三通道數(shù)碼紡段彩紗的紡紗原理及其性能
2019-01-22 02:55:10楊瑞華高衛(wèi)東劉曰興張國清
紡織學報 2019年1期
顧 燕, 薛 元, 楊瑞華, 高衛(wèi)東, 劉曰興, 張國清
(1. 生態(tài)紡織教育部重點實驗室(江南大學), 江蘇 無錫 214122; 2. 愉悅家紡有限公司, 山東 濱州 256623)
段彩紗作為花式紗線的一種,相對于傳統(tǒng)單一色紗,其顏色可變化的靈活性和多樣性,滿足于人們對紡織品色彩的多元化需求。段彩紗發(fā)展至今,主要的生產(chǎn)方式分為段染法和混合法,段染法主要是通過對各個軌道的紗線利用染料噴射的方法分段染上各種顏色,優(yōu)點是在較長的紗線片段長度內(nèi),顏色可隨機靈活的分布,而缺點是機器機身要求長,占地面積大,生產(chǎn)效率低[1],且不能滿足當前人們對紡織品環(huán)保的要求。混合法主要分為混棉處散纖維混合、并條混合和細紗處混合,細紗處混合又可分為三羅拉法和四羅拉法。混棉和并條混合都會造成段彩紗上顏色分段長度較難控制且過渡段長度較長。三羅拉法生產(chǎn)段彩紗易產(chǎn)生段彩竹節(jié),紗線的線密度恒定較難控制。四羅拉法生產(chǎn)段彩紗多根粗紗在牽伸區(qū)的牽伸是異點異步的,成紗條干均勻度差[2]。目前市面上生產(chǎn)的段彩紗在顏色控制和線密度控制上無法達到精確的要求,不能滿足機織經(jīng)紗和針織用紗的質(zhì)量要求。
本文通過計算機程序控制3個通道的牽伸倍數(shù)從而數(shù)字化調(diào)控3根粗紗的混紡比,可紡制出線密度恒定且各分段顏色、分段長度精確配置的段彩紗。
1 三通道數(shù)碼紡生產(chǎn)段彩紗機制
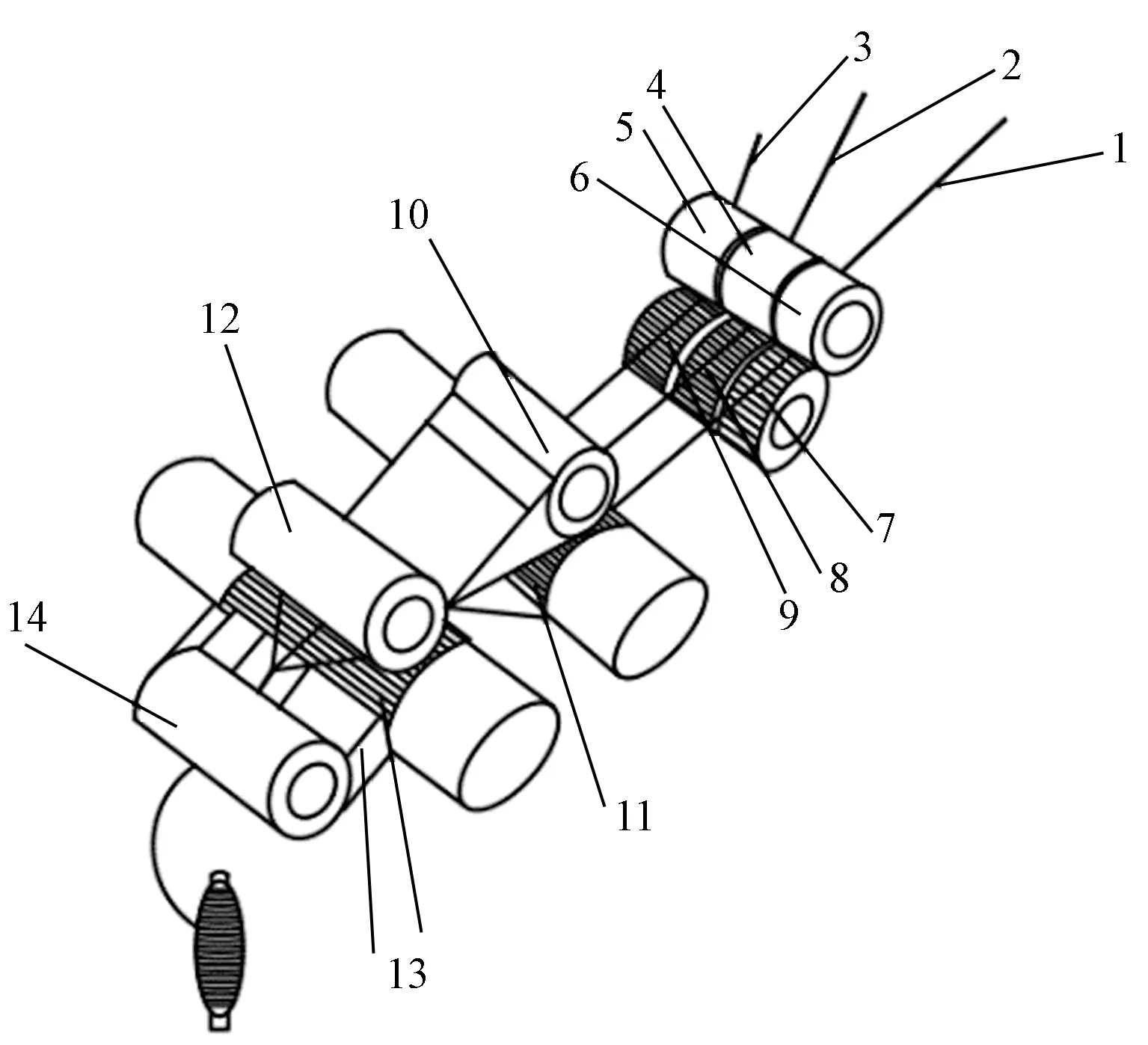
圖1 三通道數(shù)碼紡紗牽伸機構(gòu)示意圖Fig.1 Digital spinning machine of three roller drafting system schematic diagram
1.1 變換粗紗機制
從3個后羅拉通道分別喂入線密度為430 tex的品紅、黃、青3色粗紗,通過設(shè)置控制面板上相應紡紗參數(shù),驅(qū)動伺服電動機調(diào)控各后羅拉通道,可實現(xiàn)單一通道紡紗,雙通道紡紗及三通道紡紗,從而實現(xiàn)紡制出的段彩紗各分段長度上基色、二次色,三次色等單色或混配色的顏色配置效果。
