接觸式簡易嵌入紡技術及其苧麻紗性能
2019-01-22 02:55:10付馳宇王燦燦何滿堂夏治剛
紡織學報 2019年1期
付馳宇, 王燦燦, 何滿堂, 夏治剛,2
(1. 武漢紡織大學 紡織科學與工程學院, 湖北 武漢 430200; 2. 武漢紡織大學 新材料及其先進加工技術國家重點實驗室培育基地, 湖北 武漢 430200)
苧麻纖維是從植物韌皮中獲取的[1-2],其聚合度大,單纖強力大,分子結晶度和取向度高,強度高[3-4]。苧麻纖維中含有膠質,膠質由半纖維素、木質素、水溶物、脂蠟質、灰分和果膠組成[5-6]。膠質成分賦予苧麻涼爽、透氣、易濕快干以及抗菌防蛀等特性,使各類純紡、混紡麻紡產品層出不窮,深受消費者歡迎[7],但膠質中的木質素、半木質素成分,造成苧麻纖維初始模量高、剛性大,難以撓曲加捻抱合,成紗毛羽過長、過多,可紡性差,其織物易起毛,懸垂性、染色性能差,穿著有刺癢感[8-9]。
針對上述問題,已有研究通過不同途徑提高了苧麻纖維可紡性能。如:胡遜等[10]采用陽離子改性苧麻纖維,提高了纖維模量,改善了苧麻可紡性,但該方法工藝流程長、耗時多;吳曉燕等[11]采用燒堿溶液(170 g/L)溶脹苧麻纖維,降低了纖維結晶長度,提高纖維延伸性和彎曲扭轉性能。Frisoni等[12]采用乙酸酐與植物纖維在恒溫30 ℃、硫酸催化條件下反應的方式,改性纖維素纖維,提高了纖維的可紡性。由此可見,化學改性苧麻纖維的方法,成本高,周期長,污染環境。采用無污染的物理紡紗方法,是解決苧麻高品質紡紗的重要途徑。何文等[13]改進了麻紡紗紗機,將粗紗先浸泡潤濕,再紡成細紗,降低了純苧麻纖維成紗毛羽,但這種方法步驟繁瑣,需要改進細紗機牽伸裝置,且纖維條濕態牽伸導致成紗條干不勻。申香英等[14]運用嵌入式復合紡紗技術,優化紡紗工藝,開發出優質苧麻高支紗;方磊等[15]通過控制經典嵌入紡中長絲張力與相交角度,探討了嵌入紡在苧麻紡紗中的應用。然而經典嵌入紡采用4種組分紡紗,與普通紡紗相比,生產管理要求較高,操作不夠簡便。
針對經典嵌入紡紗組分較多的問題,本文將中間2根須條合并為1根,形成組分簡化的簡易嵌入紡系統(S-ELS);針對苧麻纖維剛度大、難以扭轉成紗等問題,本文避開牽伸濕態須條的方式,采用在簡易嵌入紡系統的紗條加捻成形區加裝浸潤海綿接觸裝置,實施在線浸潤軟化的接觸式加捻紡紗;同時實施了多種對照性紡紗實驗,對比分析了各方案成紗性能。本文研究對于拓展嵌入紡技術應用、完善新型苧麻紡紗體系、開發高支高品質苧麻紗線與紡織面料、指導實際生產實踐,均具有參考價值。
1 紡紗方法建立及成紗預測
麻纖維剛度大,普通環錠紡生產的麻紗條干差、毛羽過多。嵌入紡系統中2根長絲的配置,有效捕捉苧麻纖維,將纖維頭端嵌入紗體,大幅降低紡紗斷頭和成紗毛羽,實現了用低品質原料紡高支紗線[16-17]。然而嵌入紡的4組分紡紗系統,生產維護簡便性有待提高[18]。本文簡化嵌入紡系統,在保證良好成紗品質的前提下,采用2根長絲對1根短纖須條進行包纏成紗,提高生產操作便捷性。為探究干、濕狀態下麻須條的加捻成紗性能,本文在加捻成紗區引入吸水海綿裝置,研究麻纖維須條在干、濕態下的加捻成紗性能。
