5A06/2A14鋁合金TIG焊接接頭力學性能與微觀組織
2019-01-22 05:53:28
電焊機 2018年12期
(上海航天精密機械研究所,上海 201600)
0 前言
鋁合金具有質量輕、比強度高、耐腐蝕等優點,在貯運發射箱中得到廣泛應用。在眾多鋁合金材料中,應用最廣泛的是防銹鋁合金以及用作承力構件的鍛造鋁合金,一般防銹鋁作為連接材料,鍛造鋁合金則作為承載材料。這兩類鋁合金在構件中的連接往往通過焊接來實現。防銹鋁合金焊接性能優異;鍛造鋁合金尤其是Al-Cu系鋁合金,在熔焊時其強化相在高溫條件下易分解,存在熱裂傾向高、氣孔敏感性高和接頭嚴重軟化等問題。目前,鍛造鋁合金2A14由于其較高的鍛造性能和加工性,是良好的受高載荷結構材料,得到了應用和設計的關注。因此,研究鍛造鋁合金/防銹鋁合金焊接接頭的性能對于提高整個結構的承載都是十分有利的。
對于鍛造鋁合金2A14的焊接,國內已有廣泛的研究,攻關出兩面三層焊接的獨特工藝,在運載火箭貯箱、艙段殼體等已成功運用;而對于鍛造鋁合金2A14/防銹鋁合金5A06的熔化焊接試驗研究,國內鮮見公開報道。本試驗針對鍛造鋁合金2A14/防銹鋁合金5A06鎢極氬弧焊接頭性能展開研究,研究BJ380A、5A06和2325焊絲對焊接接頭力學性能的影響以及接頭顯微組織和斷口形貌。
1 試驗方法和設備
選用3 mm厚度5A06鋁合金和2A14鋁合金。5A06母材焊前狀態為退火態,實際測量抗拉強度為353 MPa,2A14母材焊前狀態為經過固溶處理+人工時效的穩定狀態,實際測量抗拉強度為434MPa,填充焊絲規格φ1.6 mm,母材尺寸分別為200 mm×100 mm×3 mm。母材和焊絲主要化學成分分別如表1和表2所示。
焊前使用刮刀去除焊縫周邊20~30 mm范圍的氧化膜,再用丙酮擦拭表面。試驗采用自動鎢極氬弧焊,設備為Motoman hp5機器人及OTC 500P焊接電源,焊接參數如表3所示,單面焊接雙面成形。試板采用壓板工裝進行裝配,裝配不留間隙。

表1 母材化學成分 %

表2 焊絲化學成分 %
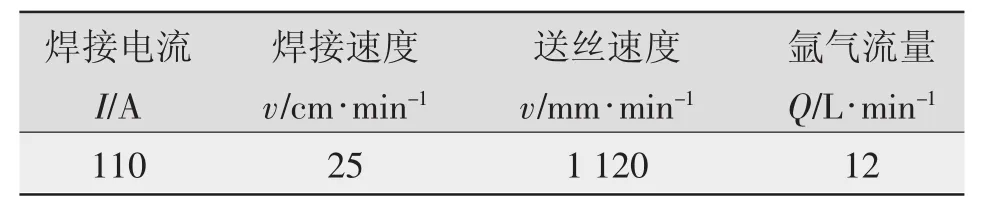
