復(fù)合PVD涂層在沖壓模具上的研究及應(yīng)用
2019-01-09 08:48:36張海洲崔立春劉迪祥王淑俊
鍛壓裝備與制造技術(shù) 2018年6期
張海洲,崔立春,劉迪祥,王淑俊
(安徽江淮汽車集團(tuán)股份有限公司,安徽 合肥 230601)
隨著汽車車身沖壓件結(jié)構(gòu)、造型復(fù)雜化及高強(qiáng)度板應(yīng)用比例不斷提高,沖壓生產(chǎn)過程中的拉毛表面質(zhì)量缺陷不斷顯現(xiàn),除了要求沖壓模具基體具有足夠高的強(qiáng)度和韌性外,還要求其表面具備良好耐磨損性能、耐腐蝕性能、摩擦系數(shù)、疲勞性能等,以保證沖壓模具的工作性能、使用壽命及沖壓件表面質(zhì)量。這些性能的改善,單純依賴基體材料的改進(jìn)和提高是非常有限的,而通過模具表面處理,往往可以收到事半功倍的效果[1]。
1 高強(qiáng)度板沖壓模具表面處理類型
1.1 高強(qiáng)度板沖壓模具表面處理類型
在高強(qiáng)度板沖壓模具表面處理上,有金屬碳化物擴(kuò)散TD覆層處理技術(shù)和復(fù)合PVD(物理氣相沉積)涂層技術(shù)。TD覆層是在一定的處理溫度下,工件在特定介質(zhì)中,通過熱擴(kuò)散在工件表面形成一層5~20um的金屬碳化物覆層,為我公司現(xiàn)階段成熟應(yīng)用的高強(qiáng)度板沖壓模具表面處理技術(shù)。復(fù)合PVD涂層是在工件上形成約50um離子氮化滲透加硬層并在表面形成約4~8um強(qiáng)化相納米晶粒多層結(jié)構(gòu)涂層。兩種表面處理技術(shù)對(duì)比如表1所示。
從表1可看出,復(fù)合PVD涂層具備以下優(yōu)勢(shì):低溫處理,基材變形量小,補(bǔ)焊模具亦可做;模具可重復(fù)涂層,提升模具使用價(jià)值[2]。
1.2 復(fù)合PVD涂層技術(shù)
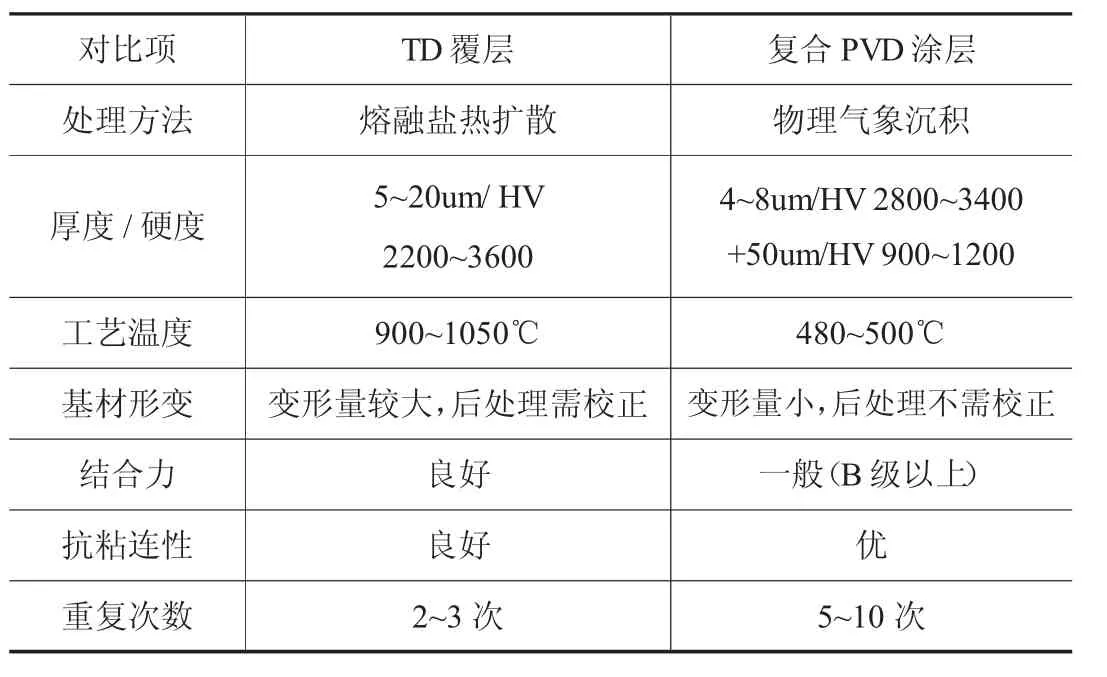
表1 TD與復(fù)合PVD技術(shù)對(duì)比
PVD涂層處理技術(shù),是在模具鑲塊表面形成表面強(qiáng)化相,工藝溫度500℃左右,基材變形量小,同時(shí)是一種清潔工藝,但PVD涂層與模具基體屬于機(jī)械結(jié)合,涂層結(jié)合力效果一般。一般認(rèn)為,模具鑲塊基材硬度越高,其對(duì)涂層支撐越好,涂層結(jié)合力表現(xiàn)越好。PVD結(jié)合等離子氮化(PN+PVD)即復(fù)合PVD涂層表面處理技術(shù)誕生。
復(fù)合PVD涂層技術(shù),在模具基體上形成離子氮化滲透加硬層并形成表面強(qiáng)化相納米晶粒多層結(jié)構(gòu),提高模具的硬度、耐磨性、抗咬合性及抗粘連性等,解決沖壓生產(chǎn)拉毛、用油量大等問題。目前沖壓成形模具運(yùn)用廣泛的為PN+AR系列,即等離子氮化+靶材CrAlTiN[3]。復(fù)合PVD涂層結(jié)構(gòu)如圖1所示,表層為PVD納米晶粒多層結(jié)構(gòu),由內(nèi)到外依次為應(yīng)力吸收膜、應(yīng)力吸收膜與高硬度膜交叉膜、低摩擦系數(shù)膜;中間層為低壓等離子氮化層,硬度介于涂層與基體之間,對(duì)涂層起支撐作用,緩解沖擊變形,提高模具抗疲勞磨損;內(nèi)層為模具基材,高溫回火熱處理,保證模具尺寸精度。

