大直徑30CrMnSiA筒形件對(duì)輪旋壓成形過(guò)程的數(shù)值模擬
2019-01-09 08:48:32孫于晴楊延濤趙升噸
鍛壓裝備與制造技術(shù) 2018年6期
關(guān)鍵詞:變形
孫于晴,韓 冬,楊延濤,趙升噸
(1.西安航天動(dòng)力機(jī)械有限公司,陜西 西安 710025;2.西安交通大學(xué) 機(jī)械工程學(xué)院,陜西 西安 710049)
1 引言
隨著科技的不斷進(jìn)步和經(jīng)濟(jì)水平的提高,世界各個(gè)航天大國(guó)均在航天運(yùn)載火箭上加大投入以保持其領(lǐng)先水平,重型運(yùn)載火箭是各國(guó)航天器研制的重要方向,近年來(lái)我國(guó)也著力開(kāi)展重型運(yùn)載火箭、重型運(yùn)載器的研制。目前,世界主流大型運(yùn)載火箭發(fā)動(dòng)機(jī)殼體為大直徑高強(qiáng)度鋼筒形件,此類(lèi)構(gòu)件采用傳統(tǒng)有模旋壓成形時(shí)存在芯模和工裝制造困難,工件內(nèi)外表面變形不均等問(wèn)題[1-4]。對(duì)輪旋壓成形技術(shù)是在傳統(tǒng)的強(qiáng)力旋壓基礎(chǔ)上發(fā)展而來(lái)的一種旋壓加工方式,用內(nèi)旋輪替代芯模,降低了旋輪及機(jī)床主軸的受力,能夠加工一定范圍內(nèi)任意直徑的筒形件而不需要制造對(duì)應(yīng)尺寸的芯模,節(jié)約了芯模制造成本,解決了傳統(tǒng)旋壓加工內(nèi)外表面變形不均的問(wèn)題,在大直徑筒形件的加工中具有明顯的優(yōu)勢(shì)[5-6]。
目前,關(guān)于對(duì)輪旋壓的研究較少,燕山大學(xué)張濤開(kāi)展了對(duì)輪旋壓成形時(shí)不同工藝參數(shù)下金屬變形的速度場(chǎng)、應(yīng)變速率場(chǎng)、應(yīng)變場(chǎng)和應(yīng)力場(chǎng)的理論研究[7]。華南理工大學(xué)曾超揭示對(duì)輪旋壓過(guò)程中20鋼及H62黃銅的晶粒細(xì)化機(jī)制,獲得減薄率及再結(jié)晶退火工藝對(duì)旋壓件力學(xué)性能的影響規(guī)律[8]。