表3 焊接參數
焊后采用ZEISS蔡司光學顯微鏡觀察焊接接頭的金相組織;按GB2975-82標準將焊接接頭、兩種母材分別制成拉伸試樣,采用CSS-88500萬能拉伸機常溫測量焊接接頭的力學性能,并通過QUANTA 400掃描電鏡觀察焊接接頭的斷口形貌。
2 試驗結果和分析
2.1 焊縫宏觀形貌和接頭質量
采用三種焊絲都能獲得滿意的焊縫成形,正面焊縫表面非常光亮,背后焊漏均勻一致,氧化膜清理寬度超過正面焊趾1~2 mm。采用三種焊絲獲得的焊縫的正、反面成形外觀如圖1所示。
焊縫接頭截面形貌如圖2所示。三種接頭焊縫與兩種母材交接處皆未出現咬邊等缺陷,三種焊絲都實現了與兩種母材的冶金結合。
2.2 焊縫顯微組織
5A06鋁合金金相顯微組織如圖3a所示,主要為原始軋制態纖維狀,組織為α(Al)和少量析出強化相。2A14鋁合金金相顯微組織如圖3b所示,母材中第二相(CuAl2或CuMgAl2)作為二次強化相彌散均勻地分布在 α(Al)基體中[1]。
三種焊絲接頭焊縫中心區域的顯微組織如圖4所示,所用焊絲從左至右依次為BJ380A/5A06/2325。由圖對比可知,焊縫中心的組織為均勻分布的等軸晶組織,等軸晶廣泛分布,基體上分布著強化相。
BJ380A焊縫晶粒尺寸較大,5A06焊縫組織結構較細,2325焊縫中存在局部晶粒尺寸小的區域。這與2325 焊絲中存在 Ti、Cr、Ga 等元素有關,Ti與Al形成TiAl2相[2],成為結晶時的非自發核心,起細化鑄造組織和焊縫組織的作用,Cr在鋁中可形成(CrMn)Al12等金屬間化合物,阻礙再結晶的形核和長大過程,Ga可以在鋁中形成GaAl3化合物,也有類似作用。
5A06側的熔合線區域微觀組織如圖5所示,從左至右依次為BJ380A、5A06、2325焊絲。由圖5a可知,靠近5A06母材一側的熱影響區晶粒無明顯長大,且熱影響區的平均寬度約為70~80 μm,在熔合區未發現明顯的焊縫邊緣柱狀晶組織。由圖5b可知,采用5A06焊絲的5A06母材側熱影響區與熔池界限不明顯,鋁合金的熔合線輪廓模糊,這是因為焊絲型號為5A06,其成分與5A06鋁合金一致,焊縫與母材容易發生互溶[3];熱影響區晶粒有長大趨勢,焊縫邊緣無明顯柱狀晶組織。由圖5c可知,2325焊絲在5A06母材側形成較為致密的樹枝晶區域,基體上彌散分布著大量的強化相。在5A06側,混合區域和等軸晶組織存在明顯的分界層。