圖1 復(fù)合PVD涂層結(jié)構(gòu)
為驗(yàn)證復(fù)合PVD涂層技術(shù)在高強(qiáng)度板沖壓模具上的可靠性,在瑞風(fēng)S7項(xiàng)目上選取生產(chǎn)拉毛較嚴(yán)重的典型沖壓件成形類模具進(jìn)行工藝驗(yàn)證。
2 復(fù)合PVD涂層技術(shù)工藝驗(yàn)證
驗(yàn)證件信息如表2所示。

表2 復(fù)合PVD涂層工藝驗(yàn)證件信息表
2.1 工藝驗(yàn)證準(zhǔn)備
熱處理工藝回火溫度對(duì)復(fù)合PVD涂層非常重要,若前者低于后者,會(huì)導(dǎo)致模具鑲塊經(jīng)涂層處理后出現(xiàn)兩大異常:模具鑲塊基材硬度降低;模具鑲塊變形量較大。復(fù)合PVD涂層技術(shù)工藝溫度一般為480℃~500℃,所以對(duì)需要做復(fù)合PVD涂層的模具鑲塊熱處理工藝回火溫度必須>500℃(高溫回火)、回火次數(shù)3次、HRC 55~61。
為保證復(fù)合PVD涂層效果、使用壽命及驗(yàn)證測(cè)試工作的順利進(jìn)行,對(duì)復(fù)合PVD涂層處理的沖壓模具鑲塊進(jìn)行硬度全檢測(cè),硬度均在HRC58~60之間,符合要求。
在涂層廠家進(jìn)行復(fù)合PVD涂層處理后,用大理石平臺(tái),塞尺對(duì)鑲塊底面進(jìn)行變形量檢測(cè),經(jīng)檢測(cè),復(fù)合PVD涂層處理后鑲塊變形量很小,在每10cm范圍內(nèi)變形量僅0.01~0.02mm。如表3所示,對(duì)復(fù)合PVD涂層處理的鑲塊的主要性能指標(biāo)硬度及結(jié)合力進(jìn)行檢測(cè),均達(dá)到技術(shù)指標(biāo)要求。

表3 復(fù)合PVD涂層檢測(cè)報(bào)告
2.2 裝配驗(yàn)證
復(fù)合PVD涂層技術(shù)處理的模具鑲塊具有變形量小的優(yōu)勢(shì),在涂層廠家進(jìn)行了鑲塊底面變形量檢測(cè),但由于鑲塊型面形狀不規(guī)則,底面變形量檢測(cè)不能準(zhǔn)確、完全反應(yīng)基材變形情況。工藝驗(yàn)證時(shí),看裝配過程中的定位銷匹配難易程度、裝配后鑲塊間隙及段差進(jìn)行變形量的判定。
如圖2所示,經(jīng)驗(yàn)證,復(fù)合PVD涂層技術(shù)處理后的模具鑲塊可直接在原位置重新安裝,無額外的研配工作,且裝配完成之后的鑲塊拼縫間隙、臺(tái)階段差均為0.1mm左右,滿足模具相關(guān)標(biāo)準(zhǔn)。