1.2 牽伸比隨機調(diào)控機制
三通道數(shù)碼紡紗機紡制段彩紗的過程中,牽伸區(qū)中3個異速的后羅拉及前中羅拉均由單獨的伺服電動機分別控制,各通道牽伸比用e1、e2、e3表示,其中e1=Vq/V1、e2=Vq/V2,e3=Vq/V3。前、中及3個后羅拉速度分別用Vq、Vz、V1、V2、V3表示,因此可通過在線分別控制各羅拉速度來在線控制牽伸比的分段變化[4]。
1.3 成紗混紡比的隨機調(diào)控機制
三通道數(shù)碼紡段彩紗的過程中,紗線分段顏色的變化主要由粗紗混紡比的分段變化來實現(xiàn),喂入后羅拉可以是3種原料或3種色彩的粗紗,混紡比K1、K2、K3為
(1)
式中:K1、K2、K3分別表示3種有色粗紗的混紡比;ρ1、ρ2、ρ3分別表示3根有色粗紗定量,g/(10 m),因此,紗線混紡比的變化主要由電腦控制伺服電動機數(shù)字化調(diào)控各粗紗總牽伸比來實現(xiàn)[5]。
1.4 外觀混色效應模擬
三通道數(shù)碼紡紗通過異速的3個后羅拉,改變各羅拉喂入速度,實現(xiàn)牽伸倍數(shù)的梯度變化,梯度配比喂入品紅色(M)、黃色(Y),青色(C)3根粗紗。圖2示出用Photoshop軟件在CMYK顏色模式下模擬出的將品紅、黃,青以一定梯度混合配比得到的混色色塊圖。其中各圖的顏色色塊分別用aij、bij、cij(i,j=1,2,…,11)表示。M-Y+C表示紅黃以10%梯度混合基礎(chǔ)上,青以10%梯度混入;Y-M+C表示黃青以10%梯度混合基礎(chǔ)上,紅以10%梯度混入;M-C+Y表示紅青以10%梯度混合基礎(chǔ)上,黃以10%梯度混入。
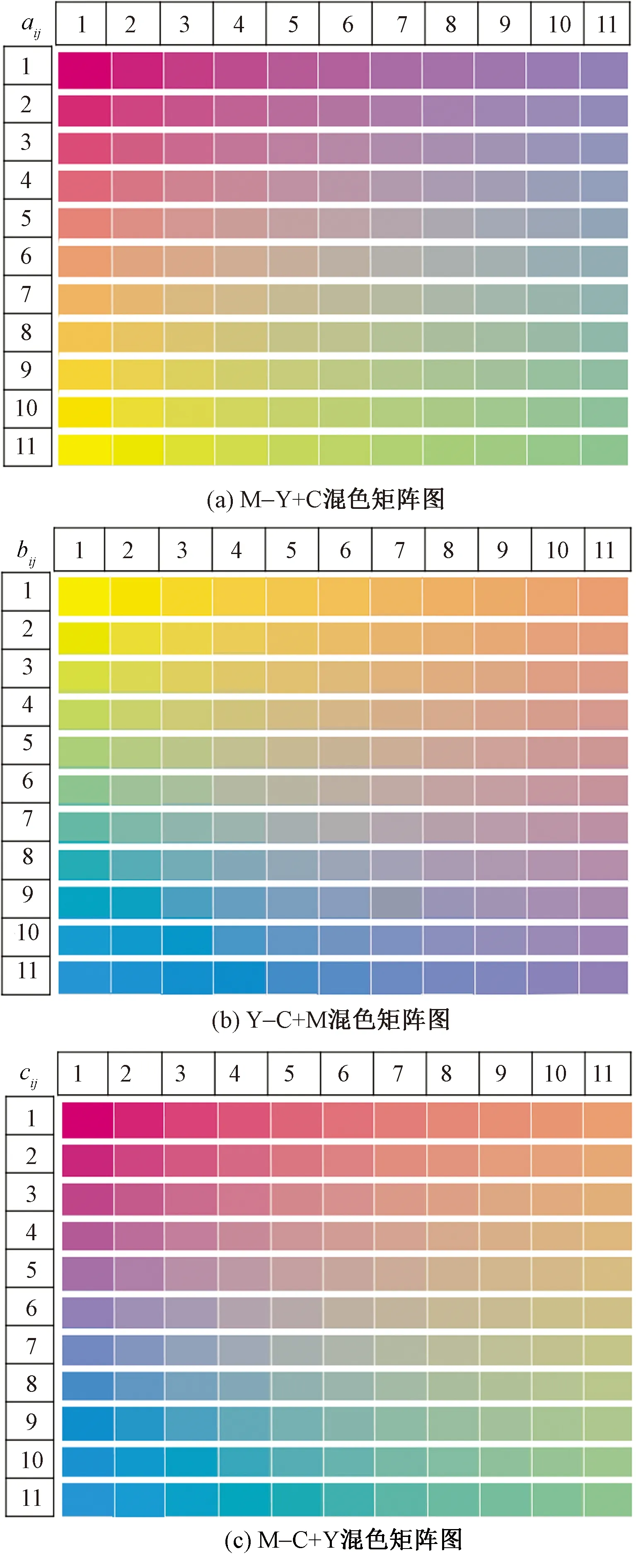
圖2 不同顏色混入方式混色矩陣圖Fig.2 Color matrix of different color mixing methods.(a)M-Y+C; (b)Y-C+M;(c)M-C+Y
圖2(a)所示第1列中的色塊a11到a111為從品紅純紡喂入即對應混色比為a11(M)∶a11(Y)∶a11(C)=100∶0∶0,黃以10%的梯度配比漸增喂入,得到品紅色塊10%的梯度漸減到純黃色塊即混色比a111(M)∶a111(Y)∶a111(C)=0∶100∶0的各兩混色色塊圖。在第1列色塊的顏色配比基礎(chǔ)上,青以10%的梯度漸增混入,可得到混色比為a21(M)∶a21(Y)∶a21(C)=100∶0∶10到a1111(M)∶a1111(Y)∶a1111(C)=0∶100∶100的混色色塊圖。其中各色塊對應紡紗時粗紗的混紡比分別為Kij(M)、Kij(Y)、Kij(C)。其混紡比與混色比對應的換算見下式