圖1 焊接接頭外觀形貌
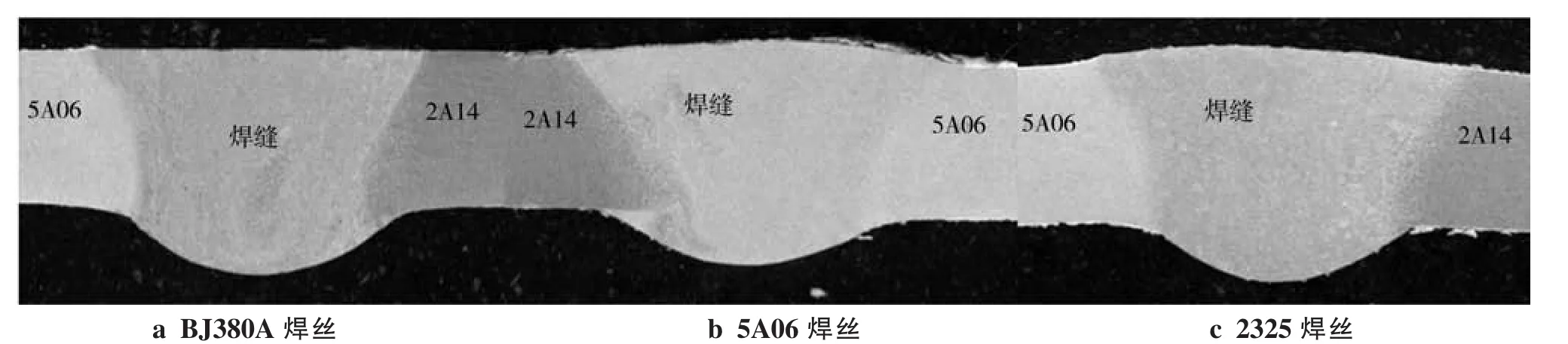
圖2 焊接接頭宏觀形貌

圖4 焊縫中心組織

圖5 5A06側的熔合區域微觀組織
2A14側熔合線區域微觀組織如圖6所示,從左至右依次為BJ380A、5A06、2325焊絲。由圖6可知,在母材2A14側熱影響區晶粒粗化明顯,接頭熱影響區寬度相差不大,但都大于5A06側,約為220μm。這是因為5A06鋁合金為非熱處理強化鋁合金,一般通過加工硬化的方式進行強化,所以對焊接熱過程的敏感性低。而2A14為可熱處理強化鋁合金,對熱過程較為敏感,熱影響區在溫度循環作用下發生固溶強化或者第二相聚集反應,造成了較廣的區域范圍。混合區域存在較窄的柱狀晶組織層,沿母材方向生長。分析原因:一方面受焊接熱循環作用,熱影響區晶粒將長大;另一方面,垂直于母材方向的晶粒在長大過程中會相互擠壓,抑制晶粒垂直于母材方向長大。圖6a和6b中熱影響區和焊縫都有較為明顯的分界,圖6c中熔合區存在柱狀支晶,原因是焊絲中含有Ti、V等元素,進一步降低了焊縫的過冷度[4]。

圖6 2A14側的熔合區域微觀組織
2.3 接頭拉伸試驗及斷口分析
以焊縫為中心,垂直于焊縫方向切割制取標準拉伸試樣,每種焊絲所得接頭各制取3個試件,接頭抗拉強度及斷后伸長率如圖7及表4所示。由圖7可知,焊接接頭抗拉強度最小為297 MPa,約為5A06鋁合金母材的91%,最大為350MPa,接近5A06鋁合金母材的100%,2325焊絲接頭抗拉強度的平均值最大,為349 MPa。抗拉強度以使用2325焊絲的接頭為最優。
由表4可知,BJ380A焊絲焊接接頭延伸率為4.5%~6.5%,5A06焊絲焊接接頭延伸率為5.5%~15.5%,2325焊絲焊接接頭的延伸率為10%~17%。延伸率以使用2325焊絲的接頭最優,其次為5A06,最后為BJ380A。
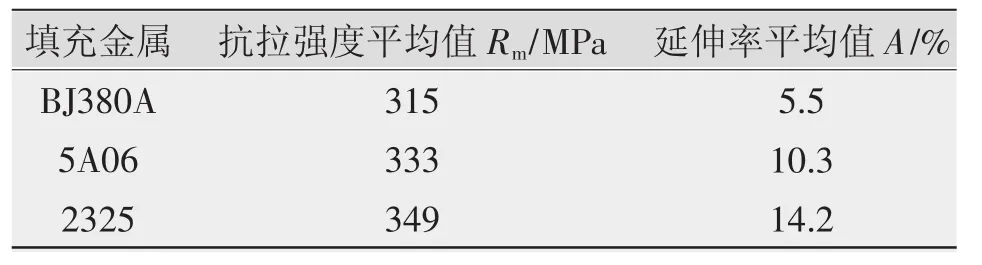