圖2 裝配驗(yàn)證
2.3 生產(chǎn)驗(yàn)證
復(fù)合PVD涂層技術(shù)處理的模具鑲塊裝配過程很順利,鑲塊拼縫狀態(tài)基本和處理前一致。通過批量生產(chǎn)驗(yàn)證,發(fā)現(xiàn)能夠有效解決沖壓件生產(chǎn)拉毛問題。生產(chǎn)驗(yàn)證如表4所示。
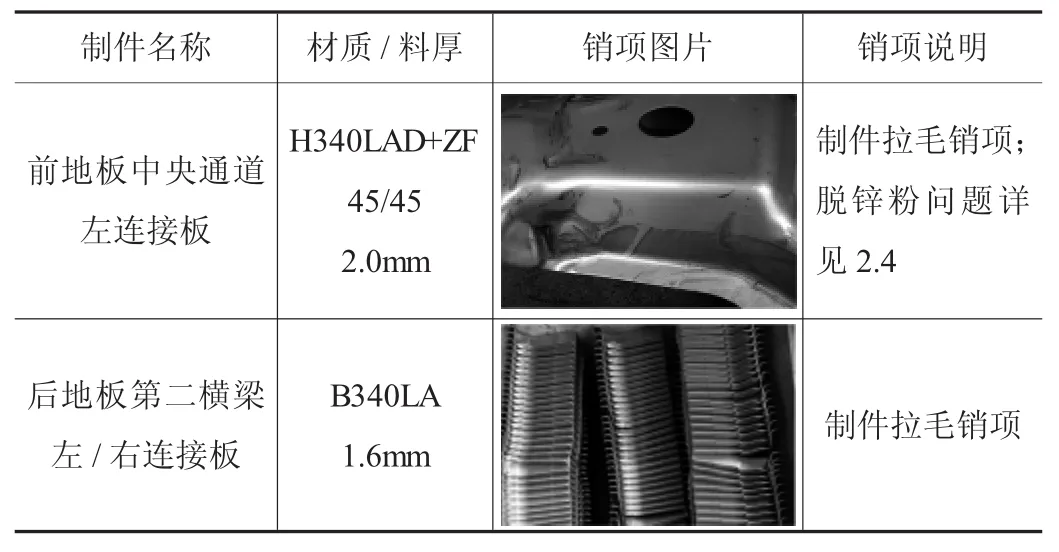
表4 復(fù)合PVD涂層生產(chǎn)驗(yàn)證
2.4 復(fù)合PVD涂層與TD覆層在高強(qiáng)度鍍鋅板沖壓模具上的對(duì)比驗(yàn)證
根據(jù)生產(chǎn)經(jīng)驗(yàn),高強(qiáng)度鍍鋅板沖壓模具經(jīng)模具表面處理,可優(yōu)化生產(chǎn)過程中脫鋅粉現(xiàn)象,但無法完全消除,特別是鑲塊拼縫處。如表5所示,為驗(yàn)證復(fù)合PVD涂層與TD覆層在高強(qiáng)度鍍鋅板沖壓模具上對(duì)改善脫鋅粉現(xiàn)象的效果,對(duì)前地板中央通道右連接板對(duì)應(yīng)的模具進(jìn)行TD覆層處理。通過批量生產(chǎn)驗(yàn)證,發(fā)現(xiàn)復(fù)合PVD涂層對(duì)改善脫鋅粉現(xiàn)象優(yōu)于TD覆層。

表5 復(fù)合PVD涂層與TD覆層在高強(qiáng)度鍍鋅板上的工藝驗(yàn)證對(duì)比
3 工藝驗(yàn)證結(jié)論
(1)復(fù)合PVD涂層能夠有效解決高強(qiáng)度板沖壓件生產(chǎn)拉毛問題,表面處理鑲塊變形量小,鑲塊拼縫質(zhì)量比TD覆層好,大大縮短了模具裝配時(shí)間和調(diào)試周期和成本,鑲塊拼縫處零件質(zhì)量與表面處理前基本一致。
(2)復(fù)合PVD涂層工藝溫度500℃左右,基本對(duì)模具基材性能無影響,可重復(fù)涂層次數(shù)達(dá)5~10次,較TD覆層有極大優(yōu)勢(shì),可適用于需求沖次20萬以上的沖壓模具,便于重復(fù)處理,減少模具復(fù)制。
(3)最終采用何種措施來解決工件的拉傷問題,除要考慮效果的有效性外,還必須考慮產(chǎn)品的批量大小、實(shí)現(xiàn)的難易程度及其經(jīng)濟(jì)性等方面的問題,最后再選擇最合適的方法。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
