LEAP發動機新型彈性支撐零件高效加工技術應用
2019-01-10 08:00:54中國航發西安航空發動機有限公司陜西710021魏武剛
金屬加工(冷加工) 2018年12期
關鍵詞:變形
■中國航發西安航空發動機有限公司 (陜西 710021) 魏武剛
LEAP系列發動機是CFM國際公司研制的大型客機發動機,不僅用于波音公司與空客公司,也用于中國商飛公司的C919大型客機,該系列發動機是目前國際最先進的航空發動機之一,除了性能先進、可靠性高和燃油經濟性好等特點外,其軸承減振承力部件也改進了設計,如3號彈性支撐,是原來2個零件集成為1個零件得到的,該零件與以往發動機同類零件相比,集成度更高、結構更復雜、加工難度與材料去除量更大,通過探索新工藝方案,車削加工以可靠的裝夾、消除車削振刀為主來提高車削效率;銑削加工通過設計合理的銑削順序與內容,運用熱縮刀柄配合高效銑削方式,減少銑削振刀、讓刀,降低零件變形,提高銑削效率,從而達到高效加工的目的。
1.零件結構分析
(1)3號彈性支撐零件的材料為高硬度合金鋼15-5PH,硬度較高,為36~42HRC,規格為φ285mm~φ310mm之間,壁厚較薄,為3.18~4.50mm,其剛性較差,且易變形。其所有尺寸的檢測條件是基準面A約束到0.025mm以內、基準B約束到公差范圍內。其毛料為鍛環件。