1.1 紡紗方法建立
為實現簡易嵌入紡的便捷操作,滿足長絲嵌入短纖維功能,本文采用1根須條從2根長絲中間喂入加捻的三組分嵌入式紡紗,具體工藝路徑如圖1所示。在普通環錠細紗機上加裝精確定位導絲輪,2根長絲分別依次經導絲桿、張力控制器、精確定位導絲輪,從前羅拉后方喂入到前羅拉鉗口;從粗紗卷裝退繞的粗紗經細紗機牽伸系統牽伸成須條,須條進入前羅拉鉗口,并位于2根長絲中部。

圖1 簡易式嵌入紡紗組分工藝路徑圖Fig.1 Component process schematic diagram of S-ELS
為解決苧麻纖維剛度大、彎曲加捻困難、成紗品質差等問題,本文一方面在紗線成紗段添加了多個握持面,保證了紗線在加捻過程中握持面對其表面纖維的有效握持與卷繞;另一方面,握持面持續提供液態水的補給,在線浸潤與柔化紗線表面的苧麻纖維,紗線在柔化與握持的協同作用下,更利于苧麻纖維進行卷繞包纏如圖2所示。

圖2 各嵌入紡模型圖Fig.2 Models of S-ELS. (a) S-ELS system model; (b) Dry contact S-ELS model; (c) Wet contact S-ELS model and relative position of sponge contactor and yarn
1.2 成紗關鍵機制分析
簡易嵌入紡實質上是采用2根長絲構成賽絡紡大三角平臺、短纖維須條從長絲賽絡紡大三角中間喂入,相當于長絲賽絡包芯短纖維。簡易嵌入紡系統中,長絲三角平臺形態尺寸至關重要,當長絲三角過大,受紡紗張力波動時三角大小波動過大,長絲不能穩定纏繞和捕捉短纖維須條;當長絲三角平臺過小,極限值就是長絲與短纖維須條左右邊緣重合,此時長絲就不能對須條外露出長絲三角區外的纖維實施包纏和捕捉,因此長絲三角平臺應與短纖維須條加捻成紗區相對應,以保證左右對稱分布的長絲均勻纏繞在短纖維紗條表面,有效束縛短纖維頭端,抑制短纖維頭端外露,實現短纖維被長絲嵌入在復合紗體中,成紗表面光潔。針對苧麻簡易嵌入紡,本文將2根長絲分別置于須條左右各2 mm以穩定長絲三角平臺(見圖2),實現長絲均勻包纏。成紗區紗條毛羽過多、過長,毛羽伸出穩定的長絲三角平臺,無法被完全捕捉和纏繞,需要實施二次捕捉纏繞。干態接觸式紡紗[19-20]是在紗條成紗區中增設接觸面,與加捻轉動的紗條進行接觸,握持紗條表面毛羽進行有效包纏,但干態接觸握持包纏時,如果纖維剛度較大、握持包纏時紗條扭轉困難,毛羽包纏效果改善幅度較低。接觸式紡紗時,在接觸握持面上開設溝槽、增加握持力度,同時引入液態水、在線浸潤柔化纖維須條[21],紗條表面毛羽握持包纏效果更加。因此本文在簡易嵌入紡模型的基礎上,在環錠成紗區增設凹槽海綿接觸裝置,形成干態接觸式簡易嵌入紡紗模型;海綿易吸附和保持液態水,海綿體持續浸潤,對成紗區內的須條纖維進行連續給濕處理,建立了濕態接觸式簡易嵌入紡模型(如圖2所示)。
圖2(a)、(b)、(c)所示的3種紡紗模型均由1根短纖須條與左右2根長絲構成,左右2根長絲距中心短纖維距離均為2 mm,控制2根長絲喂入張力相同,長絲對中心短纖須條包纏作用力平衡,三角區總體形狀保持對稱。在前羅拉輸出口與導紗鉤之間接觸式嵌入紡模型均放置一塊帶有凹槽的海綿,海綿凹槽與紗線緊密貼合,區別是一種方式為干燥海綿與另一種方式為潤濕海綿。
