卷料輸送調(diào)偏機(jī)系統(tǒng)的設(shè)計*
2019-01-10 08:59:46何克祥
機(jī)械制造 2018年12期
□ 何克祥
陜西工業(yè)職業(yè)技術(shù)學(xué)院 陜西咸陽 712000
1 設(shè)計背景
卷料輸送機(jī)是應(yīng)用比較廣泛的一種輸送機(jī)器,這種機(jī)器在運(yùn)行中常見的、也是較難解決的故障現(xiàn)象是卷料跑偏。卷料在輸送過程中,由于機(jī)器制造及安裝誤差、卷料厚薄不均、張力波動等各方面原因,都會產(chǎn)生卷料跑偏現(xiàn)象,影響后續(xù)工序的正常進(jìn)行。為此,通常設(shè)計一個調(diào)偏機(jī)構(gòu)或裝置,來滿足系統(tǒng)的整體要求。調(diào)偏機(jī)構(gòu)性能的好壞直接影響到系統(tǒng)的整體精度和使用性能[1-2]。針對原有調(diào)偏機(jī)構(gòu)的問題,筆者設(shè)計了卷料輸送調(diào)偏機(jī)系統(tǒng)。
2 問題分析
如圖1所示,原有調(diào)偏機(jī)構(gòu)中,調(diào)偏輥一端通過鉸鏈形式安裝連接。調(diào)偏時,調(diào)偏輥另一端繞鉸接端左右擺動,對鋼帶施加作用力,起到調(diào)偏作用。這種調(diào)偏機(jī)構(gòu)調(diào)偏力小,并且調(diào)偏速度慢。

▲圖1 原有調(diào)偏機(jī)構(gòu)原理
3 調(diào)偏機(jī)系統(tǒng)
3.1 系統(tǒng)組成
筆者設(shè)計的調(diào)偏機(jī)系統(tǒng)主要由滑動組件塊、輥軸安裝耳、底座、推力軸承、橡膠輥、深溝球軸承、直線軸承、絲杠、螺母墊圈、步進(jìn)電機(jī)、滑動塊及控制系統(tǒng)組成,如圖2所示。
3.2 工作原理
對調(diào)偏機(jī)系統(tǒng)結(jié)構(gòu)進(jìn)行簡化,得到簡化后調(diào)偏機(jī)系統(tǒng)的工作原理,如圖3所示。這一調(diào)偏機(jī)系統(tǒng)在工作中,通過步進(jìn)電機(jī)帶動絲杠螺母機(jī)構(gòu),再由螺母帶動調(diào)偏輥作直線運(yùn)動[3]。同時,為了保證調(diào)偏輥沿某一條直線運(yùn)動,將調(diào)偏輥的支承放在直線軸承上,從而使調(diào)偏輥沿直線軸承規(guī)定的方向運(yùn)動。為了能實現(xiàn)兩個方向,即左右方向的糾偏,將調(diào)偏輥的平衡位置設(shè)計在直線導(dǎo)軌的中央位置。這樣,可以通過控制步進(jìn)電機(jī)的正反轉(zhuǎn)來實現(xiàn)左右兩個方向的糾偏。為了能自動實現(xiàn)對鋼帶位置的糾正,在這一系統(tǒng)中設(shè)置有對鋼帶位置進(jìn)行檢測的光電檢測開關(guān)。根據(jù)光電檢測開關(guān)的信號信息,控制裝置向步進(jìn)電機(jī)發(fā)出控制指令,實現(xiàn)對鋼帶的糾偏。
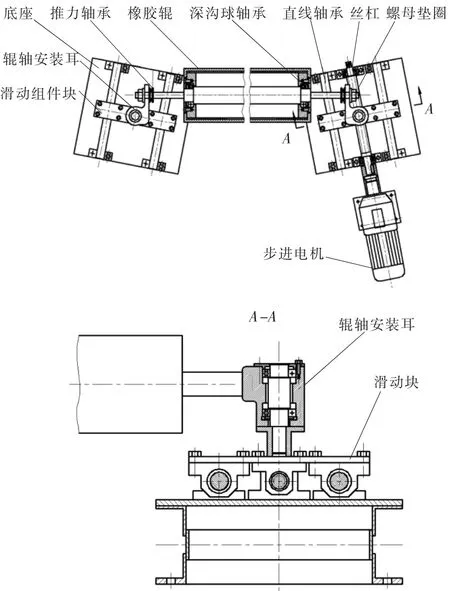
▲圖2 調(diào)偏機(jī)系統(tǒng)結(jié)構(gòu)

▲圖3 調(diào)偏機(jī)系統(tǒng)工作原理
4 控制系統(tǒng)
4.1 調(diào)偏原理
由于鋼帶和鋼帶導(dǎo)向輥、傳動輥之間的摩擦力沿各個輥的軸向、切向分布不均勻,從而導(dǎo)致鋼帶走偏。對于鋼帶而言,調(diào)偏作用實質(zhì)上是通過調(diào)偏輥來調(diào)節(jié)鋼帶與調(diào)偏輥之間的摩擦力,從而使整個系統(tǒng)的摩擦力分布回到平衡狀態(tài),即理想狀態(tài)[4-6]。調(diào)偏機(jī)系統(tǒng)的運(yùn)動如圖4所示。

▲圖4 調(diào)偏機(jī)系統(tǒng)運(yùn)動示意圖
4.2 系統(tǒng)數(shù)學(xué)模型
如圖5所示,設(shè)鋼帶和調(diào)偏輥之間的摩擦因數(shù)為μ,鋼帶和調(diào)偏輥之間的正壓力為N,調(diào)偏輥最外移動端距離平衡位置為L,鋼帶的幅寬為H,正壓力分布系數(shù)為f,研究點到調(diào)偏輥中點的距離為l,調(diào)偏輥運(yùn)動的方向V1與其在平衡位置的軸線方向成α角。