(2)
式中:Mij、Yij、Cij分別表示一種顏色色塊中MYC所占組分。圖2(b)、(c)中色塊的混色方式與圖2(a)中顏色的混色方式相同,圖2(b)為第1列混色比為b11(M)∶b11(Y)∶b11(C)=0∶100∶0的純黃色塊b11為始,依次黃色混入量與青色混入量按10%的梯度遞減、遞增,漸變到純青色塊即混色比為b11(M)∶b11(Y)∶b11(C)=0∶0∶100的各兩混色色塊圖,在此基礎(chǔ)上,品紅混色量以10%的梯度漸增喂入,可得b21到b1111混色色塊。圖2(c)所示第1列在混色比c11(M)∶c11(Y)∶c11(C)=100∶0∶0品紅色塊漸減基礎(chǔ)上按10%梯度漸增混入混色比為c11(M)∶c11(Y)∶c11(C)=0∶0∶100的青色,可得如圖第1列所示的兩混色色塊,在純色及兩混色的基礎(chǔ)上按10%梯度混入黃色,則得到c21到c1111混色色塊。顏色色塊bij和cij混色比對應的粗紗混紡比換算公式同色塊aij。
2 段彩紗的組成要素及仿真模型構(gòu)建
2.1 段彩紗的組成要素及其選配
段彩紗的組成要素主要包括分段顏色及分段長度。段彩紗各分段顏色的配置以配色圓環(huán)圖為例,在配色圓環(huán)圖上選取1個起始點色,該色可以是三原基色,也可以某個二次色或三次色。基于起點色,選擇相鄰色的配置可以是對比色(三基色紅、黃、藍,兩色相在配色圓環(huán)中角度為120°左右)或互補色(兩色相在配色圓環(huán)上角度為180°左右),顏色相鄰分布間由于各色相差異太大無法形成漸變的色彩效果,這類紗相比較于漸變紗一般定義為段彩紗。其中段彩紗的分段長度可以是等距、不等距或者段長隨機[6-7]。其分段長度的設(shè)置相較于漸變紗,可適當偏長選擇,以三通道數(shù)碼紡紗機為例,一般選擇各分段時間在3 s以上,以確保過渡段紗線的顏色不會影響到各段彩段,達到各色段分明的顏色效果。
2.1兩組患兒的護理有效率對比 實驗組患者治療有效率為96.67%,對照組患者治療有效率為76.67%,實驗組患者治療有效率明顯高于對照組,P<0.05表示統(tǒng)計學有意義。見表1。
2.2 段彩紗仿真模型的構(gòu)建