郭代峰運(yùn)用BP神經(jīng)網(wǎng)絡(luò),以減薄率、圓角半徑、進(jìn)給比為試驗(yàn)因素,建立了對(duì)輪旋壓成形內(nèi)徑擴(kuò)徑量的預(yù)測(cè)模型,其預(yù)測(cè)值與實(shí)測(cè)值相對(duì)誤差不超過(guò)5%[9]。中北大學(xué)席奇豪應(yīng)用有限元軟件ANSYS進(jìn)行對(duì)輪旋壓成形數(shù)值模擬,采用正交試驗(yàn)法對(duì)工藝參數(shù)進(jìn)行分析,獲得了影響錫青銅筒形件壁厚差和擴(kuò)徑量的因素主次順序[10]。曾超對(duì)比了對(duì)輪旋壓、錯(cuò)距旋壓和有模旋壓成形得出對(duì)輪旋壓成形等效應(yīng)力、應(yīng)變差最小[11]。
由于大直徑超高強(qiáng)度鋼旋壓難度大,國(guó)內(nèi)對(duì)輪旋壓設(shè)備加工能力有限,尚未見(jiàn)大直徑超高強(qiáng)度鋼筒形件對(duì)輪旋壓的相關(guān)研究,本文基于有限元軟件ABAQUS,建立30CrMnSiA筒形件對(duì)輪旋壓有限元模型,對(duì)其加工過(guò)程進(jìn)行數(shù)值模擬,得出對(duì)輪旋壓成形過(guò)程中內(nèi)外表面應(yīng)力對(duì)稱(chēng)分布,改善了工件內(nèi)應(yīng)力狀態(tài);通過(guò)單因素試驗(yàn)獲取了減薄率、旋輪成形角、進(jìn)給比對(duì)圓度誤差、壁厚偏差的影響規(guī)律,綜合優(yōu)選出一組最優(yōu)的成形工藝參數(shù),從而為工業(yè)實(shí)際中對(duì)輪旋壓技術(shù)的應(yīng)用奠定了堅(jiān)實(shí)的基礎(chǔ)。
2 對(duì)輪旋壓基本工作原理
在對(duì)輪旋壓工藝過(guò)程中,內(nèi)外旋輪一般成對(duì)布置,且每對(duì)旋輪中心的連線(xiàn)必須經(jīng)過(guò)工件中心,為了工件質(zhì)量和工裝受力合理性,旋輪對(duì)數(shù)一般為三對(duì)或四對(duì),沿工件周向均勻布置,工件受力如圖1a所示。工作時(shí)內(nèi)外旋輪取代芯模,內(nèi)外旋輪同時(shí)向前進(jìn)給,并在工件轉(zhuǎn)動(dòng)下實(shí)現(xiàn)自轉(zhuǎn),對(duì)工件內(nèi)外壁同時(shí)減薄,如圖1b所示。