2 實驗部分
在HFX-B4多功能細紗機上,加裝長絲喂入裝置和凹槽海綿握持器,如圖3所示。采用注射器將液態自來水手工連續注入凹槽海綿體中,實現簡易嵌入紡模型(方案A)、干態接觸式簡易嵌入紡模型(方案B)和濕態接觸式簡易嵌入紡模型(方案C)的實際生產實驗。

圖3 長絲喂入裝置和凹槽握持器Fig.3 Filament feeding device(a) and groove holding device(b)
2.1 實驗材料
實驗采用定量為5.67 g/(10 m)的苧麻粗紗作為短纖須條,與2種不同顏色的滌綸(2.80 tex)長絲進行簡易嵌入紡實驗。實驗中改造長絲喂入裝置,采用型號為M6.0牙距,規格為1 mm的螺絲對長絲進行精確定位(見圖3),2根長絲間距5 mm。根據紡紗設備性能設定參數,前羅拉線速度為6.0 m/min,牽伸倍數為54.54,環錠轉速為5 100 r/min,計算的紗線理論捻系數為339.0,線密度為15.99 tex。
2.2 紗線測試
簡易嵌入紡紗線紡制完成后在標準條件(溫度為(20±2)℃,濕度為(65±2)%下放置48 h進行預調濕,并在相同條件下測試紗線各項指標。
采用OLYMPUS DSV510型全自動電子光學顯微鏡,觀察3種紗線的表觀結構。
根據FZ/T 01086—2000《紡織品 紗線毛羽測定方法 投影計數法》,采用YG173 A型紗線毛羽測試儀測試紗線毛羽,測試紗線片段長度10 m,測試速度30 m/min,每種管紗測10次,取其平均值。
根據GB/T 3916—2013《紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定》,采用YG068C全自動單紗強力儀測試成紗強伸性能,紗線拉伸速度為500 mm/min,兩端夾持距離為500 mm,每種管紗測量20次,取其平均值。
根據GB/T 3292.1—2008《紡織品 紗線條干不勻試驗方法 第1部分:電容法》,用YG133B/M型條干均勻度測試儀測試管紗成紗條干,測試速度400 m/min,測試時間1 min。
3 結果與分析
3.1 紗線表觀結構分析
紗線性能與紗線表觀結構聯系緊密。所紡3種紗線的管紗與筒紗表觀結構如圖4所示。
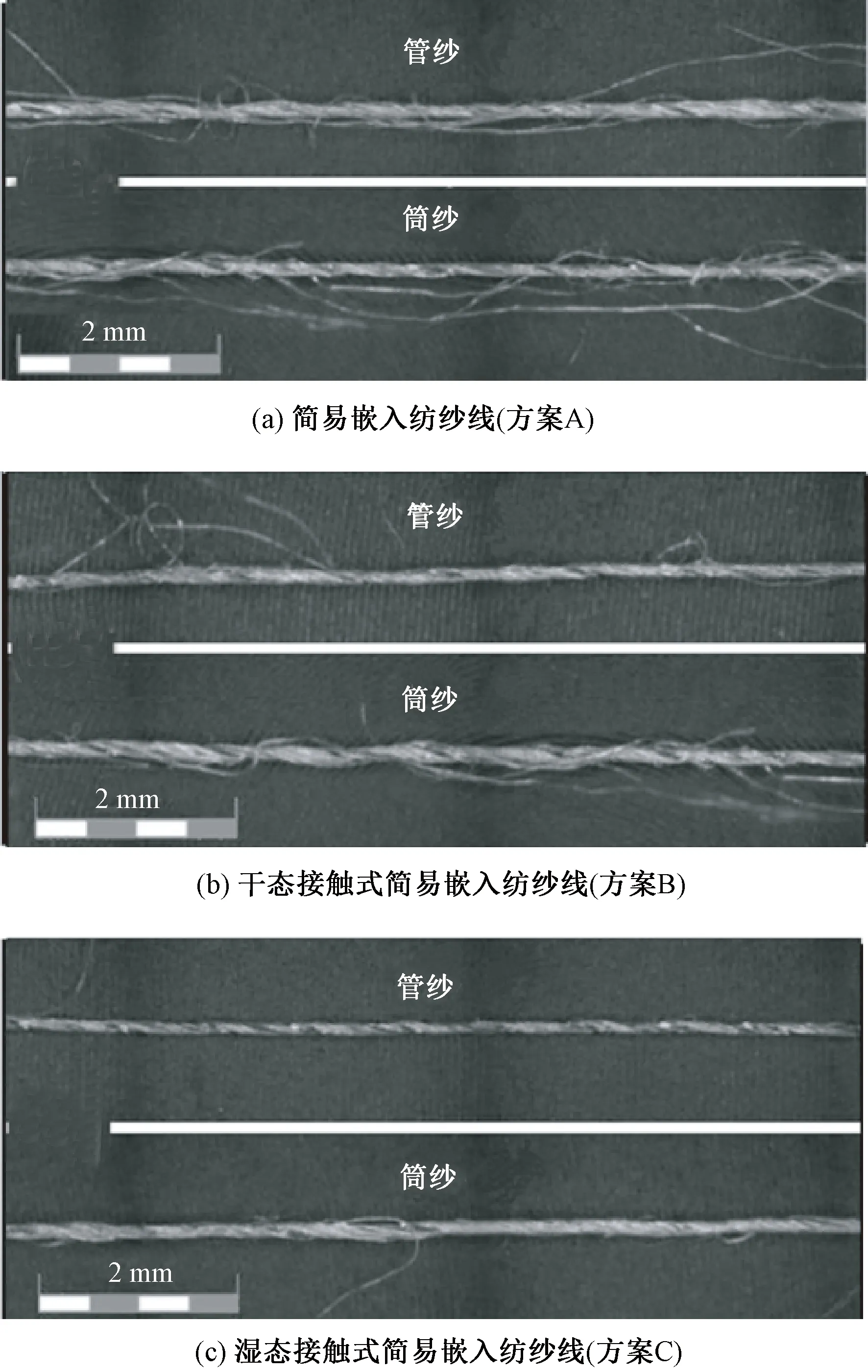
圖4 不同方法對應簡易式嵌入紡紗線表觀結構Fig.4 Appearance images of S-ELS yarns. (a) S-ELS yarn; (b) Dry contact S-ELS yarn; (c) Wet contact S-ELS yarn

