鋼軌表面寬帶激光淬火工藝及其疲勞磨損性能
2019-02-27 01:28:36楊志翔王愛華熊大輝羅小華
中國機械工程 2019年3期
關鍵詞:深度
楊志翔 王愛華 熊大輝 張 琨 羅小華
1.華工激光工程有限責任公司,武漢,4302232.中鐵第四勘察設計院集團有限公司,武漢,430063
0 引言
隨著鐵路運輸向高速化和重載化方向發展,鋼軌中磨耗、塑性變形、剝落掉塊的現象越來越嚴重[1-3],尤其在重載小半徑線路上,鋼軌側磨大大縮短了鋼軌的使用壽命,增加了運營成本[1]。
目前,提高軌頭硬度是減小鋼軌磨損最主要的手段,許多學者已經開展了激光硬化鋼軌的研究。早期的激光硬化技術被稱作激光上釉[4-6](laser glazing),它通過激光熔凝在踏面上獲得一層硬化層。美國從2005年起開展了激光熔凝鋼軌的應用研究[7],在鋼軌踏面圓弧段通過激光熔凝淬火獲得20 mm寬、1.5 mm厚的硬化層,硬度達到800HV以上,但在在線測試過程中發現,熔凝過程導致的表面不平整以及表面裂紋會降低硬化層的疲勞性能,甚至硬化層在磨損試驗早期就發生剝落。