(2)形狀特點:①外形上整體結構呈籠狀,左側有法蘭邊且外圓較大,右側外圓較小。②中間部分靠立柱相連,且立柱四周需要噴丸。③內孔里的基準D與外圓B不同心,且內孔里的鋸齒形螺紋和臺階孔都與內孔基準D同心,如圖1所示。
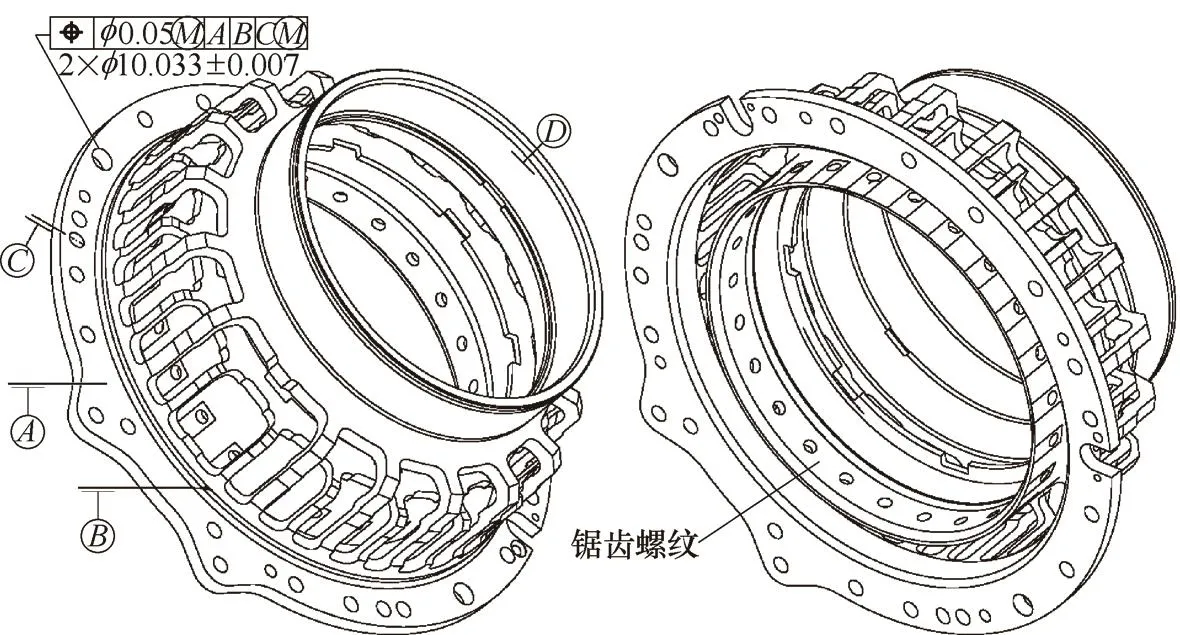
圖1 零件外形
2.加工難點
(1)零件中間鏤空和噴丸后變形的影響,導致4處止口直徑及法蘭邊上的小孔位置度0.05mm加工難度大,如圖2所示。
(2)有偏心的內孔D位置度0.025mm,加工難度大,如圖2a所示。
(3)高效銑削立柱與控制銑削變形,消除振刀、讓刀的難度大。
3.工藝思路分析(針對前2個加工難點)
(1)由于立柱必須依靠銑加工完成且需要噴丸,而銑開立柱零件剛性會變得很差且有變形,為了克服上述困難,對于精度要求較高的表面精加工,最好放在銑加工立柱與噴丸工序之后進行。即“左右4處止口直徑”與“法蘭邊上的小孔”的精加工,最好在銑加工立柱與噴丸工序之后進行。
(2)由于有偏心的內孔D相對于基準A、B和C有位置度0.025mm的要求,要求很高,且內孔D與內孔里的鋸齒形螺紋和臺階孔都同心,所以對這幾個特征的加工順序最好按照設計的先后順序進行,即先加工基準A(平面)、基準B(外圓)和基準C(角向孔),后加工基準D(內孔),最后車鋸齒形螺紋與磨大端內孔。
基于上述分析,初步得出加工順序:半精車內外形→鉆孔銑削法蘭邊及大小立柱→噴丸→磨基準B與小端外圓→車內孔基準D→車鋸齒螺紋→磨大端內孔。

圖2 零件結構