段彩紗各分段色的配置及紗線外觀效果采用Photoshop軟件模擬,品紅、黃、青三基色粗紗從三通道牽伸機構(gòu)依次喂入紡制出如圖3所示的顏色效果圖及紗線實物圖,沿紗線縱向,3種原色配置在紗線的相鄰色段。圖4示出品紅、黃、青3根粗紗在牽伸區(qū)兩兩按一定混紡比實現(xiàn)牽伸混色,而配置在紗線相鄰色段所模擬出的七色彩虹段彩紗顏色效果圖及紗線實物圖。圖5、6分別示出三基色粗紗兩兩以恒定比例分段交替變化紡制出的混色段彩紗顏色配置效果圖和實物圖。其中圖5中兩粗紗混紡比為1∶4,圖6兩粗紗混紡比為1∶2。

圖3 三基色段彩紗示意圖Fig.3 diagram of tri-color segment colored yarn

圖4 七色段彩紗模擬示意圖Fig.4 Diagram of seven-color segment colored yarn

圖5 1∶4混色段彩紗模擬示意圖Fig.5 Diagram of 1∶4 mixed color segment colored yarn

圖6 1∶2混色段彩紗模擬示意圖Fig.6 Diagram of 1∶2 mixed color segment colored yarn
3 等線密度段彩紗成紗性能分析
3.1 測試儀器及實驗方法
采用YG068C型全自動單紗強力儀(南通宏大實驗儀器有限公司)測試紗線的斷裂強力,強力儀預加張力設(shè)定為0.5 cN/tex,夾持長度為500 mm,拉伸速度為500 m/min,測試15次,取其平均值。采用YG135G型條干均勻度儀(陜西長嶺紡織機電科技有限公司)對紗線條干不勻率進行測試,設(shè)定測試速度為200 m/min,測試時間為1 min,測試長度200 m,測試4次,取其平均值。
根據(jù)傳統(tǒng)環(huán)錠紡紗條干均勻度及斷裂強度的影響因素分析及紡制段彩紗主要控制的結(jié)構(gòu)參數(shù),歸納出影響等線密度段彩紗的主要因素有紡紗錠速、捻系數(shù)、分段長度(即2根粗紗變化的周期)、成紗混紡比。本文對以上因素進行單因素實驗,紡制的紗線線密度為19 tex,采用的是定量和原料相同,顏色不同的經(jīng)染色后的精梳長絨棉制備的品紅、黃和青等三基色純棉粗紗,定量均為4.3 g/(10 m)。段彩紗的循環(huán)周期分為6段,每段中粗紗混紡比恒定,而3種顏色比例交替變化(如第1段比例為1∶2∶0,第2段比例為2∶1∶0,第3段比例為0∶1∶2,第4段比例為0∶2∶1,第5段比例為1∶0∶2,第6段比例為2∶0∶1),從而可紡制出3種顏色比例分段變化的段彩紗[8]。當喂入的粗紗條牽伸比不同時,即進入前羅拉鉗口處的粗紗須條的線密度不同,比例較低的粗紗須條會包覆在比例較高的粗紗須條上,所以包覆的色彩效果視包纏的程度而定,不同比例呈現(xiàn)出不同的顏色效果。
