫落坑形態對比Fig.8 Comparison of diamond drop pit morphology
Φ250W鋸片采用臺式機切割,濕切時加水量充足,加水位置與切割位置相同,因此冷熱效應較大,此時對胎體與金剛石的結合力要求更高。圖9是①、②號鋸片頂刃金剛石出刃、破碎、脫落的三種典型狀態,表2是對切割后Φ250W鋸片頂刃金剛石出露狀態進行的一個統計,從表中可以看出,①、③號金剛石脫落明顯少于②、④號,說明表面粗糙化金剛石與胎體結合力較強;金剛石破碎情況則相反,①、③號破碎率明顯高于②、④號,這與其沖擊強度較低也是吻合的;破碎較多的另一個可能原因是由于結合力的增強使金剛石出刃高度增加,導致金剛石受到的沖擊力增大。由于表面粗糙化金剛石與胎體結合強度明顯提高,因此①、③號鋸片壽命與②、④號相比均有較大提高,而①號較②號提高更是達到35%左右,分析原因是由于60/70金剛石顆粒稍大,相同濃度下其單位體積內的顆粒少,出刃較少,加之金剛石脫落較多,脫落后胎體磨損速度進一步加快,同時,①號金剛石破碎較多,雖然對其切割速度有一定影響,但由于部分破碎的金剛石殘留在在胎體上,提高了胎體的耐磨性,減緩了胎體的磨損,導致與②號鋸片壽命差距更加明顯。
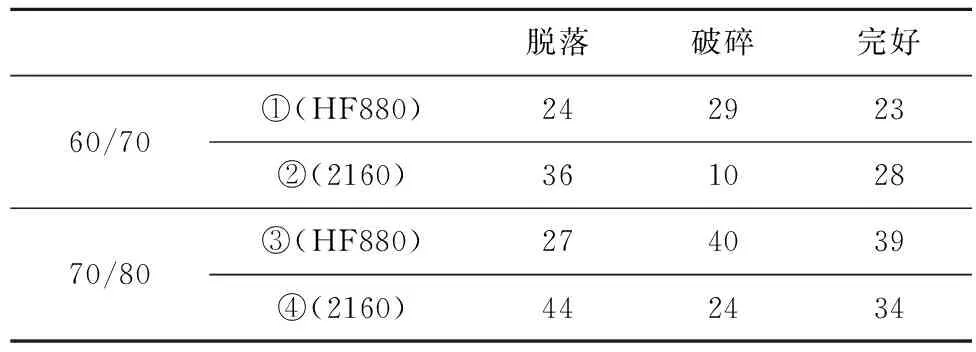
脫落破碎完好60/70①(HF880)242923②(2160)36102870/80③(HF880)274039④(2160)442434
通過對比試驗可以看出,HF880表面粗糙化金剛石與胎體有較好的結合強度,金剛石不易脫落,出刃好,在一定程度上彌補了熱沖擊強度偏低對切割鋒利度的影響,達到了較為理想的結果;如果對比熱沖強度相當的同品級金剛石,應該具有較大的優勢,其熱沖擊強度能夠進一步提升的話,應會獲得更佳的性能,實際應用中也可以通過調整金剛石的濃度來進行改善。
4 結論
(1)金剛石經表面粗糙化處理后可以有效提高與胎體間的結合強度,有利于提高切割效率和壽命。
(2)在金剛石濃度相同,品級接近的情況下,使用表面粗糙化金剛石,鋸片使用壽命有明顯提高,使用成本明顯降低。
(3)在保持鋸片性能不變的情況下,使用表面粗糙化金剛石,濃度可以適當降低,從而降低生產成本。