圖3 防振示意
4.困難與解決措施
直接按照上面得出的加工原則順序加工,會有以下3個困難。
(1)在銑加工立柱與噴丸工序之后,直接車削加工右側止口時會振刀,只能磨削右側止口,同時鏜法蘭邊上的小孔,此時,也會有振刀現象。磨削加工表面粗糙度雖好,不振刀,但是加工效率很低。
原因分析:銑開立柱零件剛性會變得很差,因而會導致車、鏜加工時振刀。
解決措施:設計減振夾具并給零件纏橡皮條,可解決車削右側止口振刀的問題,實現“以車代磨”加工與鏜孔加工,大大提高加工效率,如圖3所示。
(2)先鉆孔、銑削法蘭外形及立柱,后加工偏心基準孔D,最后車鋸齒形螺紋,這樣的工藝安排會直接導致車螺紋時振刀且難以消除。
原因分析:零件中間部分立柱剛性很差,致車螺紋時振刀。
解決措施:內孔D的精加工分2次進行,即分為半精加工、精加工2道工序。
具體做法:鉆孔銑削法蘭邊外形→半精加工內孔D→精車螺紋→銑削寬窄立柱→噴丸→精加工內孔D→精磨大端內孔,即可解決以上問題,消除車螺紋振刀,實現高效加工。
優勢:車螺紋之前零件沒有進行銑削立柱,因而剛性很好,車螺紋時不會振刀,可以高效車削,同時又滿足了內孔D必須晚于基準A、B和C加工的原則,從而有利于保證內孔D位置度0.025mm合格。
(3)加工內孔D時,C基準孔不能直接找正,偏心位置度0.025mm難以保證。
