海洋工程鋼結(jié)構(gòu)管壓制預(yù)彎數(shù)學(xué)模型分析
2019-01-10 08:59:52仲繼彬束海燕
機械制造 2018年12期
□ 仲繼彬 □ 王 路 □ 束海燕 □ 汪 平 □ 劉 洋 □ 張 磊
海洋石油工程股份有限公司 天津 300452
海洋石油鋼結(jié)構(gòu)管卷制成型過程主要有進料、對正、預(yù)彎、卷制、微調(diào)工序[1]。其制管設(shè)備卷管機自身能完成預(yù)彎,但耗時長。當鋼管壁厚度超過一定值時,都需進行預(yù)彎,采用壓頭模具進行鋼板獨立預(yù)彎,耗時短,制管效率高。筆者針對鋼板壓制預(yù)彎過程中鋼板主要受力部位建立數(shù)學(xué)模型,進行受力分析及關(guān)鍵參數(shù)計算,并將成果應(yīng)用于實際生產(chǎn)。
1 預(yù)彎過程受力分析
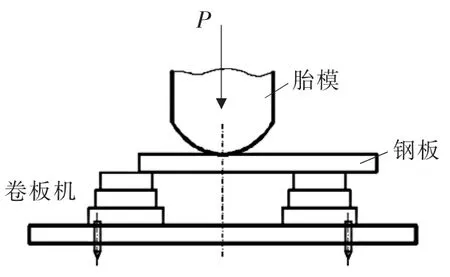
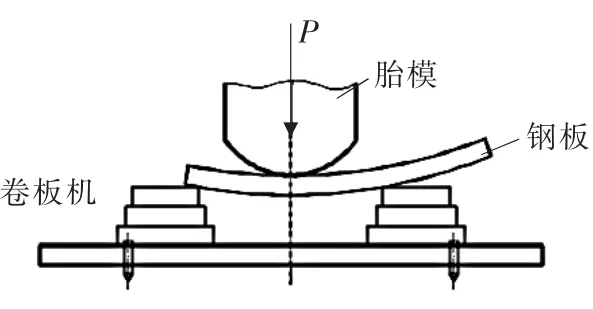
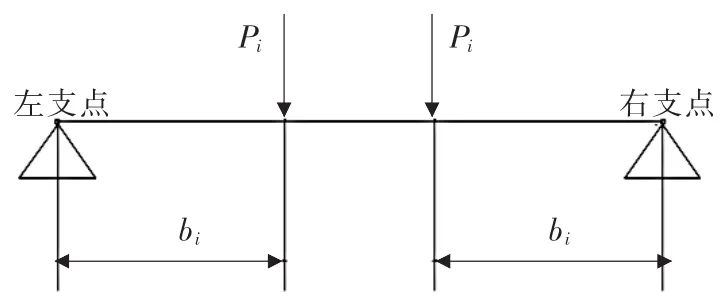
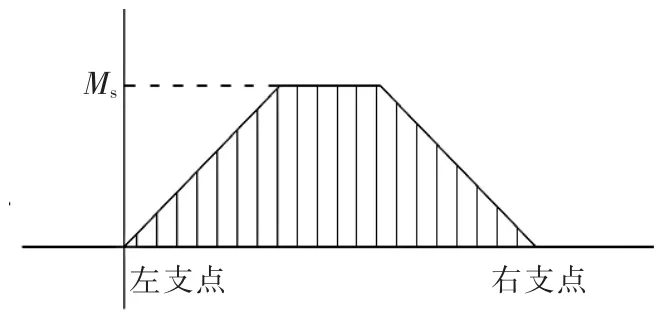
1.1 胎模下壓初期
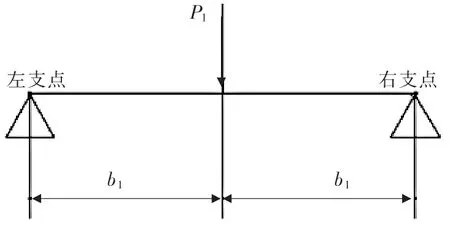
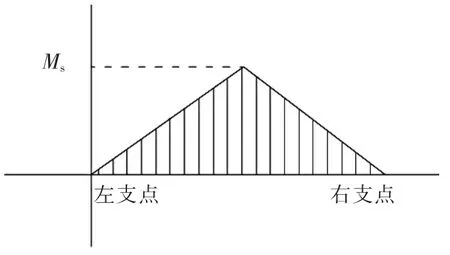
胎模下壓初期,胎模和鋼板模型、鋼板受力簡化圖,以及鋼板受力彎矩圖如圖1~圖3所示。
鋼板的抗彎模數(shù)W為:

式中:t為鋼板厚度;e為鋼板寬度。
鋼板抵抗最大外力的彈性彎矩Ms為:

式中:δs為鋼板材料的彈性極限。
當胎模下壓時,下壓力使鋼板產(chǎn)生彎矩Mi大于或等于鋼板的最大外力彈性彎矩Ms時,鋼板產(chǎn)生塑性變形并發(fā)生彎曲[2-3]。
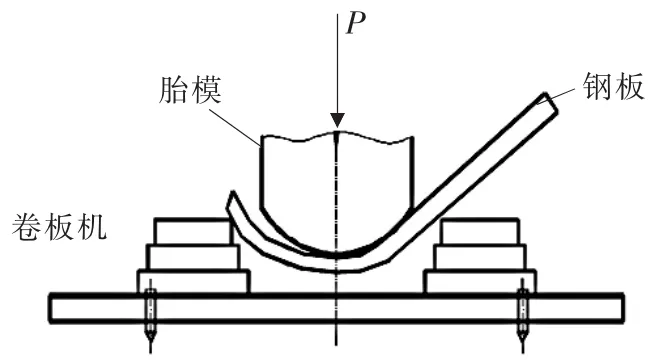
1.2 胎模下壓過程
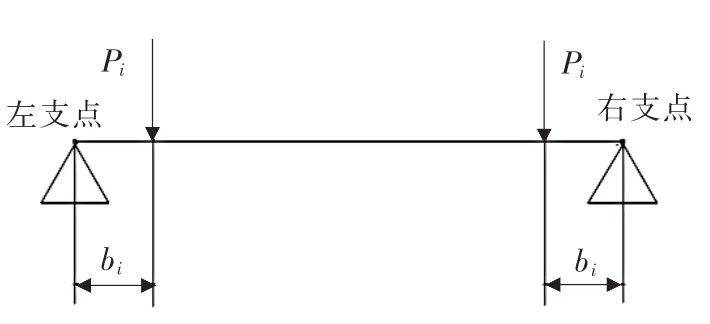
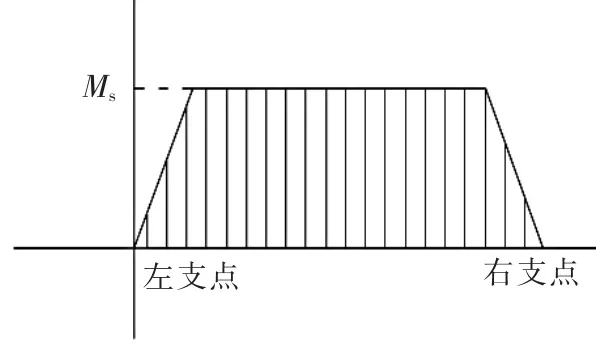
胎模在下壓過程中,胎模下壓和鋼板模型圖、鋼板受力簡化圖,以及鋼板受力彎矩圖如圖4~圖6所示。
鋼板在壓制過程中,隨著鋼板彎度的增加,各階段的彎矩依次為:M1=b1P1,M2=b2P2,M3=b3P3,……,Mi=biPi,當彎矩 M1,M2,M3,……,Mi均大于或等于鋼板材料彈性彎矩Ms時,鋼板才能產(chǎn)生塑性變形,即:

由式(3)和圖4~圖6可以看出,隨著胎模下壓深度增加,鋼板與胎模的接觸點逐漸由中間向兩側(cè)推移,力臂bi也越來越小,如要繼續(xù)保持Mi≥Ms使鋼板壓彎變形范圍繼續(xù)增大,就要增大壓力Pi,但可增大的壓力有限,當壓力Pi增大到壓力機最大壓力的1/2時,就無法再增大了。
1.3 胎模下壓終端
胎模下壓終端時,胎模和鋼板模型圖、鋼板受力簡化圖,以及鋼板受力彎矩圖如圖7~圖9所示。
當胎模壓力達到最大壓力P時,Mi=Ms,即biP/2=1.5δst2e/6,可得出 bi=1.5δst2e/(3P),此時 bimin=bi,即為最小力臂。
▲圖1 初始時胎模和鋼板模型
▲圖2 初始時鋼板受力簡化圖
▲圖3 初始時鋼板受力彎矩圖
▲圖4 下壓過程中胎模與鋼板模型
▲圖5 下壓過程中鋼板受力簡化圖
▲圖6 下壓過程中鋼板受力彎矩圖
▲圖7 終端時胎模和鋼板模型圖
▲圖8 終端時鋼板受力簡化圖
▲圖9 終端時鋼板受力彎矩圖
當胎模壓力達到最大壓力時,鋼板產(chǎn)生最小剩余直邊bzmin,可近似等于最小力臂bimin,即:

在實際生產(chǎn)中,鋼板厚度、鋼板寬度,以及鋼板材料的彈性極限均是定值,壓力機產(chǎn)生的壓力P也不會無限大,因此,通常情況下,最小剩余直邊bzmin就不會為0。對于薄鋼板,壓力與鋼板厚的比率較大,最小剩余直邊較小,產(chǎn)生的鋼管圓度偏差能滿足規(guī)范要求,不需做直邊處理。但是當鋼板較厚時,壓力加工往往無法滿足鋼板加工的比率要求,最小剩余直邊較大,對鋼管圓度的影響也較大。當不能滿足規(guī)范要求時,就需要進行直邊處理,可采用內(nèi)折、切掉或二者兼施的方法[4-9]。
2 直邊處理對制管圓度影響分析
2.1 最小直邊bmin的組成
根據(jù)圖10可知,最小直邊為:
式中:b0為最小支座直邊,b0=P/(2e[σT]),[σT]為許用擠壓應(yīng)力;bk為最小坡口寬度,bk=(t-t1)tan θ,t1為鈍邊口厚,θ為鋼板坡口角度;bn為滑移量,,R為胎模理論半徑,b為胎模寬度。
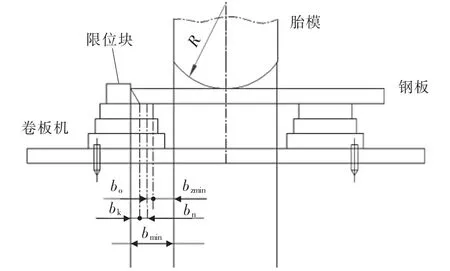
▲圖10 最小直邊示意圖
2.2 直邊對制管圓度影響
圖11所示為最小直邊未處理示意圖,當鋼管卷制完成時,會引起圓周直邊段外偏離的現(xiàn)象,由幾何關(guān)系可推得外偏離高度△H0為:
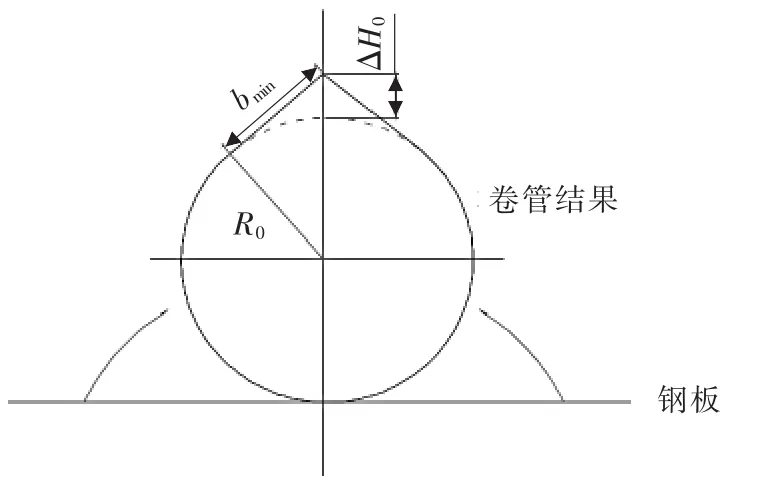
▲圖11 最小直邊未處理示意圖