3.2 混紡比對等線密度段彩紗性能的影響
紡制線密度恒定的段彩紗時,設(shè)定紡紗錠速為8 000 r/min,捻系數(shù)為340,設(shè)置各顏色段分段時間為6 s,即分段長度為1 m。采用4種不同的粗紗混紡比含量進行紡紗,即在3根粗紗喂入后羅拉的基礎(chǔ)上,各分段時間內(nèi)任意2個通道的粗紗以一定的混紡比交替喂入,形成混紡比恒定,而顏色比例變化的段彩紗。設(shè)置2根喂入粗紗的混紡比分別為1∶1、1∶2、1∶3、1∶4。比較不同混紡比下,段彩紗的條干不勻率CV值和斷裂強度值,結(jié)果如表1所示。

表1 不同混紡比下紗線的性能Tab.1 Yarn performance at different blending ratios
從表1中可看出,紡制段彩紗過程中,當混紡比為1∶1時,段彩紗條干不勻率最高,粗細節(jié)最多,這是因為從比例相同段如1∶1段的紅黃段過渡到黃紅段時,混紡比恒定則紅黃色粗紗的牽伸倍數(shù)不發(fā)生變化,相對于比例不等段,紡制特定比例段,其分段時間為雙倍,而表現(xiàn)出條干CV值最大,故混紡比為1∶1時,影響紗線條干CV值的因素主要為分段時間。隨著混紡比的增大,成紗條干CV值越來越大,且粗細節(jié)、棉結(jié)的數(shù)量也越來越多,而斷裂強度隨著混紡比的增大而降低,斷裂強度CV值越來越大,這是由于在紡制混紡比較大的段彩紗過程中,其中喂入比例較小的組分粗紗牽伸倍數(shù)較大,在后區(qū)牽伸的過程中受不到良好的握持而導致纖維回縮影響紗線的條干,另一方面,當混紡比不同時,牽伸區(qū)中紗條的牽伸倍數(shù)差距較大,使得匯聚在前羅拉鉗口的2根纖維須條的細度不同,混紡比不同則匯聚三角區(qū)的形態(tài)亦不同,而混紡比越大匯聚三角區(qū)不對稱狀態(tài)越明顯,從而使得前羅拉鉗口處的須條受到的張力差異越來越大,導致匯聚點的位置波動較大,而影響紗線成紗過程中的條干[9]。
3.3 分段長度對等線密度段彩紗性能的影響
紡制段彩紗時,保證紡制的段彩紗三通道兩兩交替喂入的粗紗混紡比為1∶3,設(shè)置紡紗捻系數(shù)為340,錠子轉(zhuǎn)速為8 000 r/min,分析分段長度對紗線斷裂強力及條干的影響。在紡制段彩紗時,因為伺服電動機的啟動而控制羅拉變速需要一定的反應時間,為保證后羅拉有一定的時間變速,使各段彩周期中的顏色界限明顯,則分段時間最小控制在3 s,結(jié)果如表2所示。

