基于快速換模的壓機(jī)工序換型效率改善研究
2019-01-13 01:25:17許瑞黃玉苗吳靜
科技風(fēng) 2019年36期
許瑞 黃玉苗 吳靜
摘?要:以B企業(yè)剎車片生產(chǎn)線為研究對(duì)象,基于工業(yè)工程的工作研究和程序分析,識(shí)別壓機(jī)工序?yàn)橛绊憮Q模效率的瓶頸工藝,設(shè)計(jì)基于快速換模SMED技術(shù)的壓機(jī)工序流程改善方案,壓機(jī)工序換型時(shí)間節(jié)省41.6%,改善效果十分顯著。
關(guān)鍵詞:快速換模;精益生產(chǎn);流程優(yōu)化
B公司是某汽車零部件制造企業(yè),剎車片為其核心競(jìng)爭(zhēng)產(chǎn)品,要滿足多樣化群體和定制化需求,對(duì)向客戶交付高品質(zhì)的多樣化產(chǎn)品的能力提出了嚴(yán)峻考驗(yàn)[1]。
SMED(Single?Minute?Exchange?of?Die)即快速換模,是基于精益管理和基礎(chǔ)IE的一種過(guò)程改善方法。它以作業(yè)人員和生產(chǎn)設(shè)備為實(shí)際研究對(duì)象,對(duì)生產(chǎn)現(xiàn)場(chǎng)的換型過(guò)程展開(kāi)分析,研究如何制定最合理的工作方法以盡可能縮短換型時(shí)間[2]。
本文通過(guò)分析B公司核心剎車片產(chǎn)線流程現(xiàn)狀,識(shí)別影響換模效率的瓶頸工藝,設(shè)計(jì)基于SMED技術(shù)的壓機(jī)工序流程改善方案來(lái)提升產(chǎn)線效率,并對(duì)改善效果進(jìn)行評(píng)價(jià)。
1?壓機(jī)工序換型現(xiàn)狀及改善需求
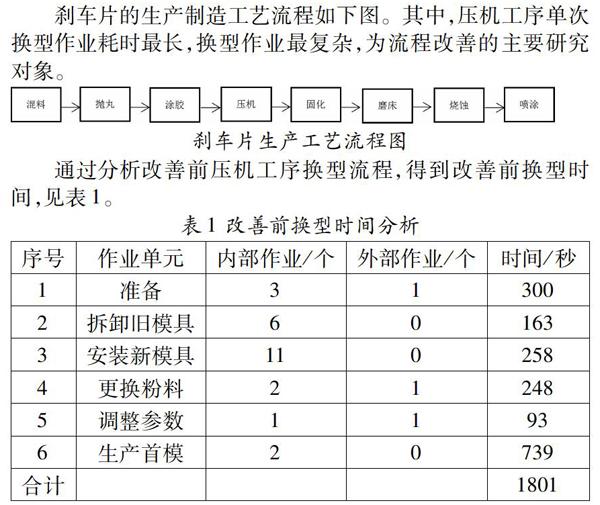
剎車片的生產(chǎn)制造工藝流程如下圖。其中,壓機(jī)工序單次換型作業(yè)耗時(shí)最長(zhǎng),換型作業(yè)最復(fù)雜,為流程改善的主要研究對(duì)象。
通過(guò)分析改善前壓機(jī)工序換型流程,得到改善前換型時(shí)間,見(jiàn)表1。
換型工藝現(xiàn)狀是所有換型工作均由單人串行完成,耗時(shí)的準(zhǔn)備清潔工作在機(jī)臺(tái)停機(jī)后才開(kāi)始,造成壓機(jī)工序換型時(shí)間浪費(fèi),換型時(shí)間為1801秒(30分鐘)。
每天可利用時(shí)間為1260分鐘,單次換型時(shí)間為30分鐘,則每天最高換型次數(shù)為42次。為提升換型效率,確定改善目標(biāo)為每天進(jìn)行55次換型作業(yè),即每次換型時(shí)間為23分鐘。
2?基于SMED的換型工序改善及效果評(píng)價(jià)
換型工序現(xiàn)狀存在兩大問(wèn)題:一是換型工裝選用和設(shè)計(jì)不合理;二是換型作業(yè)流程不合理。本文結(jié)合5W2H、ECRS工業(yè)工程改善手法[3-5],綜合考慮換型流程中原材料切換、工裝改善、作業(yè)方法和現(xiàn)場(chǎng)管理等方面,確定基于SMED的壓機(jī)工序改善方案。
2.1?工裝選用設(shè)計(jì)改善
(1)快速工裝。增設(shè)三種快速工裝:a.換型車安裝定位銷;b.壓機(jī)前側(cè)安裝止推銷;c.換型車側(cè)面安裝小型控制裝置。
(2)使用快速緊固件。采用插銷、壓桿定位板等代替?zhèn)鹘y(tǒng)的螺栓螺母固定方式,省去緊固環(huán)節(jié)。
(3)更換專用工具。使用快速棘輪扭動(dòng)扳手作為拆卸模具;在換型車和壓機(jī)設(shè)備側(cè)面安裝工具盒。
