非防溢膠邊框自動溢膠效果工藝的探索
2019-01-25 09:47:24韓燕旭王華偉侯俊杰
山西化工 2018年6期
關鍵詞:效果
韓燕旭, 申 燕, 王華偉, 侯俊杰, 張 玲
(1.山西潞安太陽能科技有限責任公司,山西 長治 046000;2.山西長治平順縣平順中學,山西 長治 047400)
1 不同溢膠效果比較
為保證層壓板的密封絕緣,在光伏組件裝框過程中,需要保證溢膠效果。溢膠效果是指層壓板與邊框安裝槽的縫隙,用塞尺插入至接觸密封膠的深度不超過5 mm,同時,層壓板的背板面有密封膠均勻溢出,不允許有缺膠、氣泡、卷邊的現象,玻璃面不允許有硅膠。因此,需要對光伏組件裝框的溢膠工藝過程進行控制,以達到溢膠效果。
目前,市場上的鋁邊框種類很多,不同的制造商生產的邊框種類不同,根據客戶的具體需求,因鋁邊框的細節差異產生的類別更不計其數[1-3]。目前,筆者所在公司常用的鋁邊框種類,主要包括以下兩種:正面防溢膠槽鋁邊框(見圖1),該邊框設有防溢膠槽(箭頭所示),這種邊框可防止在裝框時正面硅膠溢出,可使組件不因溢膠不均的原因而影響組件外觀。用正面防溢膠槽鋁邊框,基本可以達到良好的溢膠效果;普通防溢膠槽鋁邊框(見圖2),由于這種邊框內部內擴型槽口彎曲度很小(箭頭所示),幾乎無“擠出硅膠”的“容身之處”,因此,普通防溢膠槽邊框也可稱為非防溢膠邊框。在自動線使用非防溢膠槽鋁邊框時,溢膠效果非常不佳,易出現正/背面溢膠、背面缺角、鋸齒、卷邊等不良現象(見圖3~圖6所示)。
因此,在自動化生產線的基礎上,非防溢膠邊框溢膠效果的工藝需要提升。
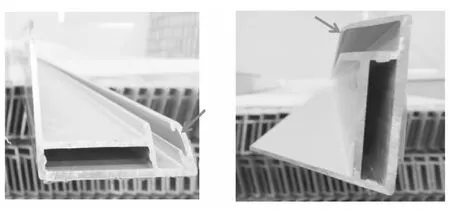
圖1 正面防溢膠槽鋁邊框 圖2 普通(非)防溢膠槽鋁邊框

圖3 正面硅膠溢出 圖4 背面硅膠缺失

圖5 背面硅膠鋸齒狀 圖6 背面硅膠卷邊
2 溢膠效果影響因素分析
2.1 安裝機理
安裝鋁邊框時,層壓件背面朝下、鋁邊框C面朝下(見圖7),槽口方向朝向層壓件,裝框機自動施力,推動邊框向層壓件移動,使槽口“吃住”層壓件(見圖8)。同時,在鋁邊框內涂好的硅膠,會沿層壓件邊緣進行溢膠。溢膠效果的好壞肉眼可見。根據安裝機理查找影響溢膠效果的因素。

圖7 層壓件背面/邊框 圖8 槽口“吃住”層壓件C面朝下
2.2 邊框C面厚度
如圖9所示,兩種邊框C面厚度不同,與防溢膠邊框相比,非防溢膠邊框C面厚度偏薄,約1 mm。1 mm的差別,導致層壓件與槽口C面的相對間距就會增加1 mm,C面的膠量就會大大增加,導致玻璃正面硅膠大量外溢。因此,抬高裝框臺相對高度是改善溢膠效果措施方向之一。
2.3 涂膠角度
如圖10所示,需要用涂膠機對邊框進行涂膠。因非溢膠邊框正面沒有溢膠槽,若膠嘴沿C面內側進行涂膠,玻璃正面極易溢膠。因此,膠嘴沿C面內側對立面進行打膠是改善溢膠效果措施方向之二。

圖9 兩種邊框C面厚度對比 圖10 膠嘴沿C面內側對立面進行打膠
2.4 涂膠量
膠量是影響溢膠效果的直接因素。硅膠量多,則溢出,而硅膠量少,則導致內組件層壓件與邊框之間出現空洞。影響涂膠量的因素包括氣壓、膠嘴口大小、高速速度、涂膠速度、坐標等。因此,對以上因素進行交叉實驗驗證,是改善溢膠效果的措施方向之三。
3 工藝優化及實驗討論
根據以上原因分析,得到以下工藝優化措施:
1) 調整裝框臺相對高度;
2) 膠嘴沿C面內側對立面進行打膠;
3) 調整涂膠速度、高速速度;
4) 調整氣壓大小。
筆者所在公司所用膠嘴為定量不變。同時,涂膠角度統一采用沿C面內側對立面進行打膠的角度進行涂膠。為了減少變量,統一高速速度為600 mm/s。以上3項因素為定量(可進行微調),對裝框臺相對升高高度、涂膠速度、氣壓大小3組變量進行交叉實驗。
①固定裝框機增高高度0.45 mm,涂膠速度調節至390 mm/s,同時,氣壓值變為0.30 MPa;
②方案①基礎上,氣壓值變為0.25 MPa;
③方案①基礎上,氣壓值變為0.26 MPa;
……
⑧裝框機增高高度變為0.60 mm,涂膠速度調節至390 mm/s,同時,氣壓值變為0.30 MPa。
⑨方案8基礎上,涂膠速度繼續降至460 mm/s,氣壓固定為0.25 MPa。
……
以上實驗即對影響非防溢膠邊框溢膠效果的因素進行不斷調整,最終找到最佳配方。
4 結論
通過對“非防溢膠邊框自動溢膠”工藝的不斷摸索,結合實際溢膠效果進行微調,最終設定以下配方參數:裝框臺相對升高高度0.9 mm、短邊框涂膠速度500 mm/s、長邊框涂膠速度480 mm/s、氣壓0.26 MPa,此參數下基本實現了自動溢膠效果(效果見圖11、圖12),解決了正面溢膠、背面嚴重缺膠、嚴重卷邊、嚴重鋸齒等問題。

圖11 背面硅膠均勻、光滑、無異常 圖12 正面無硅膠,干凈、美觀
由于非溢膠邊框本身的屬性缺陷,100%達到完美溢膠效果未能實現,實際生產過程中,不排除對個別組件進行人工修正。這也是今后繼續努力的方向。本實驗改進后的工藝參數,僅適用于本項目所涉及的邊框的安裝,針對其他不同型號的邊框,需區別對待。但是,本文所提到的原因分析思路、措施整改方向,為其他型號的邊框使用提供了思路和方法。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11