加工中心鏜孔加工防振技術(shù)
2019-01-10 08:01:06浙江通力重型齒輪股份有限公司瑞安325207杜王靜
金屬加工(冷加工) 2018年12期
■浙江通力重型齒輪股份有限公司 (瑞安 325207) 杜王靜
材料牌號(hào)為HT200的減速機(jī)箱體,經(jīng)模型鑄造,去應(yīng)力退火后,硬度150~230HB,金相組織主要以珠光體的形式存在。加工部位如圖1所示。
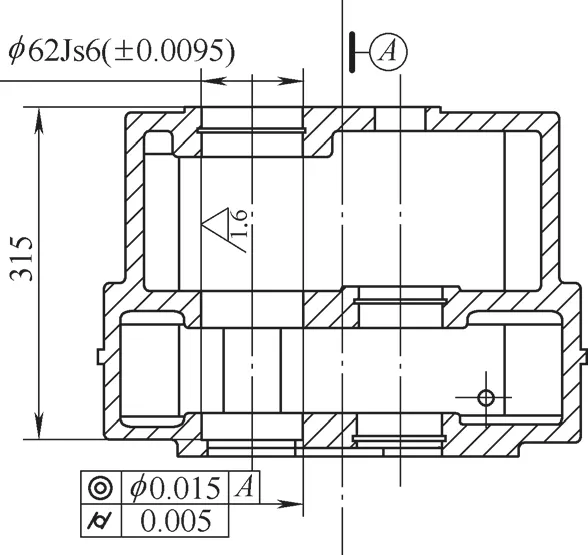
圖1
箱體軸承孔一般采用鏜削的方法加工至圖樣要求。長(zhǎng)徑比在5倍左右時(shí),極易出現(xiàn)鏜孔振刀現(xiàn)象,從而影響孔的同心度、圓柱度和表面粗糙度。
采用防振刀具加工,雖然能解決振刀問(wèn)題,但刀具成本昂貴,一般中小企業(yè)難以承受。
1.鏜孔加工方法分析
為保證箱體經(jīng)模型鑄造去應(yīng)力退火后正常加工,在模型鑄造時(shí),軸承孔應(yīng)適當(dāng)留余量。如金屬模型鑄造的減速機(jī)箱體,為避免鑄造誤差使工件尺寸超差,圖樣要求φ62H7、長(zhǎng)度315mm的軸承孔,一般留直徑余量2~4mm。鏜削時(shí)存在以下困難:
(1)粗鏜時(shí),鑄件類粗鏜可轉(zhuǎn)位硬質(zhì)合金刀片單邊切深0.75~1.75mm,切削刃寬0.25mm,切削參數(shù)如表1所示。
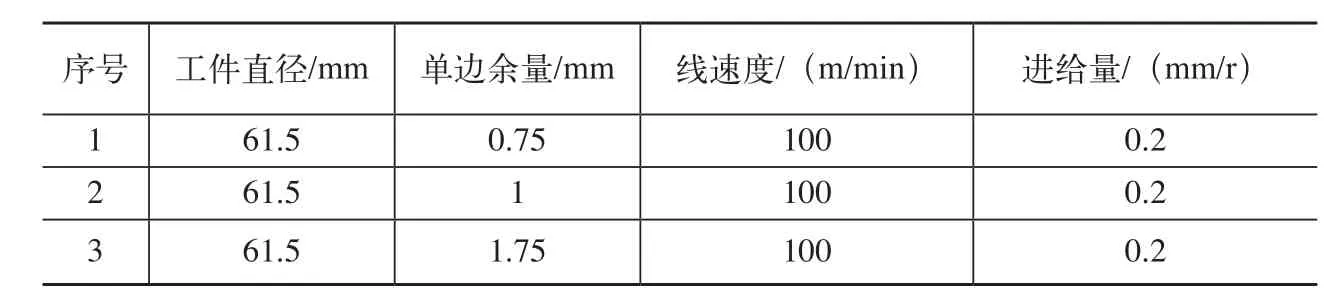
表1
通過(guò)以下公式可以計(jì)算切削扭矩:

式中,Mc是切削扭矩;vc是線速度;ap是切削深度;Fn是每轉(zhuǎn)進(jìn)給量;kc是特定切削力;Dc是孔徑;n是轉(zhuǎn)速。
不同切深量,雙刃粗鏜刀所產(chǎn)生的切削扭矩如表2所示。
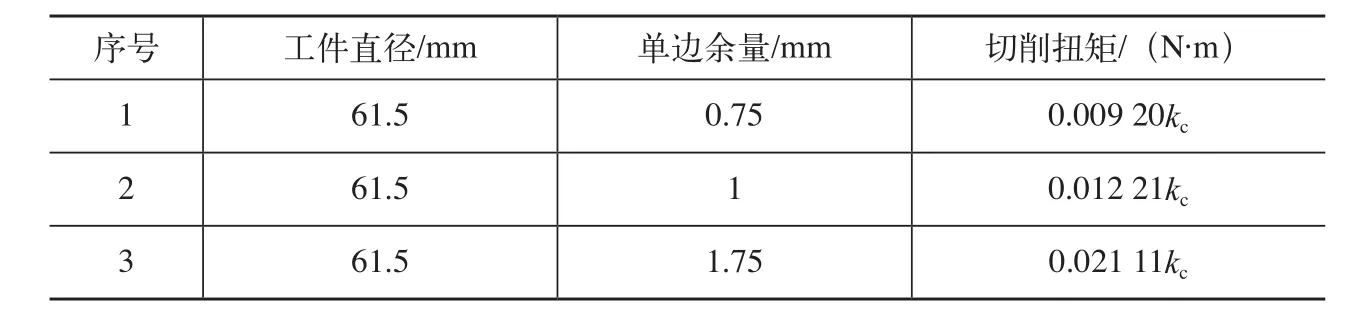
表2
經(jīng)測(cè)試,出現(xiàn)振刀,切深越大,雙刃所產(chǎn)生的切削扭矩越大,振動(dòng)越強(qiáng)烈,勉強(qiáng)加工3件,刀片出現(xiàn)崩刃,無(wú)法繼續(xù)使用。
(2)為排除粗鏜振刀對(duì)精鏜的影響,先用防振刀進(jìn)行加工,保證表面質(zhì)量,再進(jìn)行精鏜測(cè)試。精鏜時(shí),鑄件類精鏜可轉(zhuǎn)位硬質(zhì)合金刀片單邊切深0.25mm,切削刃寬0.12mm,切削參數(shù)如表3所示。