▲圖5 調(diào)偏機(jī)系統(tǒng)尺寸
對于調(diào)偏機(jī)系統(tǒng)而言,鋼帶和調(diào)偏輥之間的摩擦因數(shù)μ、鋼帶的幅寬H為定值,鋼帶和調(diào)偏輥之間的正壓力N沿調(diào)偏輥線性分布[7-8],表達(dá)式為:

式中:N0為鋼帶和調(diào)偏輥之間的初始壓力。
鋼帶和調(diào)偏輥之間的摩擦力FM為:

調(diào)偏機(jī)系統(tǒng)的數(shù)學(xué)模型為:

式中:FA和FT分別為鋼帶和調(diào)偏輥之間摩擦力FM沿軸向和切向的分力。
4.3 控制原理
由式(3)、式(4)可知,可以通過控制變量 L和 α來控制FA和FT。對于變量L,可以通過控制步進(jìn)電機(jī)的來控制。對變量α,可以通過調(diào)整底座來控制。
當(dāng)調(diào)偏機(jī)系統(tǒng)裝配在生產(chǎn)線上后,α為某一定值,則對FA和FT的控制就可以通過對變量L的控制來實現(xiàn)。當(dāng)然,為便于控制和提高控制精度,在系統(tǒng)中配置光電檢測開關(guān),與控制單元組成一個簡單的閉環(huán)控制系統(tǒng)[9]。
調(diào)偏機(jī)系統(tǒng)在工作中,當(dāng)鋼帶偏向左側(cè)時,光電檢測開關(guān)將檢測到的信號傳輸?shù)娇刂蒲b置,由控制裝置發(fā)出指令,使步進(jìn)電機(jī)起動帶動絲杠右向轉(zhuǎn)動,拉動滑動組件塊沿軌道運(yùn)動,使調(diào)偏輥沿右側(cè)轉(zhuǎn)軸右轉(zhuǎn)。同時,調(diào)偏輥又向右作平移運(yùn)動,這樣調(diào)偏輥就對鋼帶施加了一個向右的調(diào)偏力,使鋼帶迅速右移。當(dāng)鋼帶恢復(fù)中間位置后,控制裝置發(fā)出指令,使調(diào)偏輥迅速復(fù)位。
當(dāng)鋼帶偏向右側(cè)時,光電檢測開關(guān)將檢測到的信號傳輸?shù)娇刂蒲b置,由控制裝置發(fā)出指令,使步進(jìn)電機(jī)起動,帶動絲杠左向轉(zhuǎn)動,拉動滑動組件塊沿軌道運(yùn)動,使調(diào)偏輥沿左側(cè)轉(zhuǎn)軸左轉(zhuǎn)。同時,調(diào)偏輥又向左作平移運(yùn)動,這樣調(diào)偏輥就對鋼帶施加了一個向左的調(diào)偏力,使鋼帶迅速左移。當(dāng)鋼帶恢復(fù)到中間位置后,由控制裝置發(fā)出指令,使調(diào)偏輥迅速復(fù)位。
4.4 控制系統(tǒng)組成
控制系統(tǒng)組成[9-10]如圖6所示。邏輯控制單元采用西門子可編程序控制器,步進(jìn)電機(jī)采用調(diào)速控制。步進(jìn)電機(jī)轉(zhuǎn)速n為:

式中:θ為步距角;fn為脈沖控制頻率。
可見,通過控制輸入步進(jìn)電機(jī)的信號頻率,可以控制步進(jìn)電機(jī)的轉(zhuǎn)速。
5 現(xiàn)場運(yùn)行
筆者設(shè)計的調(diào)偏機(jī)系統(tǒng)安裝在彩虹集團(tuán)網(wǎng)板有限公司的A5生產(chǎn)線上。
與原調(diào)偏機(jī)相比,新調(diào)偏機(jī)系統(tǒng)不僅可實現(xiàn)雙向調(diào)偏,而且糾偏能力強(qiáng),調(diào)偏速度快,運(yùn)行性能良好,調(diào)偏性能穩(wěn)定,使網(wǎng)板油漆線的生產(chǎn)效率得到提高,被該公司評定為優(yōu)級設(shè)備。
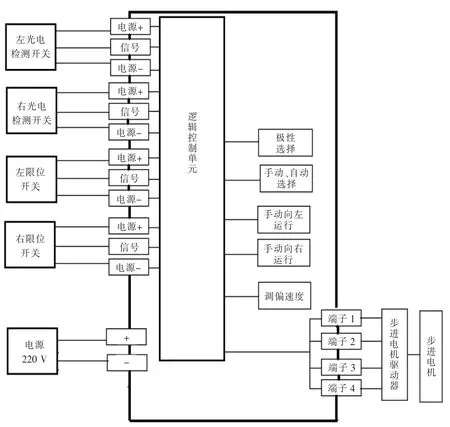
▲圖6 控制系統(tǒng)組成
6 結(jié)束語
根據(jù)實際生產(chǎn)情況,筆者對原卷料輸送調(diào)偏機(jī)的結(jié)構(gòu)進(jìn)行了重新設(shè)計,將原只有單向調(diào)偏功能的調(diào)偏機(jī)設(shè)計為具有雙向調(diào)偏功能的調(diào)偏機(jī)系統(tǒng)。在所設(shè)計的調(diào)偏機(jī)系統(tǒng)中,調(diào)偏輥子與卷料之間的接觸面積大,不會壓傷材料,同時可實現(xiàn)雙向調(diào)偏,且調(diào)偏速度快,系統(tǒng)性能穩(wěn)定,適用范圍廣,有良好的應(yīng)用前景。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16