2.2?換型作業(yè)流程改善
(1)并行作業(yè)。由單人作業(yè)改為雙人聯(lián)合作業(yè),降低單人作業(yè)勞動(dòng)強(qiáng)度,減少換型時(shí)間。
(2)事前準(zhǔn)備。制定換型準(zhǔn)備點(diǎn)檢表,規(guī)范換型準(zhǔn)備流程,減少工具尋找和等待時(shí)間。
(3)優(yōu)化作業(yè)流程。借助意大利面條圖分析換型工的移動(dòng)路線,設(shè)計(jì)合理動(dòng)作避免交叉往返。
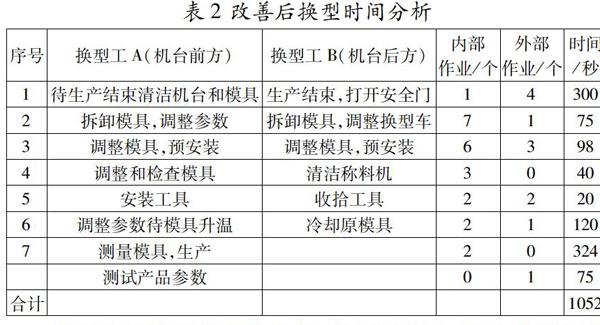
2.3?改善方案實(shí)施與評(píng)價(jià)
通過(guò)采用基于SMED的改善方案,得出改善后的換型流程時(shí)間,如表2。
基于改善前后的對(duì)比分析,換型時(shí)間由1801秒縮短為1052秒,節(jié)省41.6%。每天可進(jìn)行約72次換型作業(yè),提高了30.9%,完全滿足改善目標(biāo)。改善效果十分顯著。
3?結(jié)語(yǔ)
本文分析了B公司壓機(jī)工序的換型現(xiàn)狀,成功設(shè)計(jì)并實(shí)施了基于SMED的綜合改善方案,使得剎車片生產(chǎn)既能應(yīng)對(duì)批量生產(chǎn),又適應(yīng)生產(chǎn)設(shè)備的頻繁切換,滿足快速準(zhǔn)時(shí)交貨的要求,對(duì)其他企業(yè)有一定借鑒意義。
參考文獻(xiàn):
[1]陳龍,陳紅軍.多品種生產(chǎn)線的快速換型[J].汽車制造業(yè),2014,21:42-46.
[2]劉樹(shù)華,等.精益生產(chǎn)[M].北京:機(jī)械工業(yè)出版社,2010:113-130.
[3]Jonathan?David?Morales?Méndez,Ramón?Silva?Rodríguez.Set-up?reduction?in?an?interconnection?axle?manufacturing?cell?using?SMED[J].International?Journal?of?Advanced?Manufacturing?Technology,2015,84(9):1-10.
[4]Carrizo?Moreira?A,Torres?Garcez.Implementation?of?the?Single?Minute?Exchange?of?Die(SMED)methodology?in?small?to?medium-sized?enterprises:a?Portuguese?case?study[J].International?Journal?of?Management,2013,30(1):66-87.
[5]Carrizo?Moreira?A,Silva?Pais?GC.Single?Minute?Exchange?of?Die:a?case?study?implementation[J].Journal?of?Technology?Management?&?Innovation,2011,6(1):129-146.
作者簡(jiǎn)介:許瑞,男,博士,河海大學(xué)商學(xué)院副教授,碩士生導(dǎo)師,研究方向:工業(yè)工程,管理科學(xué)與工程;黃玉苗,女,河海大學(xué)商學(xué)院信息管理與信息系統(tǒng)專業(yè),研究方向:生產(chǎn)流程優(yōu)化與改善;吳靜,女,河海大學(xué)商學(xué)院工業(yè)工程專業(yè),研究方向:工業(yè)工程與管理。