立式車床分體工作臺的結(jié)構(gòu)及加工改進
2019-01-10 08:01:08齊重數(shù)控裝備股份有限公司黑龍江齊齊哈爾161005謝宇蒙
金屬加工(冷加工) 2018年12期
■齊重數(shù)控裝備股份有限公司 (黑龍江齊齊哈爾 161005) 謝宇蒙 姜 川

立式車床的總體布局決定主軸是豎式、工作臺是處于水平位置。為了承受工件質(zhì)量及切削時產(chǎn)生的顛覆力矩,工作臺設(shè)有圓導軌。工作臺的精度是立式車床各項精度的基礎(chǔ)。我公司生產(chǎn)的最大加工直徑規(guī)格6.3m以上的立式車床,限于鑄造、起吊、加工和運輸?shù)戎T多方面的因素,工作臺均分為兩半或3半拼接式結(jié)構(gòu),然后用雙頭螺栓聯(lián)接兩半工作臺,但是該結(jié)構(gòu)給機加及裝配帶來了許多困難,質(zhì)量難以保證。
改進前分體工作臺的結(jié)構(gòu)及加工方法主要有以下問題:對接面把合螺釘容易松懈、變形,工作臺經(jīng)過多次翻轉(zhuǎn)及起吊后,工作臺對接面下0.04mm塞尺,甚至更多,工作臺導軌面甚至錯位;分體工作臺拼接質(zhì)量差,吊裝時工作臺翹起變形,裝配中80%~90%的產(chǎn)品4點浮升值超差(裝配要求4點浮升差值在0.05mm之內(nèi))。發(fā)生以上問題后,均需將工作臺返回機加車間進行反復調(diào)車導軌面、調(diào)銑把合面,增加成本并嚴重影響生產(chǎn)周期。鑒于以上原因,需要對分體工作臺進行結(jié)構(gòu)改進和機械加工工藝改進。
1.分體工作臺結(jié)構(gòu)改進說明
分體工作臺對接面處把合螺栓直徑由大變小(M42改為M30),但是數(shù)量增多、加密。
(1)分體工作臺對接面處的把合螺栓及螺母改變材質(zhì)(35鋼改為35CrMoA),提高強度等級(強度等級6.8級提高到12.9級)。
(2)分體工作臺對接面上增加空刀要求,減少把合面積,降低加工難度,提高機加工藝性,提高工作臺把合精度。
(3)分體工作臺對接把合處兩端增加斜鐵楔緊,提高工作臺把合剛度。
(4)分體工作臺對接把合處的壁厚加大,提高工作臺把合強度。
(5)分體工作臺對接螺栓處增加ATM高強度緊固碟簧,利用碟簧的彈性補償,緩沖沖擊力,增加摩擦力,防止螺栓松動,使螺栓始終處于良好的鎖固狀態(tài)。碟簧可以使螺栓在重復承受不均勻載荷及沖擊載荷時,部分先受力螺栓的碟簧產(chǎn)生微量彈性變形后,緩沖先受力螺栓承受的沖擊力,其余螺栓陸續(xù)受力,避免了先受力螺栓在開始受力時產(chǎn)生塑性變形而失去作用,碟簧在對接把合時所起的作用主要為緩沖螺栓承受的沖擊力,達到保護螺栓的目的。