表4 不同焊絲力學性能對比
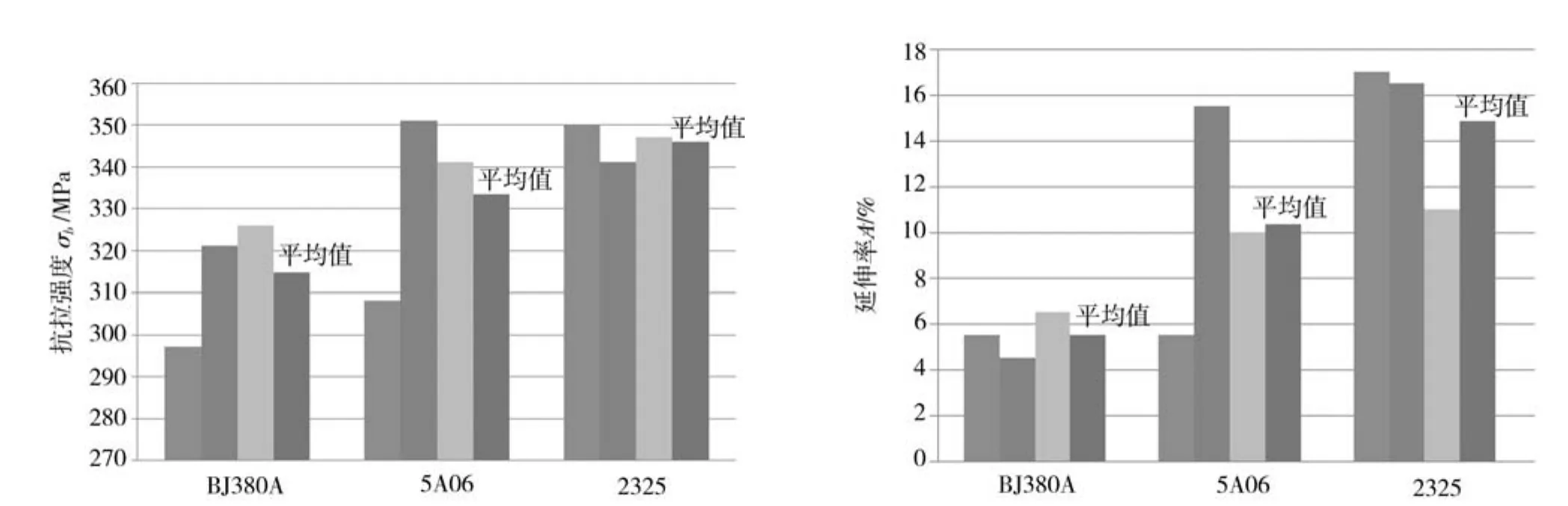
圖7 接頭抗拉強度及延伸率對比
進一步對斷口進行掃描電鏡分析,如圖8所示。圖8a斷口面由較淺的韌窩和解離面組成,底部較平,拉伸斷裂主要為脆韌混合型斷裂。主要與焊縫金屬中大量的初生Si和共晶Si有關,Al-Mg-Si合金中,初生Si和共晶Si均為脆佳相[5],在拉應為作用下極易沿解理面和相界面斷開,貫穿整個晶粒甚至晶界,最終發生斷裂,延伸率很低。這與接頭的拉伸結果相吻合。圖8b、8c為5A06和2325焊絲焊接接頭的拉伸斷口SEM照片,與圖8a不同,其斷口主要由韌窩構成,在圖b韌窩中部含有第二相質點,第二相質點在斷裂過程中起焊縫裂紋核心的作用,該斷口為韌性斷口。圖8c為典型的韌性斷口形貌,斷口有大量細小的韌窩構成。
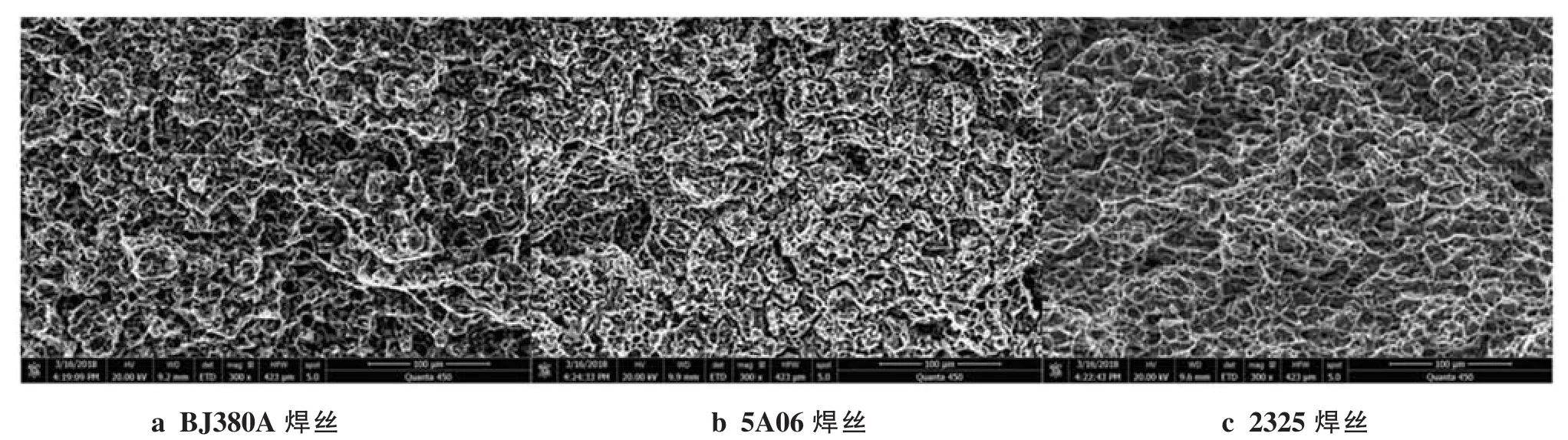
圖8 接頭斷口
3 結論
(1)對厚度3 mm的5A06/2A14異種鋁合金采用BJ380A、5A06、2325焊絲TIG對接焊,均可以獲得外觀質量良好的焊接接頭。
(2)分析焊接接頭顯微組織分析發現,3種焊絲焊縫均為等軸晶組織,焊縫組織細小均勻。2325焊絲的Ti、Cr、Ga等元素有利于減小晶粒尺寸。5A06母材一側熱影響區的平均寬度約為70~80 μm,晶粒長大現象并不明顯。而2A14母材一側熱影響區的平均寬度約為220 μm,熱影響區晶粒粗化明顯。
(3)拉伸試驗發現,BJ380A焊絲所獲焊接接頭的抗拉強度平均值為315 MPa,延伸率平均值為5.5%;5A06焊絲焊接接頭抗拉強度平均值為333 MPa,延伸率平均值為10.3%;2325焊絲焊接接頭抗拉強度平均值為349MPa,延伸率平均值為14.2%。力學性能的優異性為:焊絲2325最優,焊絲5A06次之,最后是BJ380A。BJ380A焊絲的接頭斷裂類型為拉伸斷裂,主要為脆韌混合型斷裂,5A06和2325焊絲的接頭斷口形貌為韌性斷裂。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52