3 30CrMnSiA筒形件基本尺寸及材料性能
3.1 對(duì)輪旋壓筒形件基本尺寸
旋壓前毛坯的外徑為2000mm,壁厚30mm,長(zhǎng)度為1000mm。旋輪直徑為300mm,圓角半徑為8mm。按照實(shí)際模型的幾何尺寸,分別建立旋輪和毛坯的幾何模型,四對(duì)旋輪周向間隔90°分布。為了簡(jiǎn)化模型,將毛坯定義為可變形體,旋輪定義為解析剛體[12]。將旋輪和毛坯進(jìn)行裝配,三維模型如圖2所示。
3.2 30CrMnSiA材料性能
為簡(jiǎn)化模型,將旋輪視為三維解析剛體,工件視為三維可變形實(shí)體。實(shí)驗(yàn)采用工件材料為30CrMn-SiA,材料的通過(guò)拉伸實(shí)驗(yàn)測(cè)得其性能參數(shù)如表1、表2所示,應(yīng)力-應(yīng)變關(guān)系圖見(jiàn)圖3。

圖2 對(duì)輪旋壓幾何模型

表1 30CrMnSiA化學(xué)成分

表2 30CrMnSiA力學(xué)性能
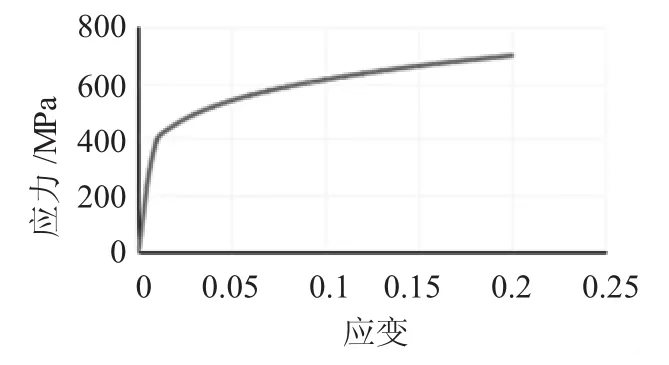
圖3 30CrMnSiA應(yīng)力應(yīng)變曲線(xiàn)
4 有限元模型的建立
4.1 基本假設(shè)
為了提高模擬計(jì)算效率,做出以下兩點(diǎn)基本假設(shè):①在筒形件成形過(guò)程中,旋輪的變形屬于彈性變形,而且在數(shù)量上很小,所以可以忽略旋壓過(guò)程中旋輪的變形;②由于旋壓加工過(guò)程中不斷冷卻,工件溫度變化小,因此忽略旋壓過(guò)程溫度變化對(duì)坯料變形的影響。
4.2 邊界條件
對(duì)于強(qiáng)力旋壓成形,常用的有公轉(zhuǎn)模型和自轉(zhuǎn)模型,自轉(zhuǎn)模型更加貼合實(shí)際工況,模擬結(jié)果更準(zhǔn)確[12]。將卡盤(pán)的參考點(diǎn)與工件下表面施加耦合約束,使卡盤(pán)參考點(diǎn)的自轉(zhuǎn)運(yùn)動(dòng)同步傳遞到工件上,實(shí)現(xiàn)工件的自轉(zhuǎn)運(yùn)動(dòng),四對(duì)內(nèi)外旋輪分別建立各自的局部坐標(biāo)系,坐標(biāo)軸與旋輪中心軸線(xiàn)重合。在成形過(guò)程中工件轉(zhuǎn)動(dòng),在摩擦力作用下帶動(dòng)旋輪自轉(zhuǎn),同時(shí)對(duì)旋輪施加向下的進(jìn)給速度,實(shí)現(xiàn)對(duì)輪旋壓成形過(guò)程模擬。