表3
通過(guò)公式(1),計(jì)算得出單刃切削所產(chǎn)生的切削扭矩如表4所示。

表4
經(jīng)測(cè)試,出現(xiàn)振刀,刀片磨損很快,軸承孔同心度、圓柱度和表面粗糙度遠(yuǎn)遠(yuǎn)超出圖樣要求。
鏜孔加工是目前較為普遍的孔加工工藝,能保證零件加工精度,但長(zhǎng)徑比在5倍徑左右時(shí),非防振鏜刀加工鑄件軸承孔易發(fā)生振刀。采用防振刀,則面臨高昂的刀具成本,以山特維克可樂(lè)滿防振刀為例,鏜直徑62mm的防振鏜刀,單件價(jià)格一般在4~6萬(wàn)元。
2.改進(jìn)后的鏜孔加工技術(shù)
鏜孔發(fā)生振刀,主要的原因是鏜削加工所產(chǎn)生的切削扭矩大于或等于機(jī)床、工件裝夾系統(tǒng)的固有預(yù)緊扭矩,從而產(chǎn)生振動(dòng)。因此當(dāng)減小切削扭矩時(shí),則遠(yuǎn)離了機(jī)床、工件裝夾系統(tǒng)的固有預(yù)緊扭矩,避免了振動(dòng)的產(chǎn)生。減小切削扭矩的措施如下:
(1)選用小刃寬,帶前角刀片。小刃寬,帶前角刀片具有更加鋒利的切削刃口,能減小單位面積內(nèi)所受的切削力。改進(jìn)后的粗鏜刀片刃寬、前角如圖2所示,精鏜刀片刃寬、前角如圖3所示。
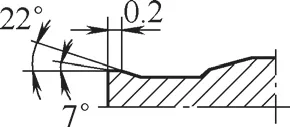
圖2
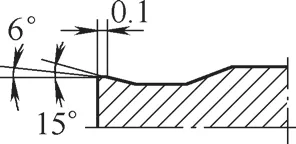
圖3
(2)適當(dāng)提高線速度,減小進(jìn)給量。優(yōu)化后的切削參數(shù),如表5所示。
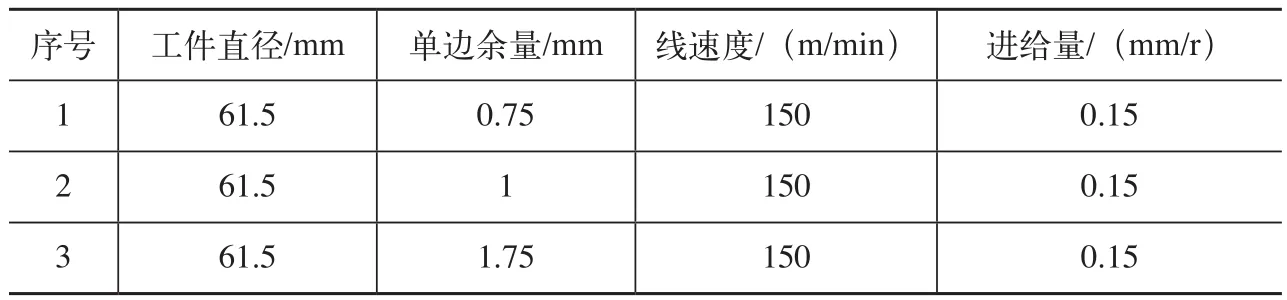
表5
產(chǎn)生的切削扭矩如表6所示。
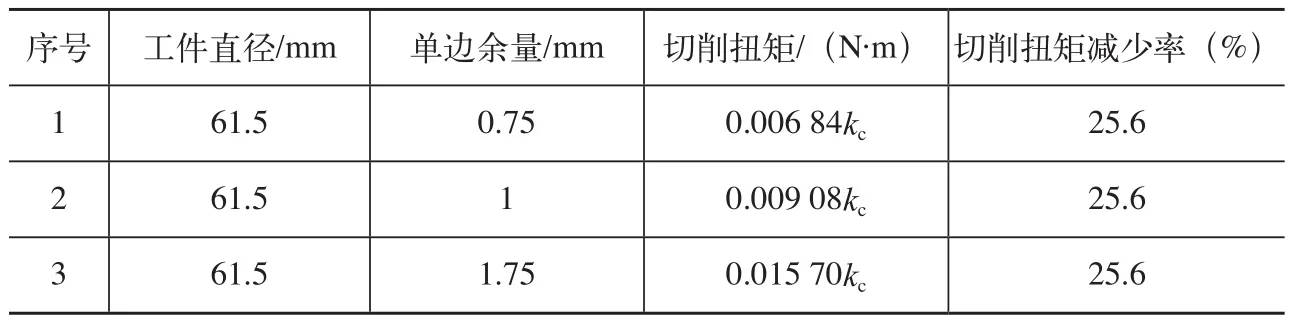
表6
經(jīng)測(cè)試,非防振刀粗鏜,無(wú)振刀現(xiàn)象出現(xiàn),余量預(yù)留均勻。但需注意的是,線速度的提升,應(yīng)考慮刀片本身的耐磨性,不同品牌廠家,耐磨性能各有不同,主要受涂層技術(shù)的限制,國(guó)內(nèi)可提供線速度120m/min以內(nèi)耐磨性較好的刀片,線速度120m/min以上需進(jìn)口Sandvik、KENNA、SECO、Iscar等公司的刀片。