國內學者也進行了很多鋼軌表面離散淬火的研究[8-10],通過脈沖激光在鋼軌表面加工出按一定規則排列的硬化點,硬化點可以提高鋼軌的耐磨性,同時硬化點之間的基體材料可以保持韌性。然而,光斑離散淬火的硬化層覆蓋面積小、單個硬化點的深度淺,導致離散淬火對磨損性能的提高有限。激光熔凝處理能提高淬火深度,但會導致鋼軌表面不平整。LI等[11]發現離散熔凝淬火強化的試樣在磨損試驗時,熔凝區邊緣的凸起會顯著增加磨損試驗的早期失重,原因是熔凝產生的不平整表面會減小輪軌間的接觸面積[4],增大接觸應力也會促進接觸疲勞裂紋的產生。由此,獲得平整的硬化層表面顯得尤為重要。
已有研究大都采用小于10 mm的光斑寬度實施鋼軌的強化處理[7-12],而鋼軌的磨損主要集中在踏面圓弧段約20 mm寬的區域[7,13],若通過一次掃描就能完成整個磨損區域強化處理,則能獲得最高的加工效率,還能避免激光搭接區軟化導致的耐磨性能下降。
本文研究了不同寬度激光光斑的鋼軌淬火工藝,通過優化激光工藝參數,在臨界基材表面熔化的極限功率密度條件下,獲得表面平整、硬度均勻的激光淬火層,并對其組織、硬度、疲勞磨損性能進行了測試和分析。