4.3 網(wǎng)格劃分
在數(shù)值模擬過(guò)程中,網(wǎng)格質(zhì)量直接影響計(jì)算精度和效率,六面體網(wǎng)格具有分析精度高,大變形時(shí)不易產(chǎn)生畸變的優(yōu)點(diǎn)由于工件為規(guī)則形狀的筒體,在旋壓成形時(shí)會(huì)發(fā)生大的彈塑性變形[13],故選取顯式線(xiàn)性3D Stress六面體單元C3D8R,共劃分96000個(gè)六面體單元,網(wǎng)格劃分如圖4所示。由于旋壓過(guò)程中工件發(fā)生了彈塑性大變形,容易導(dǎo)致工件的網(wǎng)格發(fā)生畸變而無(wú)法繼續(xù)進(jìn)行求解,因此采用ALE網(wǎng)格自適應(yīng)技術(shù),通過(guò)允許網(wǎng)格獨(dú)立運(yùn)動(dòng),保證網(wǎng)格的質(zhì)量并維持其拓?fù)湫螤睿M(jìn)而有效解決此問(wèn)題。
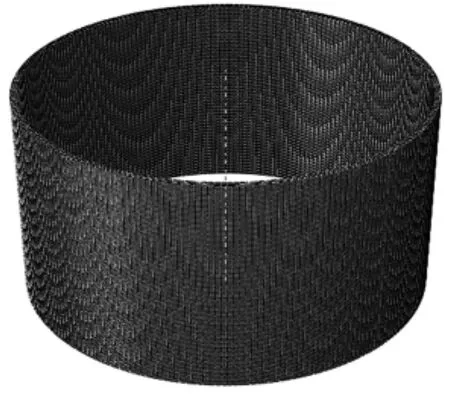
圖4 網(wǎng)格劃分
5 對(duì)輪旋壓工藝方案的確定及參數(shù)選取
針對(duì)影響旋壓過(guò)程的重要工藝參數(shù)進(jìn)行分析,并結(jié)合實(shí)際生產(chǎn)經(jīng)驗(yàn),選取工藝參數(shù)如下:
(1)旋輪成形角。通常,工藝參數(shù)范圍在20°~30°之間,因此模擬中旋輪成形角分別取15°、20°、25°、30°、35°。旋輪成形角受坯料尺寸和壁厚減薄率的影響,在實(shí)際加工中 ,成形角越大,材料隆起越高,易造成金屬的非穩(wěn)定流動(dòng),因此成形角不宜太大。
(2)減薄率。考慮到減薄率對(duì)工件旋壓精度和表面質(zhì)量的影響,減薄率一般要早合適的范圍內(nèi)選取,減薄率過(guò)大,容易出現(xiàn)軸向破裂、周向斷裂和鱗狀剝離等缺陷,減薄率過(guò)小,容易產(chǎn)生人字形裂紋和壁部皺折,為了得出減薄率對(duì)成形質(zhì)量的影響規(guī)律,本文選取的壁厚減薄率跨度較大,依次為20%、25%、30%、35%。