表2 不同分段時間下紗線的性能Tab.2 Yarn performance of different section time
從表2中可看出,隨著分段長度的增大,段彩紗的條干不勻率先減小后增大,這是由于當分段時間較短時,后羅拉變速較頻繁,導致后羅拉異速對粗紗須條的握持力不足而使得粗紗的喂入量存在偏差而影響紗線的條干,而當分段時間為6 s,即分段長度為1 m時,條干不勻率開始降低。這是由于此時羅拉開始平穩(wěn)變速,偏差量開始變小,從而對紗線的條干影響減弱。羅拉變速平穩(wěn)后,隨著分段時間的增大,條干CV值呈不斷上升的趨勢,這是因為當2根粗紗須條的牽伸倍數(shù)存在較大差異時,組分比例較小的粗紗牽伸倍數(shù)較大,則該粗紗在后區(qū)不易受到良好的握持而導致纖維回縮影響牽伸過程中紗線的條干,且這種條干不勻會隨著分段時間的增加而變大。紗線條干的不勻會使得紗線表面捻度不勻,從而影響紗線的斷裂強度,其斷裂強度不勻隨著紗線條干不勻的增大而增大。
3.4 捻系數(shù)對等線密度段彩紗性能的影響
紡制線密度恒定的段彩紗,設(shè)置3根粗紗中兩兩交替喂入的粗紗的混紡比為1∶3,段彩紗分段長度為1 m,紡紗錠速為8 000 r/min,分別采用捻系數(shù)為300、320、340,360,比較不同捻系數(shù)下,段彩紗的條干和斷裂強度值,結(jié)果如表3所示。

表3 不同捻系數(shù)下紗線的性能Tab.3 Yarn performance of different twist factor
從表3可看出,隨著捻系數(shù)的增大,段彩紗的條干均勻度值和斷裂強度CV值均呈先減少后增大的趨勢,在紡制段彩紗過程中由于后羅拉喂入的粗紗須條的牽伸倍數(shù)不同,則使得前羅拉鉗口處須條的線密度不同,從而使得匯聚三角區(qū)的受力失衡,導致匯聚點的波動造成紗線條干的不勻。其中捻度影響紗線匯聚三角區(qū)的力矩平衡,不同的紗線線密度及捻度都會造成紗線匯聚點的位置不同,捻度越大,匯聚點的位置越靠上,匯聚角也相應增大,而最有利于成紗條干的匯聚角在45°左右,大于或小于都不利于成紗條干,因此對于不同線密度的紗都存在最優(yōu)的捻度,而對于紗線線密度為19.43 tex,粗紗混紡比為1∶3段彩紗來說,從表3可看出其成紗最佳捻系數(shù)為340。