原因分析:內孔D在小端,基準A、B和C都在大端,故以零件大端向下定位裝夾后加工內孔D比較可靠,且零件不易變形。此時銑加工內孔D時,基準A、B可以直接找正,但是最大的問題是C孔距離立柱太近,立柱高度又太高,導致杠桿表測頭夠不到,因而C基準孔不能直接找正,如圖4所示。
解決措施:借助凸耳上的兩孔找正角向C基準孔,有利于保證內孔D位置度0.025mm合格。
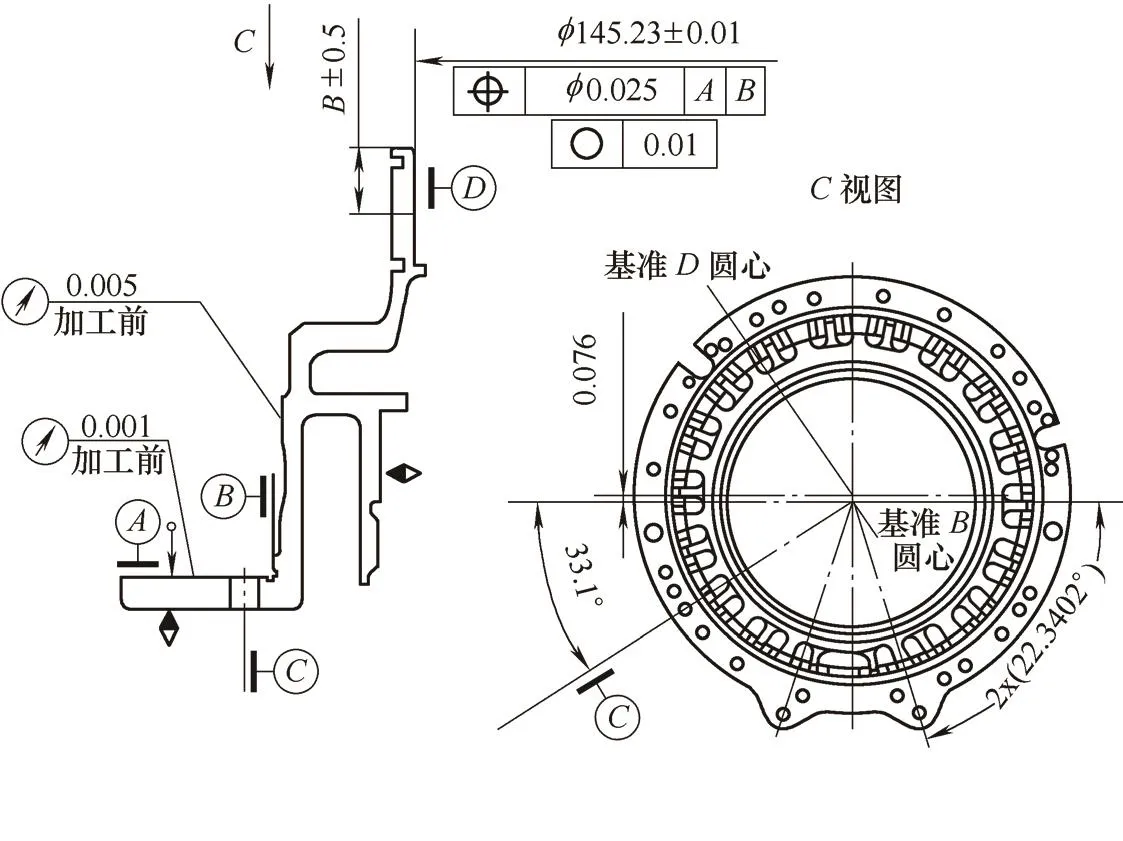
圖4 加工內孔D示意
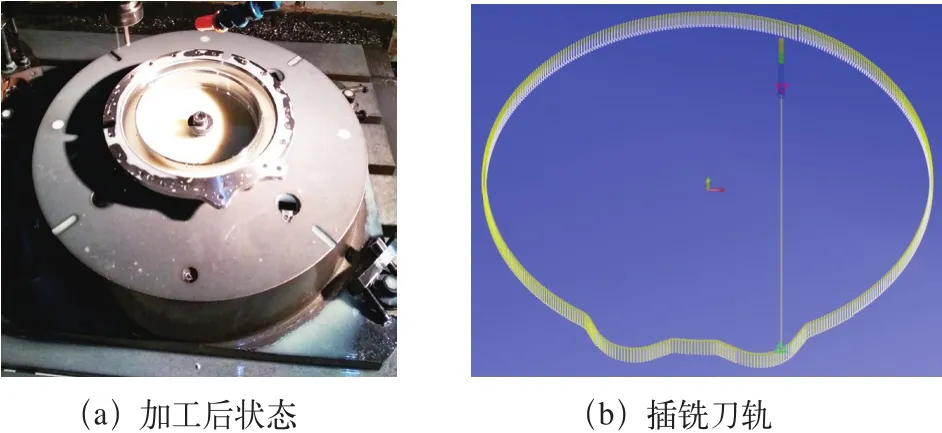
圖5 銑削外法蘭邊與鉆鏜孔示意
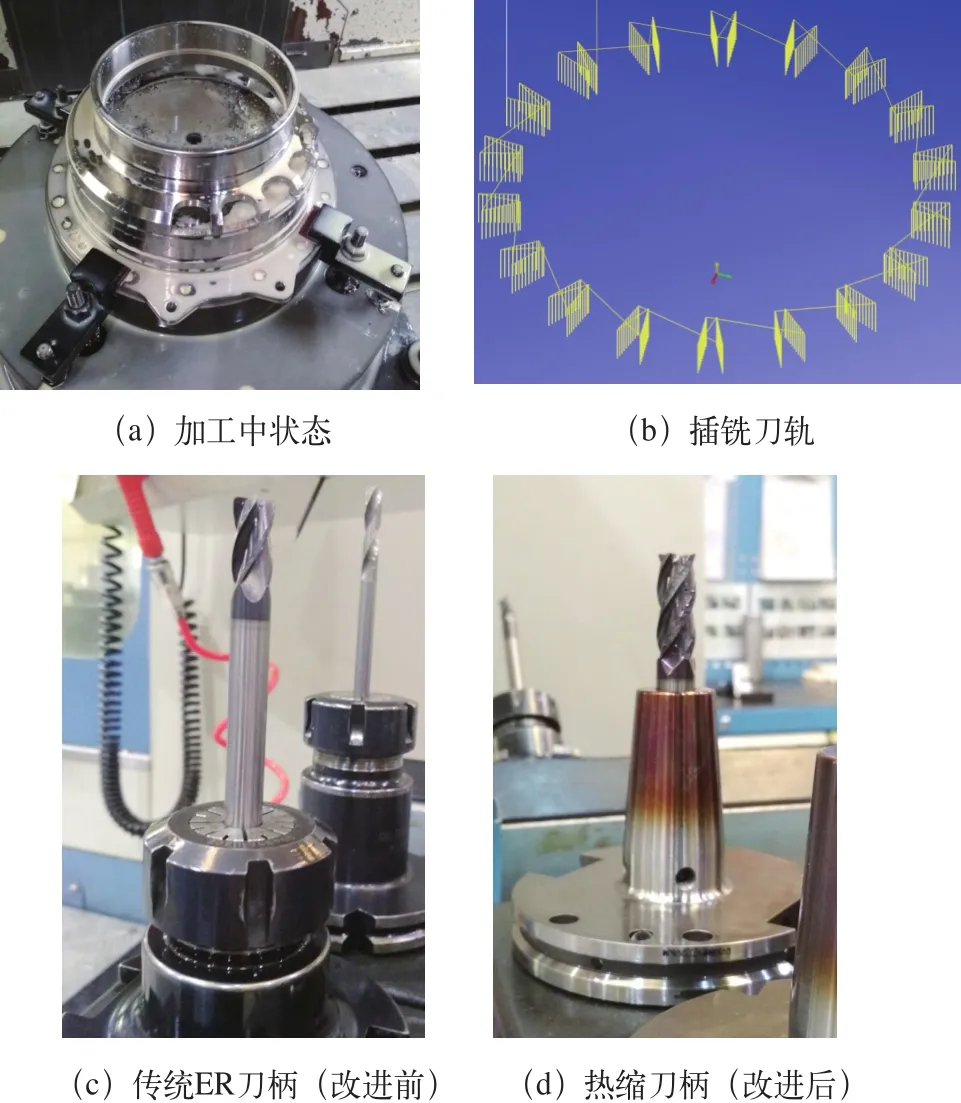
圖6 銑削立柱上端示意
5.分析與解決措施(針對第3個加工難點)
針對第3個加工難點的思路分析如下。
加工分析:由于2組立柱(18處寬柱與17處窄柱)關于角向基準孔C都有角向要求,所以要先銑削法蘭邊與鉆鏜孔,后銑削立柱。且立柱的截面小、長度長,又因寬立柱長、窄立柱短,所以立柱的銑削要分段進行,因此把零件法蘭邊與立柱的銑削共分為4步。即先銑削法蘭邊與鉆鏜孔,后銑削立柱上端部分,然后銑削中間部分,最后銑削寬窄立柱的連接部分,
(1)銑削法蘭邊與鉆鏜孔(見圖5),運用插銑粗開,再用立銑刀精銑,既提高了粗銑效率,又減少了銑削變形。
(2)銑削立柱上端(見圖6)也用插銑粗開,再用立銑刀半精銑、精銑。插銑粗開既提高了粗銑效率,又減少了銑削變形,還節約了刀具成本。半精銑、精銑采用熱縮刀柄夾持刀具,有效減少讓刀現象,并大大提高銑削效率。