(3)進(jìn)給比。進(jìn)給速率影響旋壓加工的效率,在機(jī)床轉(zhuǎn)速一定的情況下,旋壓的進(jìn)給比決定著旋輪的進(jìn)給速率。本文選取進(jìn)給比依次為:0.6、0.9、1.2、1.5。
根據(jù)上述旋輪成形角和減薄率的選取,設(shè)計(jì)模擬方案如表3所示。
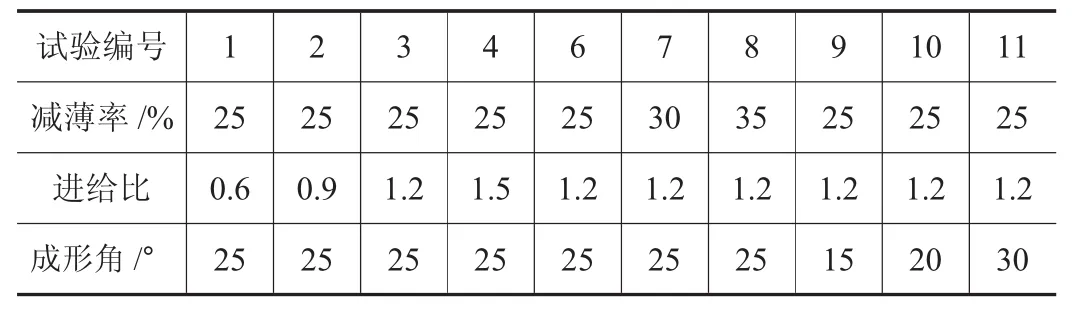
表3 對(duì)輪旋壓數(shù)值模擬工藝方案
6 結(jié)果與討論
通過(guò)開(kāi)展十一組單因素模擬試驗(yàn),分析對(duì)輪旋壓成形過(guò)程內(nèi)外表面應(yīng)力分布狀態(tài);圓度誤差和壁厚偏差是反映旋壓成形精度的重要指標(biāo),其中壁厚偏差是指在穩(wěn)定旋壓階段筒形件壁厚最大值與最小值之差,圓度誤差指最大直徑與最小直徑的差值[14,15]。從筒形件的頂部向下,依次在其長(zhǎng)度的 1/5,2/5,3/5,4/5處截面上,提取內(nèi)外圓所有節(jié)點(diǎn)坐標(biāo)值,在MATLAB中計(jì)算圓度誤差以及壁厚偏差。
以及旋輪成形角、進(jìn)給率、減薄率對(duì)成形精度的影響規(guī)律。
6.1 模型可靠性分析
將顯式動(dòng)態(tài)分析過(guò)程視為準(zhǔn)靜態(tài)求解,所需時(shí)間較長(zhǎng)。在不影響分析結(jié)果精度的前提下,為了提高模擬效率,本文通過(guò)質(zhì)量放大來(lái)加快計(jì)算速度。為保證模型的穩(wěn)定性,驗(yàn)證系統(tǒng)的動(dòng)能與內(nèi)能比值。經(jīng)驗(yàn)證,所有模型均滿(mǎn)足動(dòng)能內(nèi)能比小于5%,見(jiàn)表4。故本文所取的質(zhì)量放大系數(shù)是合理的[16,17]。
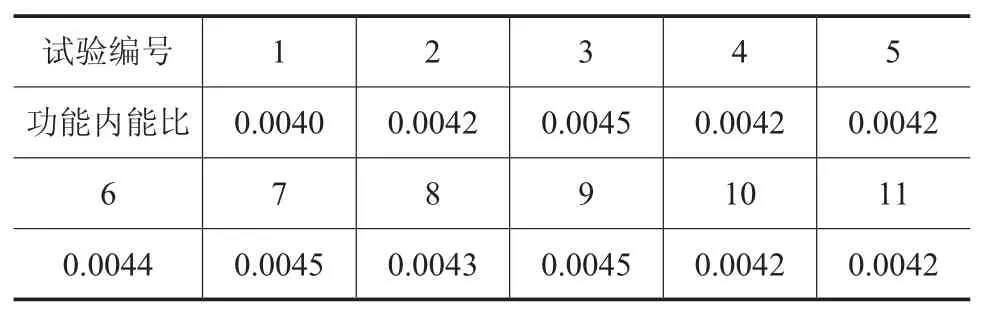
表4 各組參數(shù)下的功能內(nèi)能比
6.2 旋壓加工過(guò)程中的應(yīng)力變化分析
