
前懸總成裝配線工藝設(shè)計與研究
2019-01-10 06:57:52王莉莉覃京翎曾慶文鄭志明
科技視界 2019年36期
關(guān)鍵詞:工藝
王莉莉 覃京翎 曾慶文 鄭志明
【摘 要】為保障前懸總成在生產(chǎn)過程中的質(zhì)量、滿足生產(chǎn)綱領(lǐng)需求,對前懸總成裝配線工藝進行了研究,通過對工藝布局方案進行對比分析,并對相關(guān)關(guān)鍵技術(shù)進行探索,最終確定了前懸總稱裝配線的工藝流程;通過對制造出的前懸總成裝配線進行工藝驗證,確認裝配線設(shè)計合理,滿足批量生產(chǎn)需求,同時可提高生產(chǎn)效率、降低勞動強度和提高產(chǎn)品品質(zhì)。
【關(guān)鍵詞】前懸總成;裝配;工藝
中圖分類號: TP29 文獻標識碼: A 文章編號: 2095-2457(2019)36-0109-003
DOI:10.19694/j.cnki.issn2095-2457.2019.36.050
Process Design and Research of Front Suspension Assembly Line
WANG Li-li1 QIN Jing-ling1 ZENG Qing-wen2 ZHENG Zhi-ming2
(1.Liuzhou city vocational college, Liuzhou Guangxi 545036, China;
2.Guangxi Automobile Group Co., Ltd, Liuzhou Guangxi 545007, China)
【Abstract】In order to guarantee the quality of front suspension assembly in the production process and meet the requirements of production program, this paper studies the process of front suspension assembly line, compares and analyses the processing layout schemes, and explores the related key technologies, finally determines the process flow of front suspension assembly line. This paper also verifies the process of the fabricated front suspension assembly line and affirms that the assembly line is reasonably designed and can meet the needs of batch production, which can further improve production efficiency, reduce labor intensity and improve product quality.
【Key words】Front suspension assembly; Assembly; Process
目前汽車零部件生產(chǎn)市場競爭非常激烈,生產(chǎn)效率成本和產(chǎn)品質(zhì)量是各大企業(yè)提高自身競爭力的關(guān)鍵因素[1]。汽車零部件生產(chǎn)的裝配線工藝設(shè)計尤為重要,合理有效地裝配線工藝能夠提高生產(chǎn)效率,同時通過檢測方法和設(shè)備保證產(chǎn)品的質(zhì)量,并對關(guān)鍵參數(shù)的數(shù)據(jù)存儲與追溯,為產(chǎn)品質(zhì)量檢測提供數(shù)據(jù)支持[2-3]。在汽車零部件生產(chǎn)裝配中,采用新工藝、新技術(shù)能夠有效保障產(chǎn)品的質(zhì)量。本文以某公司生產(chǎn)的前懸架為例,具體闡述前懸總成裝配線的工藝設(shè)計。
1 產(chǎn)品介紹
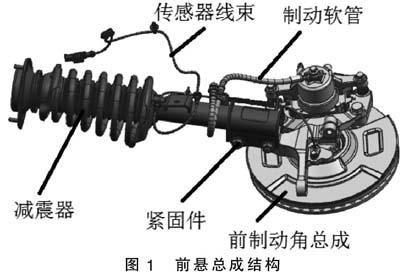
圖1 前懸總成結(jié)構(gòu)
前懸總成主要由前制動角總成、減震器、制動軟管、傳感器線束、緊固件等組成,如圖1所示[4]。
2 工藝要求
(1)整線生產(chǎn)節(jié)拍≤78秒/件(包括裝夾時間,左右件分時段裝配)。(2)裝配力矩信號確認、性能檢測判斷與輸送線放行互鎖防錯,防止不合格件流轉(zhuǎn)。(3)配置電子標簽系統(tǒng)(采用RFID射頻識別技術(shù)采集數(shù)據(jù))進行關(guān)鍵數(shù)據(jù)的一一對應(yīng)采集存儲。(4)通過更換工裝,可兼容類似產(chǎn)品的裝配。
3 工藝布局方案設(shè)計
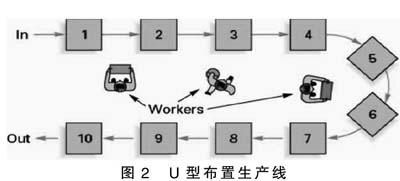