1 試驗材料和方法
研究所選鋼軌材料為U71Mn熱軋鋼軌鋼,原始組織為珠光體,化學成分如表1所示。在工藝試驗前用角磨機對鋼軌表面進行清理。激光淬火試驗采用10 kW IPG光纖激光器配機器人強化系統,通過更換積分鏡來獲得6 mm×6 mm、13 mm×5 mm和20 mm×5 mm三種形狀的光斑。
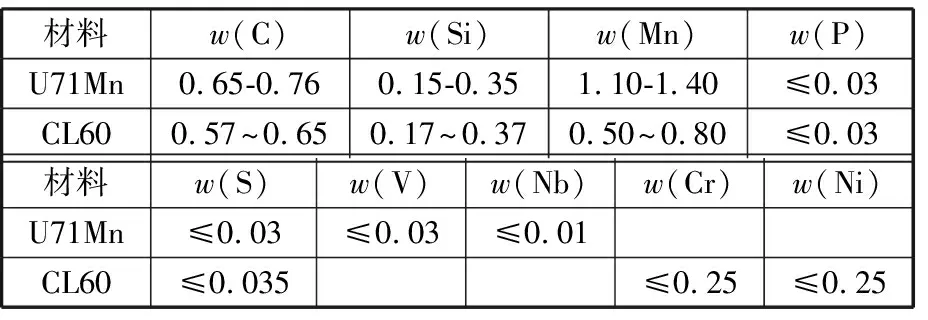
表1 U71Mn和CL60的化學成分(質量分數)
使用線切割機取樣,制備金相樣品,采用4%(體積分數)的硝酸酒精腐蝕樣品,用XJL-03型立式金相顯微鏡觀察組織,使用HVS-1000A顯微硬度計測定強化層的硬度,測試載荷加載質量為200 g,保壓15 s。
滾動接觸疲勞試驗方法參考國標YB/T 5345—2006。試驗采用MJP-30接觸疲勞模擬試驗機,試樣安裝見圖1a,鋼軌試樣為磨損試樣,對磨試樣為CL60鋼(車輪用鋼),成分見表1。分別從鋼軌和對磨試樣的軌頭踏面和車輪邊緣接近表面的位置取樣,以保證試樣的材料和實際情況一致。