對(duì)輪旋壓過(guò)程中,隨著旋輪沿工件軸向的進(jìn)給運(yùn)動(dòng),工件材料向反方向流動(dòng),旋輪正下方的金屬發(fā)生塑性變形,旋輪上方的金屬進(jìn)入變形區(qū),發(fā)生了一定的彈塑性變形,并出現(xiàn)隆起現(xiàn)象。應(yīng)力隨旋輪運(yùn)動(dòng)而變化,其不同時(shí)刻應(yīng)力變化云圖如圖5a、b、c、d所示,最大應(yīng)力發(fā)生在旋輪與工件的接觸區(qū)域,隨著旋輪的脫離,應(yīng)力將逐漸減小。由圖6可看出,在對(duì)輪旋壓成形過(guò)程中,內(nèi)外表面應(yīng)力對(duì)稱(chēng)分布。
6.3 減薄率對(duì)成形精度的影響規(guī)律
減薄率是指壁厚減薄量與工件初始厚度的比值,反映了工件變形程度,是旋壓成形過(guò)程中的重要工藝參數(shù),直接影響旋壓力大小及成形精度[18-20]。減薄率對(duì)圓度誤差、壁厚偏差規(guī)律如圖7、圖8所示,隨著減薄率增大,圓度誤差隨之增大,這是因?yàn)闇p薄率增大引起材料周向流動(dòng)增大引起圓度誤差增加。壁厚偏差隨減薄率增大而增大,材料軸向流動(dòng)阻力增大,旋輪前方金屬隆起不斷增加引起壁厚偏差的增加。
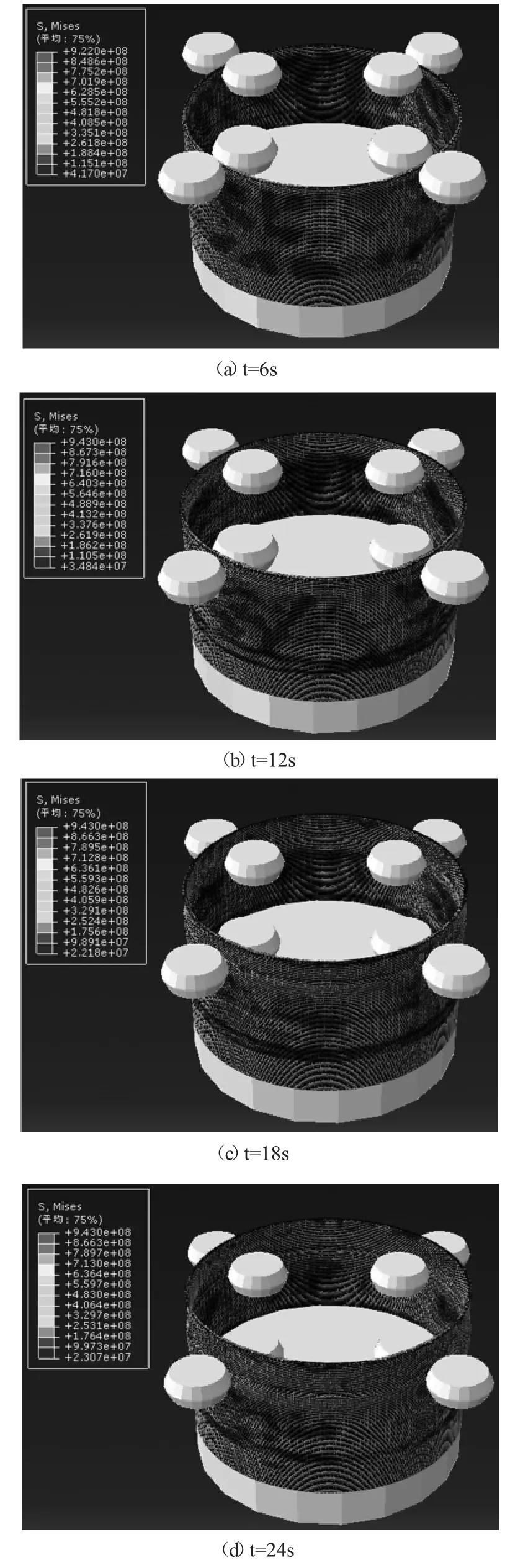
圖5 不同時(shí)刻應(yīng)力云圖
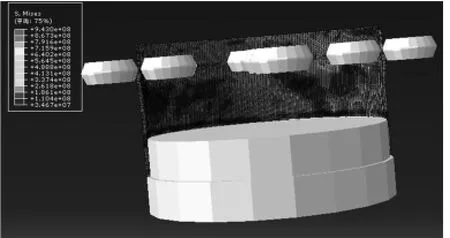
圖6 應(yīng)力云圖剖面圖
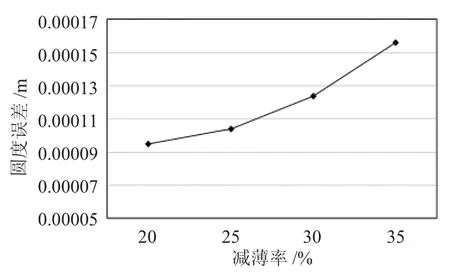
圖7 不同減薄率下圓度誤差變化規(guī)律
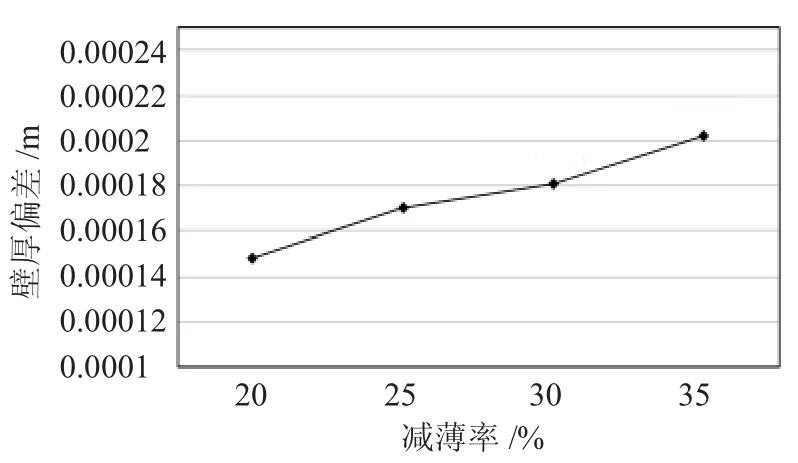
圖8 不同減薄率下壁厚偏差變化規(guī)律
6.4 進(jìn)給比對(duì)成形精度的影響規(guī)律
隨著進(jìn)給比增大,圓度誤差和壁厚偏差均先增大先增大后減小,在進(jìn)給比為1.2時(shí)圓度誤差、壁厚偏差達(dá)到最小值,如圖9、10所示。這是因?yàn)殡S進(jìn)給比增大時(shí),材料軸向流動(dòng)增大,周向流動(dòng)減小,使得圓度誤差減小,但過(guò)大的進(jìn)給比會(huì)引起旋輪前金屬堆積,圓度誤差反而增加。進(jìn)給比減小,導(dǎo)致前后的螺旋帶有較多的重合部分,引起工件反復(fù)擠壓,使得壁厚偏差增大。但過(guò)大的進(jìn)給比會(huì)引起旋輪前金屬堆積,壁厚均勻性變差。因此在合適范圍內(nèi)增大進(jìn)給比有助于提高生產(chǎn)效率和成形精度。
6.5 成形角對(duì)成形精度的影響