紗線名稱紡紗方案不同長度毛羽數1 mm2 mm3 mm4 mm5 mm7 mm10 mm12 mmTS管紗筒紗方案A712.6±29.6284.9±25.4159.9±17.0101.7±13.761.5±9.823.3±3.35.6±2.52.1±1.61351.6±103.0354.1±48.0方案B392.9±25.9125.5±13.858.4±8.332.8±5.319.2±6.86.5±3.21.5±1.90.5±1.2637.3±66.4118.9±26.6方案C82.7±22.723.4±7.410.4±4.36.0±2.92.3±1.10.7±0.60.1±0.30.0±0.0125.6±39.419.5±9.3方案A1107.7±80.3517.3±45.0313.3±10.8196.7±12.1136.7±16.760.3±10.614.0±2.010.7±3.12356.7±180.4731.7±55.1方案B683.3±12.0241.7±29.2153.0±9.8123.7±9.784.0±10.646.3±7.012.7±2.310.0±1.01354.7±81.7429.7±40.5方案C387.0±35.6210.7±22.0141.3±16.6110.7±2.378.7±4.037.7±2.511.3±2.17.3±2.1984.7±87.2387.0±29.6
注:T表示毛羽總根數;S表示3 mm及以上毛羽的根數和。
本文采用2種不同顏色滌綸長絲進行混紡,且長絲表面光滑細度均勻一致,紗線不同組分易辨別;由于3種紗線長絲喂入的位置被精確定位,因此長絲在紗體上的纏繞螺距保持一致。對比圖4所示3種方案的管紗毛羽外露情況可知:方案A伸出紗體外的苧麻毛羽呈發散狀,毛羽多而長。與方案A相比,方案B管紗毛羽有所收斂,長毛羽包纏在紗體表面,數量較少。這是因為紗條通過接觸式握持面時,干態握持面握持紗條表面毛羽,在紗條扭轉與牽引力協同作用下,外露毛羽纏繞到紗體上。與方案A、B相比,方案C管紗表面光潔致密,基本沒有毛羽。這是因為紗條通過濕態接觸式握持面時,苧麻纖維被浸潤,苧麻內部纖維素大分子間的氫鍵被水分子破壞,減小了分子鏈之間作用力,分子鏈更容易受力滑移,纖維模量降低、柔性可繞曲性提高[22]。濕態握持面握持紗條表面毛羽,在紗條扭轉與牽引力協同作用下,外露毛羽可更加柔軟、緊密地纏繞到紗體上。
3種方案筒紗外觀結構情況表明:簡易嵌入紡管紗紗體纖維容易從絡筒抽拔出來,形成毛羽;干態接觸式嵌入紡紗線表面具有纖維纏繞結構,可緩解絡筒摩擦時對紗體內部纖維的抽拔作用;方案C筒紗紗體直徑比管紗紗體直徑增大,摩擦后紗體表層受力變松弛,但筒紗表面毛羽少,說明濕態軟化苧麻纖維,有效地提高了毛羽纏繞緊度,紗體表層包纏結構耐磨性優良。
3.2 紗線毛羽分析
將3組紗線的管紗分別與1次絡筒的筒紗毛羽情況測試后,取平均值,結果如表1所示。
表中數據顯示:方案A紗線各項毛羽數最多,原因在于,一方面沒有握持面對纖維的握持作用,另一方面加捻須條纖維剛度大,紡紗加捻作用力對纖維抱合成紗控制性差;方案B增加了握持面作用,成紗毛羽數顯著降低;方案C不僅增加了握持面作用,而且對纖維進行在線浸潤軟化,全方位提高紡紗加捻對纖維的控制作用,因此成紗毛羽指標進一步改善。