(3)銑削立柱中間部分(見圖7),先用立銑刀分層銑開立柱,再分層半精銑、精銑立柱,從而保證立柱側面輪廓度0.12mm的要求合格;同時夾具上增加輔助支撐環,整體支撐內孔端面,有效防止銑削小柱時振刀與變形,并采用熱縮刀柄夾持刀具,大大提高銑削效率。
(4)銑削寬窄立柱的連接部分(見圖8),夾具上增加輔助支撐防振,先鉆排孔去余量,再用不等齒的防振立銑刀粗銑、精銑寬窄立柱連接部分,因為刀具伸長量80mm(長徑比>10),去余量用鉆孔效率較高,且零件不易變形,因為切削時是軸向受力。
(5)設計這樣的銑削順序,立柱不易變形、銑削不易振刀,又結合插銑切削方式,并利用熱縮刀柄夾持刀具,減少讓刀現象,實現高效銑削。
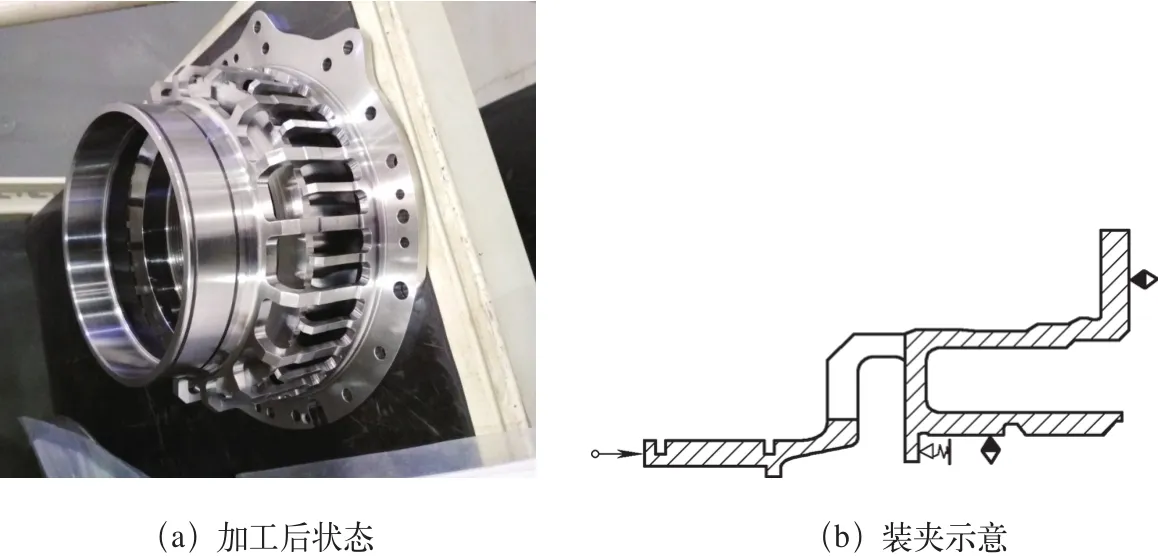
圖7 銑削立柱中間部分示意
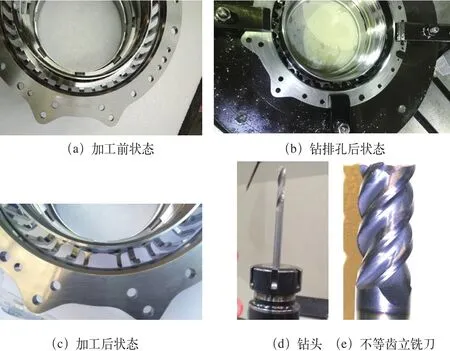
圖8 銑削大小立柱的連接部分示意
6.結語
要實現此類新型大面積鏤空彈性支撐零件的高效加工,通過實踐,得出以下工藝原則:精心設計工藝與裝夾方案,以減小零件裝夾變形與振動、減小零件切削振刀與讓刀、減小零件切削變形和減少磨削加工為原則,銑削加工時可利用熱縮刀柄裝夾刀具,采用新型的銑削方式實現高效加工。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