3.5 錠子轉(zhuǎn)速對等線密度段彩紗性能的影響
設(shè)置紡紗捻系數(shù)為340,三通道兩兩喂入的粗紗的混紡比為1∶3,段彩紗分段長度為1 m,采用4種不同的錠速,分別為6 000、8 000、10 000、12 000 r/min,比較不同的紡紗錠速對段彩紗條干及斷裂強力的影響,結(jié)果表4所示。
由表4可知,段彩紗紡制過程中,隨著錠子轉(zhuǎn)速的增加,紗線的條干均勻度值及斷裂強度CV值在錠速為6 000 r/min時最高,分別達到21.95%和15.45%,而后隨著紡紗錠速的提高,紗線條干不勻率及斷裂強度CV值先增大后減小。這是因為紡紗錠速影響成紗三角區(qū)中匯聚角的大小,錠速越高,則匯聚點越靠下,則匯聚角越小,成紗性能越好,而若匯聚點偏小則易造成匯聚角過小導致紗線性能的惡化[10]。由以上數(shù)據(jù)可知,JWF1551數(shù)碼紡紗機在紡制段彩紗過程中,存在最優(yōu)紡紗錠速為8 000 r/min,此時紗線的條干均勻度值和斷裂強度不勻率最小,斷裂強度分布較均勻。

表4 不同環(huán)錠轉(zhuǎn)速下紗線的性能Tab.4 Yarn performance of different spindle speed
4 結(jié)束語
本文基于JWF1551三通道數(shù)碼紡紗平臺,從粗紗變換機制、牽伸比在線調(diào)控機制、成紗混紡比隨機調(diào)控機制3個方面構(gòu)建了三通道紡制段彩紗的理論體系,并運用Photoshop軟件基于三粗紗可在線調(diào)控混紡比以達到紗線顏色的實時控制的理論基礎(chǔ)上,在CMYK顏色模式下按一定的顏色梯度配比規(guī)律模擬了混色矩陣圖,從而為段彩紗分段色彩的選擇提供色彩參考。
在此基礎(chǔ)上,為提高等線密度段彩紗的成紗性能,選擇成紗混紡比、分段長度、捻系數(shù),錠速4個因素進行單因素實驗,當混紡比較大時,牽伸區(qū)中牽伸倍數(shù)較大的粗紗會由于后區(qū)握持力不足而使得纖維回縮導致牽伸不良影響紗線的條干,而這種條干不勻會隨著分段時間的變長而增大,而捻系數(shù)、錠速的變化會影響匯聚三角區(qū)的形態(tài)和匯聚點的位置,從而對紗線的性能造成影響,實驗結(jié)果表明通過改變這4個因素的參數(shù)值都可得到段彩紗條干及斷裂強度值相對較優(yōu)的工藝,為今后紗線的實際生產(chǎn)提供實驗理論參考,達到優(yōu)化紗線性能的目的。
FZXB