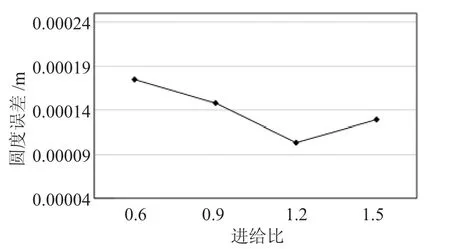
圖9 不同進(jìn)給比下圓度誤差變化規(guī)律
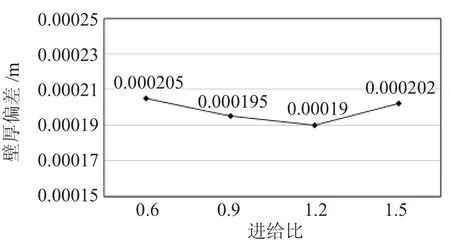
圖10 不同進(jìn)給比下壁厚偏差變化規(guī)律
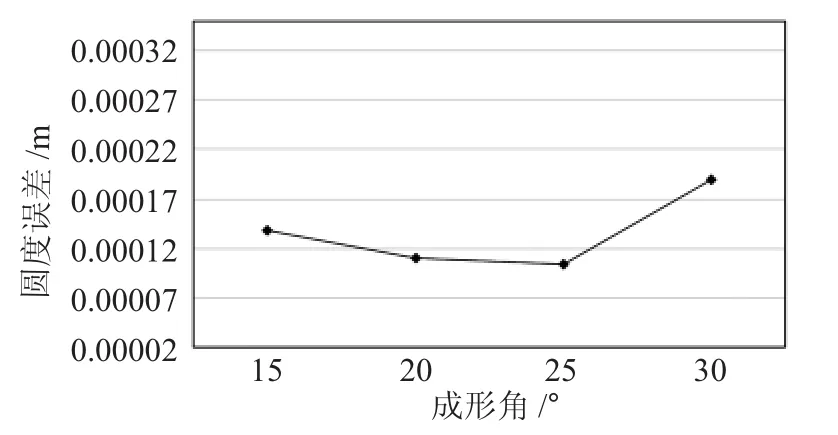
圖11 不同成形角下圓度誤差變化規(guī)律
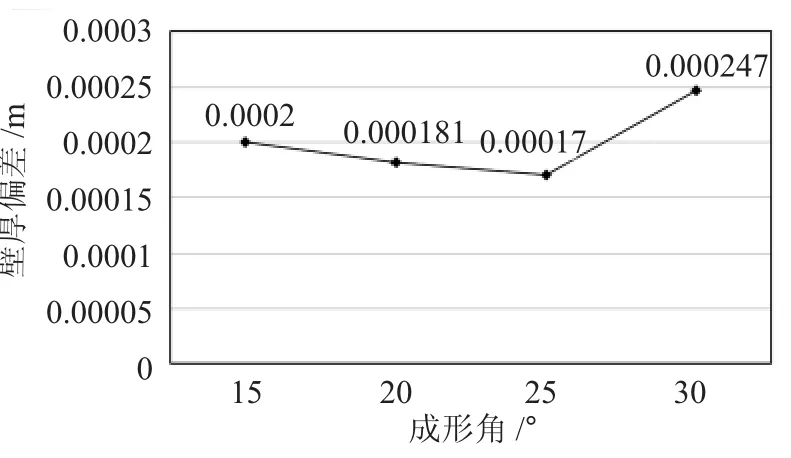
圖12 不同成形角下圓度誤差變化規(guī)律
在不改變工件壁厚的條件下,分別模擬旋輪成形角為 15°、20°、25°、30°、35°時(shí)加工過(guò)程,分析結(jié)果見(jiàn)圖11、12,隨著成形角的增大,材料隆起明顯,旋壓力先下降后上升。因?yàn)楫?dāng)成形角α越大,材料隆起越高,越容易造成材料堆積,旋壓力和等效應(yīng)變均隨之增大,造成加工困難;當(dāng)成形角α過(guò)小時(shí),旋輪與毛坯的接觸面積增大,旋壓力也隨之增大。
7 結(jié)論
(1)在對(duì)輪旋壓成形過(guò)程中,最大應(yīng)力發(fā)生在與旋輪接觸的坯料表面上,且內(nèi)外表面應(yīng)力對(duì)稱(chēng)分布,改善了工件內(nèi)應(yīng)力狀態(tài)。
(2)隨著減薄率的增大,圓度誤差和壁厚偏差隨著減薄率的增大而增大;隨著成形角、進(jìn)給比的增大均先減小后增大。在成形角為25°,進(jìn)給比為1.2時(shí)圓度誤差和壁厚偏差最小。旋壓力和等效應(yīng)變均增大,工件徑向壓縮量增加,旋壓加工效率明顯提升。
(3)考慮成形精度、加工效率等因素,選取一組最合理的加工工藝參數(shù)為成形角25°,進(jìn)給比1.2,減薄率30%。以上規(guī)律為30CrMnSiA筒形件旋壓加工參數(shù)的選取提供依據(jù),并對(duì)工藝參數(shù)的優(yōu)化起指導(dǎo)作用,在生產(chǎn)實(shí)際中具有較強(qiáng)的應(yīng)用價(jià)值。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話(huà)世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