(3)減小切深。從以上表格的計(jì)算數(shù)據(jù)看,不同切深對(duì)切削扭矩也存在較大影響,切深1.75mm產(chǎn)生切削扭矩是切深0.75mm產(chǎn)生切削扭矩的2.3倍。因此,在精鏜時(shí),切深優(yōu)化為0.14mm,線速度優(yōu)化為155m/min,進(jìn)給量?jī)?yōu)化為0.12mm/r,鏜削加工產(chǎn)生的切削扭矩為0.000 52kc,與改進(jìn)前的精鏜相比,切削扭矩減少了55.17%,增加內(nèi)冷鑄件切削液,效果更佳。
經(jīng)測(cè)試,非防振刀精鏜,無(wú)振刀現(xiàn)象出現(xiàn),同心度、圓柱度和表面粗糙度均符合圖樣要求。從檢驗(yàn)記錄和生產(chǎn)統(tǒng)計(jì)來(lái)看,已穩(wěn)定加工503件箱體,滿足批量生產(chǎn)要求。
3.結(jié)語(yǔ)
鏜孔技術(shù)是當(dāng)前自動(dòng)化生產(chǎn)的重要工序之一,結(jié)合數(shù)控機(jī)床應(yīng)用,合理選擇刀片、切削參數(shù),充分發(fā)揮刀具本身的價(jià)值,給企業(yè)帶來(lái)更多的利潤(rùn)空間的同時(shí),也為我國(guó)制造業(yè)的可持續(xù)發(fā)展增添一份力量。

- 金屬加工(冷加工)的其它文章
- 滿足機(jī)床設(shè)計(jì)人員、功能部件設(shè)計(jì)人員、功能部件終端用戶等需求的工具書(shū)。業(yè)內(nèi)權(quán)威、體系完善、案例詳實(shí)的數(shù)控機(jī)床實(shí)用工具書(shū)。
- 立式車(chē)床分體工作臺(tái)的結(jié)構(gòu)及加工改進(jìn)
- FIDIA雙計(jì)數(shù)位置反饋系統(tǒng)調(diào)試方法
- 汽車(chē)變速器換擋打齒現(xiàn)象分析及優(yōu)化設(shè)計(jì)
- 基于數(shù)控龍門(mén)鏜銑床異形孔產(chǎn)品加工
- 基于FANUC 0i-TF數(shù)控系統(tǒng)實(shí)現(xiàn)無(wú)心磨床砂輪恒線速控制