觀察各方案毛羽總量T指標與有害毛羽情況S指標可發現,方案B對有害毛羽的改善效果顯著,方案C對毛羽總量的影響明顯。這是因為紗線表面毛羽纖維外露端越長,這些纖維的剛度就越小,在同樣條件下表面毛羽就越易被握持加捻扭轉進入紗體內部,從而減少了紗線毛羽。方案B中增加了海綿握持面使有害毛羽加捻扭轉進入紗體。然而針對苧麻紗線表面1~2 mm短毛羽,毛羽長度短,纖維剛度大,干燥的海綿握持面不足以將這些短纖維夾持扭轉到紗體上,所以方案B對短毛羽的控制較弱。對比毛羽總量T指標可看出,方案C大幅降低了苧麻紗線毛羽,這是濕熱成紗環境將苧麻纖維柔軟化的結果,在紗線成形過程中水分子的介入,破壞了苧麻纖維大分子間的氫鍵,降低了纖維的初始模量和剛度,使纖維更易加捻卷繞到紗體上,所以方案C毛羽情況最好。
3.3 紗線強力分析
對3種紗線的拉伸斷裂性能測試結果取平均值,結果如表2所示。可以看出,在斷裂強力方面,3個方案所紡管紗紗線強力依次增加。這是因為在紡制紗線過程中,海綿凹槽握持面將紗線表面纖維重新捻合到紗體上,這個部分的纖維提供了紗線軸向應力,使得紗線強力增強,所以方案B、C所紡紗線強力大于方案A紗線,方案C紗線受到水分子的柔化作用,進一步增加毛羽包纏量和纏繞緊度,最大程度地提高了纖維利用率,故方案C紗線強力最高。

表2 簡易式嵌入紡紗線強伸性能指標Tab.2 Tensile properties of S-ELS yarns
從表2還可看出,方案B紗線伸長率最高,方案C紗線伸長率最低。這是由于方案B紗線表層纖維集聚包纏,紗線內部纖維相對蓬松,因此斷裂伸長較大;方案C紗線受在線紡紗浸潤的影響,內部纖維受力沿在紗軸方向取向度增加,沿截面方向紗體直徑減少(見圖4),紗體內部纖維貼合緊密度提高,因此在紗線受到外力拉伸時,紗體內纖維變形空間和滑移幅度小,紗線伸長率降低。
3.4 紗線條干分析
簡易式嵌入紡紗線條干測試結果如表3所示。由于3種方案均由1根短纖須條和2根固定喂入的長絲紡制,紗線結構相同,所以紗線條干不勻率相當。然而加裝了海綿凹槽的方案B紗線疵點略微增多。這是由于凹槽握持面將紗線表面毛羽握持,在紗線扭轉的同時,毛羽在紗體上形成局部集聚現象,雖然減少了表面毛羽,但導致了紗線粗細結增多,惡化了紗線主體條干。比較方案B、C所紡紗線可看出,方案C紗線條干與疵點情況明顯改善。這是因為潤濕的海綿在線紡紗過程中,水分子浸入紗體纖維,破壞了苧麻纖維內大分子間的氫鍵,降低了纖維模量,使表面纖維能在凹槽握持下以較長螺旋路徑進入或緊緊包纏在紗體主干,從而避免了疵點的繼續增多,所以方案C紗線的條干均勻度優于方案B紗線。

表3 簡易式嵌入紡紗線條干性能指標Tab.3 Evenness properties of S-ELS yarns
4 結 論
本文對比分析了3種不同方案的簡易式嵌入紡的紗線結構和性能,得出以下結論。
1)在導紗鉤與加捻三角區之間加裝接觸式凹槽裝置,加強了成紗過程中對苧麻纖維的握持,對紗線表觀毛羽改善明顯,紗線強伸性能也有所提高。
2)將凹槽潤濕模擬紗線在熱濕條件下成紗,在水分子對苧麻纖維模量降低和接觸裝置對纖維頭端握持的協同作用下,苧麻紗線毛羽情況改善顯著,紗線表面光潔,濕法紡紗紗線的強伸性能與條干均勻度要優于干法紡紗紗線。
3)濕態接觸式簡易嵌入紡紗可降低苧麻纖維的初始模量,大幅減少紗線毛羽,改善紗線的條干與強伸性能,提升苧麻纖維的可紡性。
FZXB