式中:R0為鋼管半徑。
進而可推出:

以上式(6)和式(7)可逆,根據(jù)已知鋼板厚、材料強度和壓力等,可計算得最小直邊bmin值。由式(6)求出制管完成后圓周外偏離高度△H0,用以判斷是否符合精度要求。反之,根據(jù)已知技術(shù)規(guī)格書的要求,確定△H0最大值,就可以應(yīng)用式(7)計算得到最大許用直邊[bmax],用以判斷算得的最小直邊bmin是否需要切掉或進行直邊處理,作為選擇制管工藝的依據(jù)。
2.3 直邊內(nèi)折處理對制管圓度偏離影響
由圖12可知,直邊經(jīng)過內(nèi)折處理后,管輥成型,鋼板端落在圓周上,直邊形成弧、弦內(nèi)偏離的現(xiàn)象,弧、弦內(nèi)偏離值為△HI,由幾何關(guān)系可知:

進而可推出:

以上式(8)和式(9)也是互逆的,根據(jù)已知鋼板厚、材料強度和壓力等,可算得最小直邊bmin值。由式(8)計算得弧、弦內(nèi)偏離值△HI,用以判斷是否滿足直邊處理后的精度要求。反之,根據(jù)已知規(guī)范要求定出最大允許內(nèi)偏離[△HI],由式(9)求得最大許用直邊[bmax],就可根據(jù)已知鋼板厚、材料強度和壓力等計算得到的最小直邊bmin值,用以判斷經(jīng)處理后是否還要部分切掉才能滿足精度要求,作為制管工藝選擇的依據(jù)。
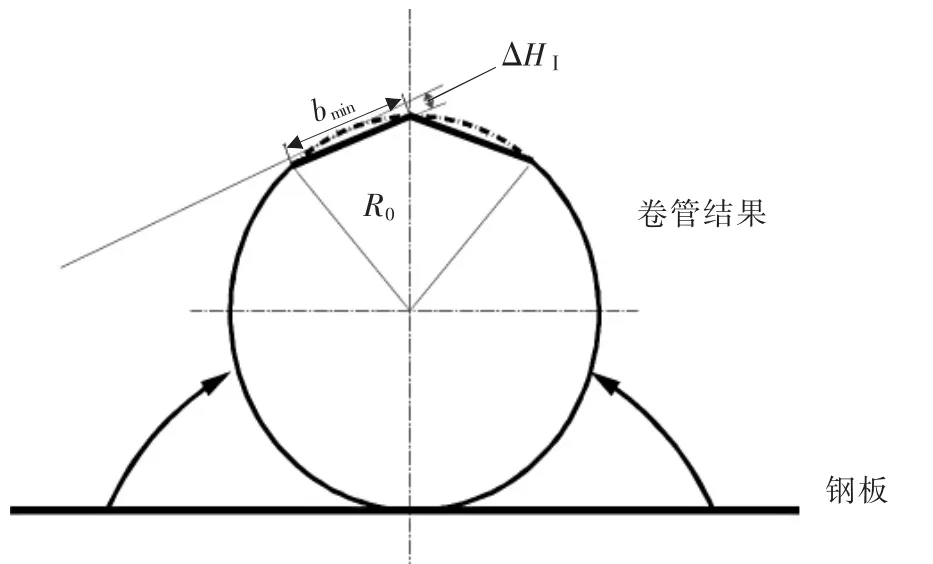
▲圖12 直邊內(nèi)折處理示意圖
2.4 直邊內(nèi)折處理
若外偏離超差,直邊需作內(nèi)折處理。理論上可采用圖13所示的直邊內(nèi)折處理方法。由實踐證明,如采用常規(guī)胎模,在鋼板需折彎處墊一塊有厚度△HA要求的扁鋼,可取得事半功倍的效果。
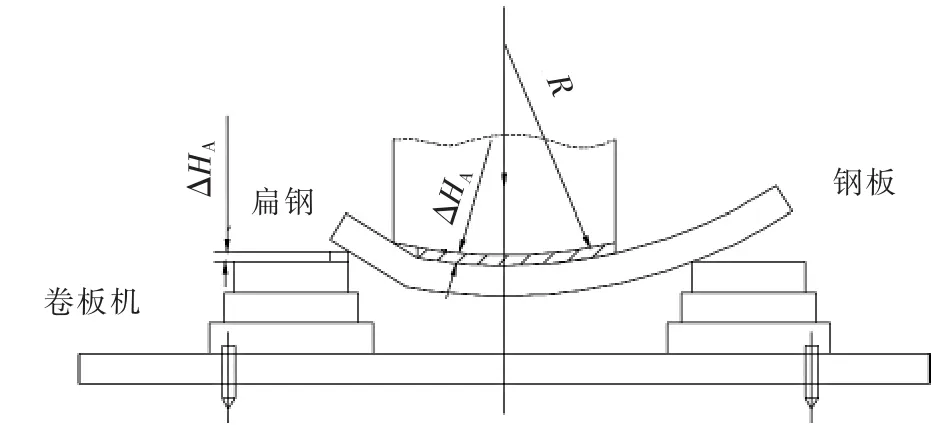
▲圖13 直邊內(nèi)折處理方法
2.5 胎模半徑
不考慮鋼板厚度,按經(jīng)驗公式,參照圖1,胎模理論半徑R為:

式中:φ為鋼管外徑;E為鋼管材料彈性模量。
由于鋼板有厚度,因此胎模實際半徑R1為:

2.6 限位塊位置
由圖14可知,限位塊位置bm為:

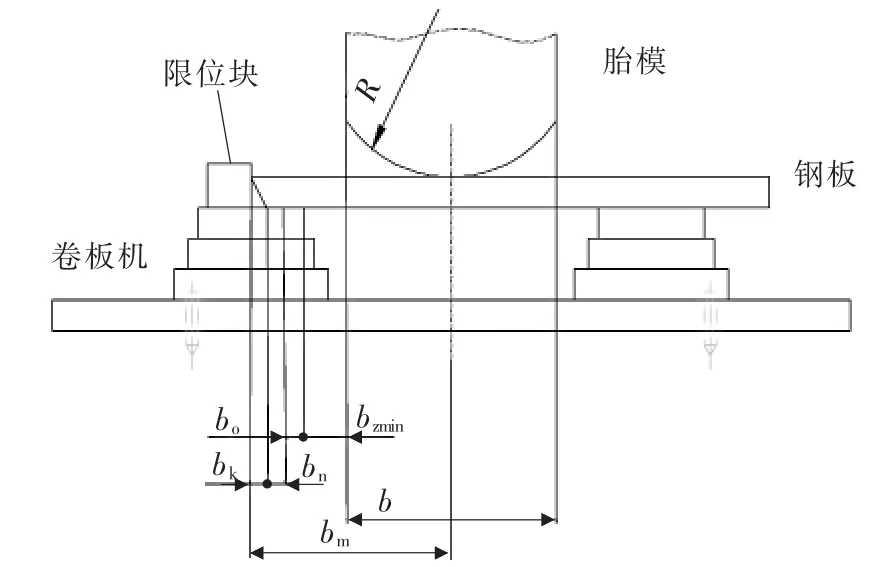
▲圖14 限位塊位置示意圖
3 計算實例
已知鋼管φ為1 220 mm,t為38 mm,單節(jié)長為3 000 mm,鋼板鈍邊口厚通常為2 mm,鋼板坡口角度為30°,胎模寬度通常為500 mm,制管規(guī)范采用SY/T 10002—2000《結(jié)構(gòu)鋼管制造規(guī)范》,支座材質(zhì)為Q345低合金鋼,許用擠壓應(yīng)力[σT]為 1.5δs,輥板機的最大額定壓力P為1.7×107N,制管最大橢圓或棱角度偏差為3.2 mm[10],由此進行工藝設(shè)計。
(1)確定是否進行直邊處理。
由已知條件得 t=38 mm,t1=2 mm,θ=30°,e=3 000 mm,b=500 mm,δs=345 MPa,P=1.7×107N,取彈性模量E為210 GPa,最小剩余直邊bzmin為:

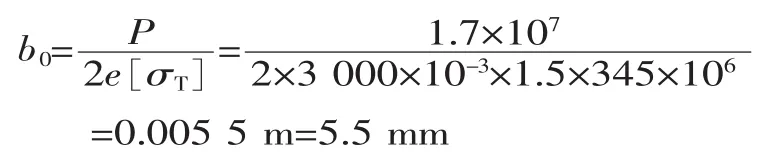
最小支座直邊b0為:
最小坡口寬度bk為:

滑移量bn為:
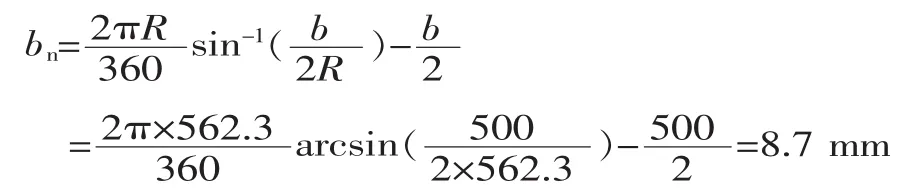
最小直邊bmin為:

若不做直邊處理,外偏離高度△H0為:
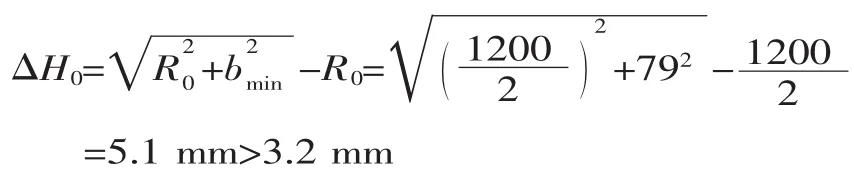
則應(yīng)作直邊內(nèi)折處理。
作直邊處理后的內(nèi)偏離△H1為:
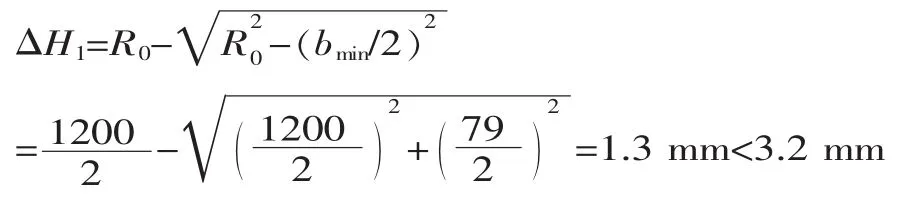
可見滿足要求。
(2)確定胎模理論半徑。
按式(10)計算:

胎模實際半徑由式(11)計算:

確定限位塊位置bm由式(12)可得:

根據(jù)以上計算結(jié)果,可以對需要胎模壓制的鋼板進行預(yù)彎工藝設(shè)計。
4 結(jié)論
筆者通過建立以上物理模型及數(shù)學(xué)模型進行分析,確認當鋼板輥制鋼管時,若外偏離高度高出制管規(guī)范規(guī)定的棱角度偏差許用值,則需要進行直邊內(nèi)折處理,經(jīng)處理后的內(nèi)偏離值小于棱角度偏差許用值,即達到規(guī)范要求。同時,在進行鋼板的直邊內(nèi)折處理時,需要進行胎模的選擇。根據(jù)確定的胎模理論半徑進行計算,可得到所需胎模實際半徑值,據(jù)此進行相關(guān)規(guī)格胎模的選擇。之后進行胎模限位塊的設(shè)計計算,根據(jù)已知的胎模寬度、滑移量及計算得到的最小直邊值,求出限位塊與胎模中心軸的相對位置,最終完成預(yù)彎工藝的設(shè)計。
經(jīng)實際工況統(tǒng)計,采用此方法設(shè)計的制管預(yù)彎工藝,使鋼管輥制合格率提高了76%,近5年累計節(jié)省材料費320多萬元,大大提高了制管效率,同時降低了生產(chǎn)成本。