2.分體工作臺機械加工改進說明
(1)機械加工分體工作臺時定表夾壓,規(guī)范夾壓點分布,夾壓方式應合理,中間墊實,不應懸空。控制粗加工變形量不超過1mm;半精加工變形量不超過0.1mm;精加工變形量不超過0.04mm。
(2)規(guī)范螺栓把合順序,使用專用工具把合,保證分體工作臺對接面把合精度,具體要求如下:①把合時嚴格控制螺栓把合順序,左右對稱把合,先水平方向把合、后垂直方向把合。②采用液壓扭矩扳手代替人力把合,通過給定標準扭矩數(shù)值,保證螺栓受力均勻一致。
以液壓扭矩扳手YZK100為例說明,根據(jù)螺栓的直徑大小及強度等級確定鎖緊力矩和拆松力矩。鎖緊力矩:192kg·m=240×0.8,拆松力矩:288~480kg·m=(1.5~2.5)×192。各等級螺栓最大扭矩推薦值如附表所示。
(3)由于分體工作臺直徑都比較大(5m以上),因此精車工作臺導軌面時基面內(nèi)圈需要支撐4點,外圈需要支撐8點,但是如果在調(diào)整墊鐵時不能保證工作臺基面受力均勻,會導致裝配及使用過程中工作臺導軌面精度達不到要求,因此對精車工作臺提出以下工藝路線要求。
將分體工作臺自由放置于墊鐵上,使用液壓千斤頂進行調(diào)平,千斤頂調(diào)平方法說明:液壓千斤頂只起給力作用,讀取百分表一個數(shù)值,最后仍用調(diào)整墊鐵支撐。以液壓千斤頂RCS101為例說明(最大升力10t):①夾壓時,內(nèi)圈先用4塊等高墊鐵支平。②按工作臺總質(zhì)量W(單位:t),計算支撐點數(shù),至少應選6點支撐,且每點數(shù)值M=W/n不應超過液壓千斤頂最大升力10t。③工作臺下表面重心處支表,給力M噸后,讀取百分表數(shù)值,之后撤下液壓千斤頂。④撤下液壓千斤頂后,使用調(diào)整墊鐵調(diào)整,使百分表呈現(xiàn)利用液壓千斤頂給力M噸的數(shù)值時為止。⑤其余各點分別按上述方法調(diào)整。⑥工作臺里圈等高墊鐵若被調(diào)成虛置狀態(tài),則重新用調(diào)整墊鐵墊起,作輔助支撐。
精加工工作臺導軌面、主軸孔及主軸孔端面時,可分3次走刀加工,每一次走刀后都應松開裝夾,釋放應力,重新裝夾時,控制裝夾點及各點定表數(shù)值。
通過以上所述對分體工作臺的結(jié)構(gòu)優(yōu)化及機械加工優(yōu)化,提高了分體工作臺的精度、強度、剛度和穩(wěn)定性等,從而保證了機床整機的質(zhì)量。
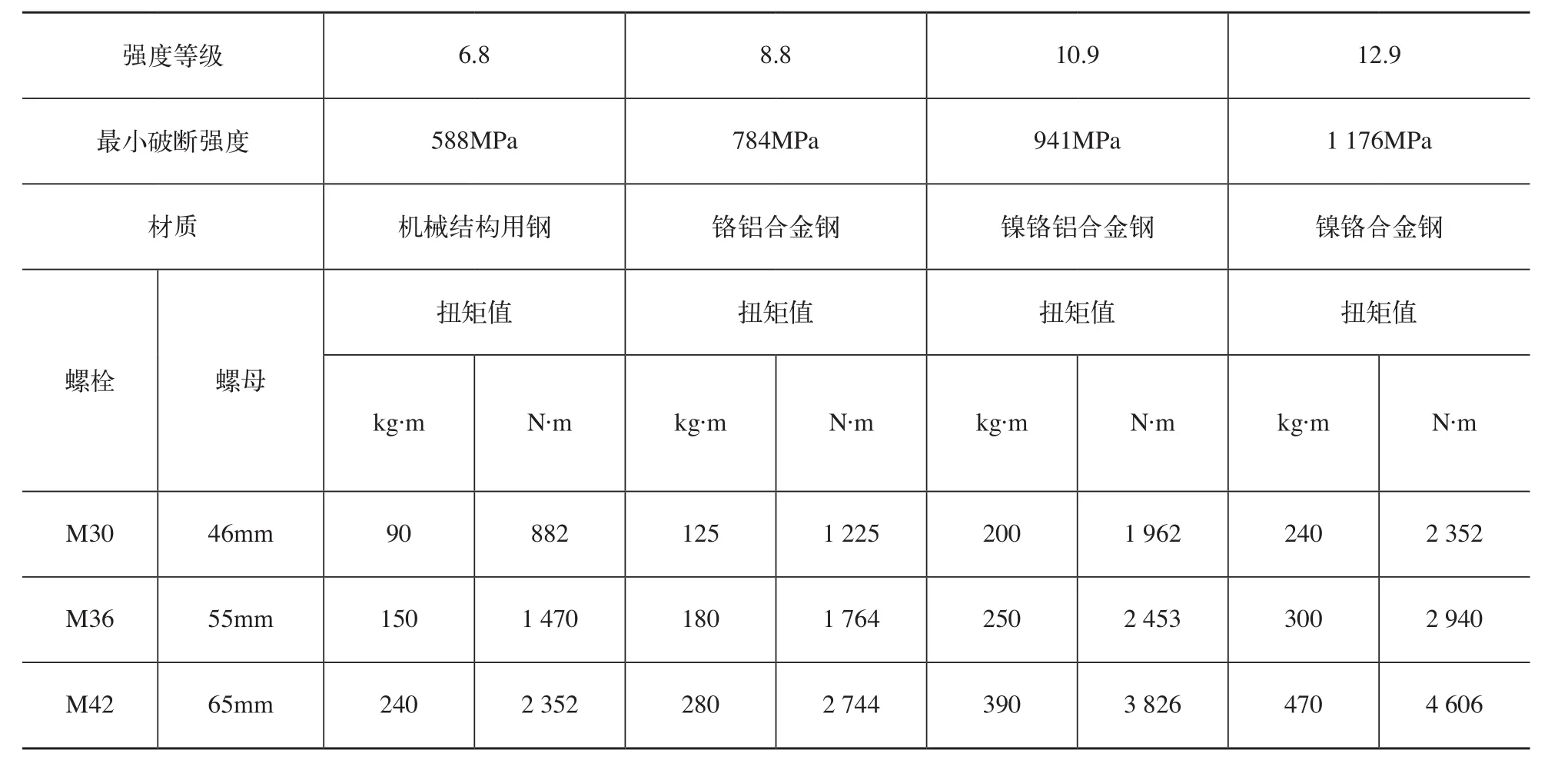
各等級螺栓最大扭矩推薦值表