車間流水線布置一般歸納為如下兩種:直線型布置和U型布置(如圖2所示)。直線型布置生產(chǎn)線擺放為直線型,可滿足大批量生產(chǎn)需求,但是由于其生產(chǎn)線平衡率低、物流配送難度大、人員管理難度大等問題,近年來越來越多地被U型布置生產(chǎn)線所取代。而U型布置生產(chǎn)線擺放如U型,其主要特點是產(chǎn)品柔性高、庫存水平低、人員可柔性化調(diào)整、步行浪費少等,目前被公認為是最高效率的生產(chǎn)線布局方法[5]。
圖2 U型布置生產(chǎn)線
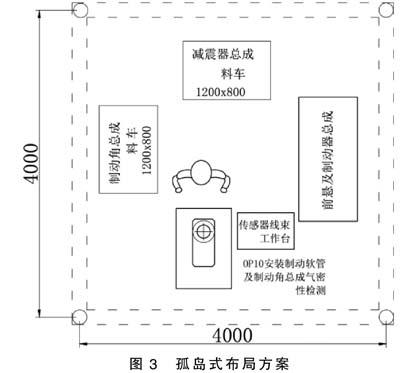
結(jié)合企業(yè)目前實際情況,前懸總成裝配線主要設(shè)計兩種工藝布局方案:一種是孤島式布局方案,如圖3所示;另一種是在U型生產(chǎn)線布置的基礎(chǔ)上,通過改良創(chuàng)造,設(shè)計出的回轉(zhuǎn)式布局方案,如圖4所示。
圖3 孤島式布局方案
圖4 回轉(zhuǎn)式布局方案
通過對兩種工藝布局方案進行對比分析(如表1所示),發(fā)現(xiàn)孤島式布局方案占地面積較少,用人較少,但是不能滿足生產(chǎn)綱領(lǐng)要求,人均JPH比較低,線平衡率較低,序與序之間零件周轉(zhuǎn)比較麻煩(需要雙向柔性吊完成),人員勞動強度非常大;而回轉(zhuǎn)式布局雖然占用面積較大,制造周期較長,投資比較大,用人較多,但是半自動化程度較高,關(guān)鍵是能夠滿足生產(chǎn)綱領(lǐng)要求,人均JPH較高,線平衡率較高,序與序之間零件周轉(zhuǎn)順暢,降低了員工的作業(yè)勞動強度。綜合以上因素,最終采用回轉(zhuǎn)式工藝布局方案。
表1 布局方案對比
4 關(guān)鍵技術(shù)
傳統(tǒng)的前懸總成產(chǎn)品外傾角檢測是在總成裝配完成后,執(zhí)行線下專機設(shè)備檢測或者抽檢,沒辦法實現(xiàn)100%的線上檢測。采用這種檢測方式,如果前懸總成外傾角出現(xiàn)質(zhì)量問題,需要拆除完整的前懸總成來分析故障,這種檢測方式操作復(fù)雜,檢測效率低。如何實現(xiàn)在總成裝配線上100%自動測量前懸總成外傾角,是前懸總成裝配工藝設(shè)計的關(guān)鍵技術(shù)。目前四輪定位儀是專門用來測量車輪定位參數(shù)的設(shè)備,但往往應(yīng)用在整車上,目前還沒有專門的在前懸裝配線上設(shè)計測量前懸外傾角的裝置。所以在總成裝配線上設(shè)計了一個專門檢測外傾角的工位,改變定位工裝的定位方式,對外傾角進行自動檢測,并自動判定數(shù)值是否合格,對檢測數(shù)據(jù)采集與存儲,便于產(chǎn)品的數(shù)據(jù)追溯,提高產(chǎn)品的合格率,保證前懸總成的質(zhì)量。測量原理是通過設(shè)計一個檢測機構(gòu),檢測機構(gòu)上有兩個測量頭,檢測過程中測量頭與減震器支柱的兩點接觸,通過傳感器測量出兩點的高度差,而測量頭水平間距固定,所以應(yīng)用反正切函數(shù)可以得到前懸的外傾角(如圖5所示)。
圖5 前懸外傾角檢測
5 工藝流程
前懸總成的裝配主要是要把前制動角總成、減震器、制動軟管、傳感器線束、緊固件等組件裝配在一起得到前懸大總成。前懸總成的裝配除了考慮零件組裝的工序外,還要考慮如何保證總成的質(zhì)量,而質(zhì)量的保證往往通過檢測實現(xiàn)。影響前懸總成質(zhì)量的參數(shù)除了扭矩外,還包括制動軟管的氣密性和前懸外傾角。所以前懸總成的裝配線要加上檢測工位,并且能夠?qū)崿F(xiàn)檢測數(shù)據(jù)存儲與追溯。綜合以上工藝布局方案,共有5道工序,各工序內(nèi)容如表2所示。
圖6 回轉(zhuǎn)式前懸總成裝配線結(jié)構(gòu)
6 實施效果
通過以上分析及論證,最終實施完成后的裝配工藝線如上圖6所示。
前懸總成裝配線從立項到交付使用、批量生產(chǎn),歷時六個月,其各項技術(shù)指標均達到設(shè)定目標要求。新的前懸總成裝配線投入使用后,滿足生產(chǎn)需求,有效降低人員的勞動強度。
7 結(jié)束語
前懸總成裝配線的成功實施,實現(xiàn)了在線100%檢測前懸外傾角,保證了產(chǎn)品的質(zhì)量;且采用回轉(zhuǎn)臺的裝配方式,在有效降低作業(yè)人員的勞動強度同時,滿足了生產(chǎn)綱領(lǐng)要求。同時通過對前懸總成裝配線中前懸外傾角檢測技術(shù)進行探索分析,有效地解決了前懸總成裝配線中的關(guān)鍵技術(shù)問題。
【參考文獻】
[1]曾東建.汽車制造工藝學(xué)[M].北京:機械工業(yè)出版社,2006.
[2]韓松.電動裝置總成柔性裝配線工藝研究[J].上海電氣技術(shù),2018,11(03):59-62.
[3]裴照明,謝鋒,吳先芹.減速器總成裝配線新工藝設(shè)計[J].汽車工藝與材料,2017(02):28-33+37.
[4]陳家瑞.汽車構(gòu)造(下冊)[M].北京:機械工業(yè)出版社,2009.
[5]劉強,任泳圭.U型布局在生產(chǎn)線布局中的應(yīng)用[J].汽車實用技術(shù),2010(04):81-84.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