滾動接觸疲勞試樣的取樣方式和尺寸見圖1b,圖1c為加工好的鋼軌試樣。試樣通過伺服電機驅動,并用液壓裝置加載一個圖1a所示方向的壓力。試驗參數通過赫茲接觸理論計算得出,試驗載荷為5 989 N,接觸區寬度為10 mm,模擬接觸應力為1 200 MPa,試驗轉速為500 r/min,通過齒輪傳動產生5%的轉速差,總循環次數為20萬。鋼軌試樣表面通過激光淬火,獲得約0.8 mm厚的淬火層,完全覆蓋試樣接觸區。對磨試樣采用激光淬火和箱式爐回火處理,將表面硬度調整到50HRC~52HRC。通過測量接觸區輪廓面積的變化來評估磨損量。
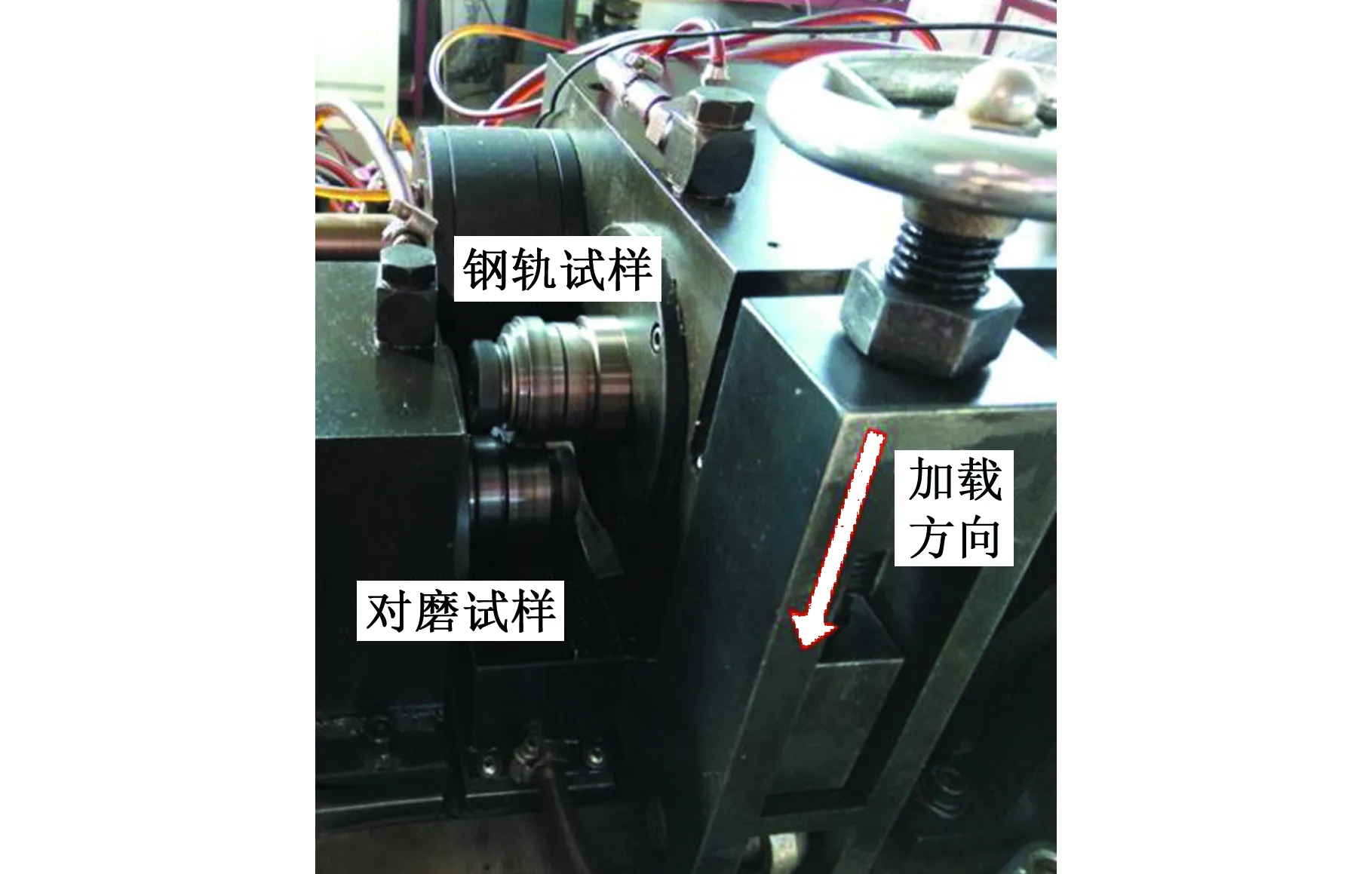
(a)滾動接觸疲勞試驗機
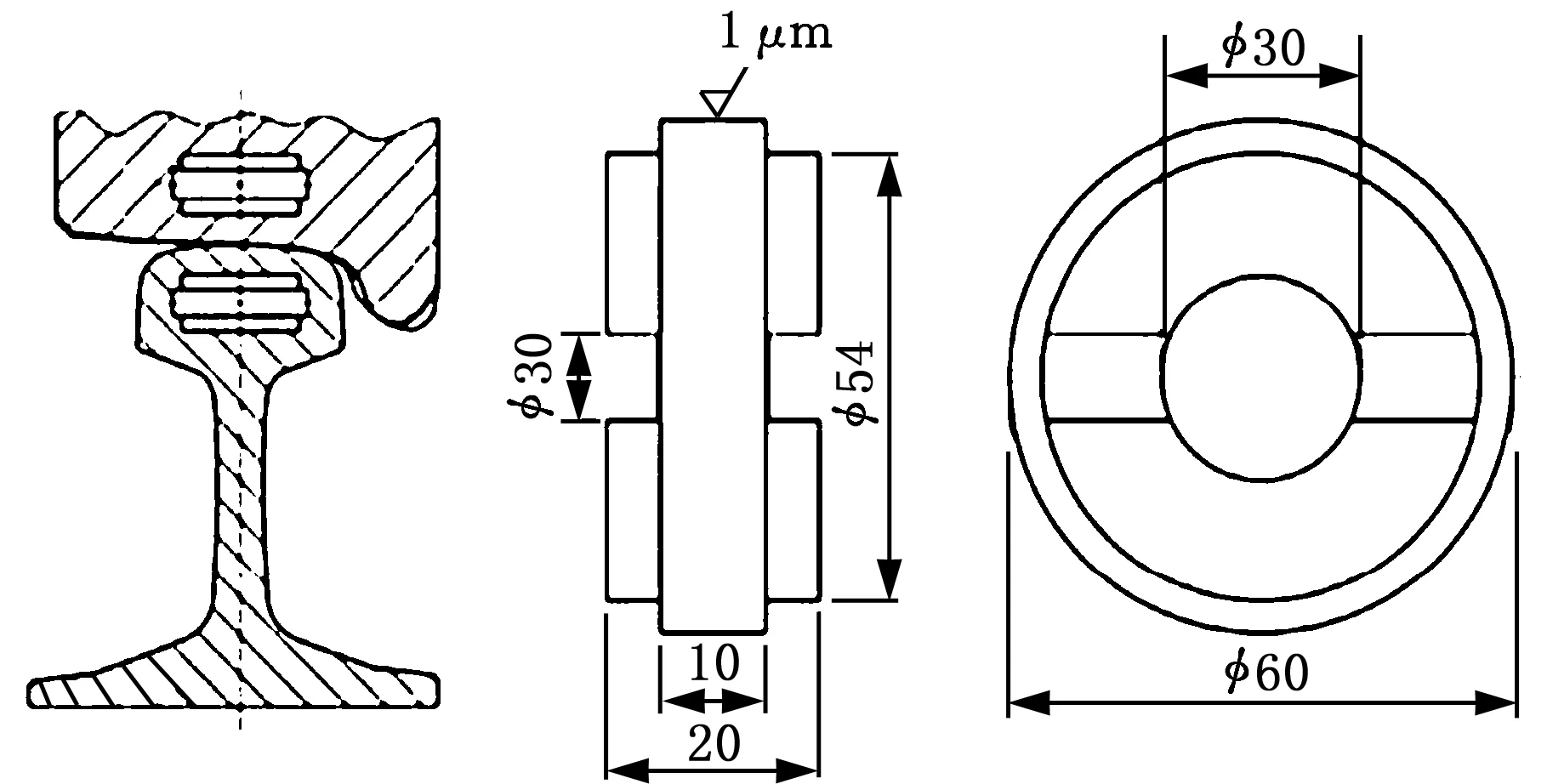
(b)磨損試樣尺寸

(c)加工好的磨損試樣圖1 滾動接觸疲勞磨損試樣和試驗機Fig.1 Rolling contact fatigue specimen and device
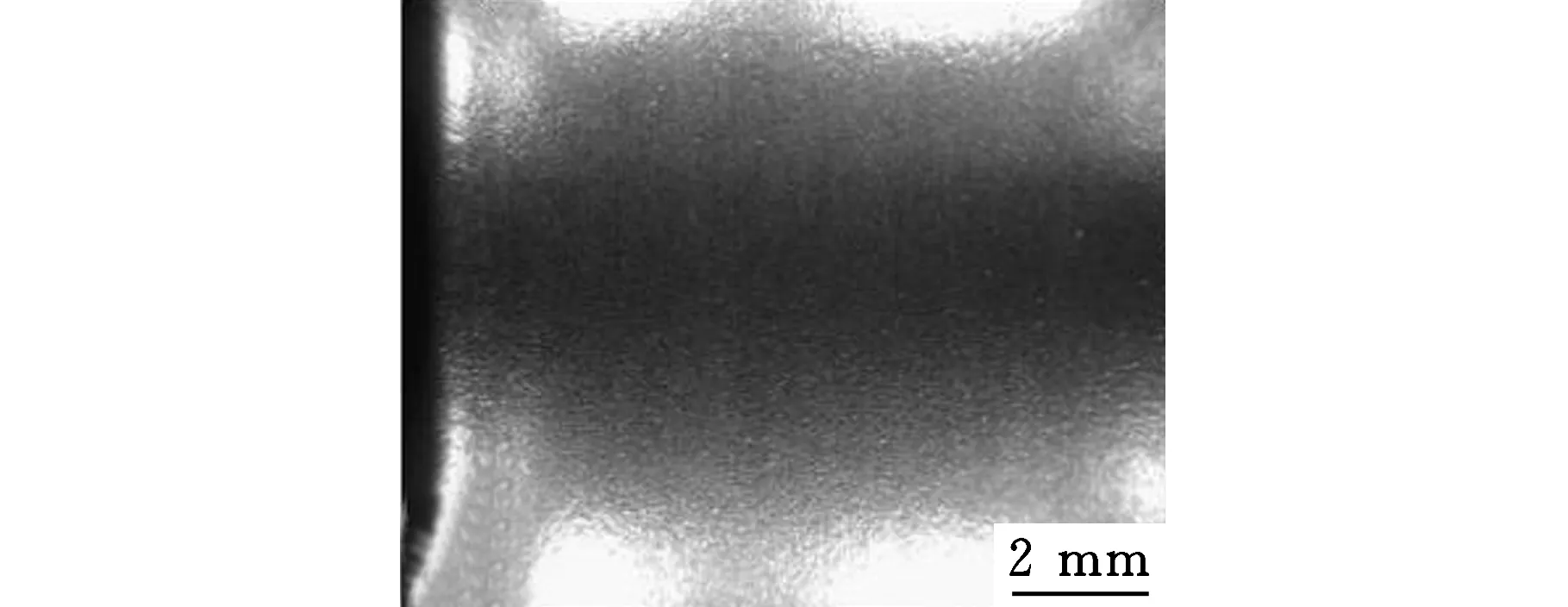
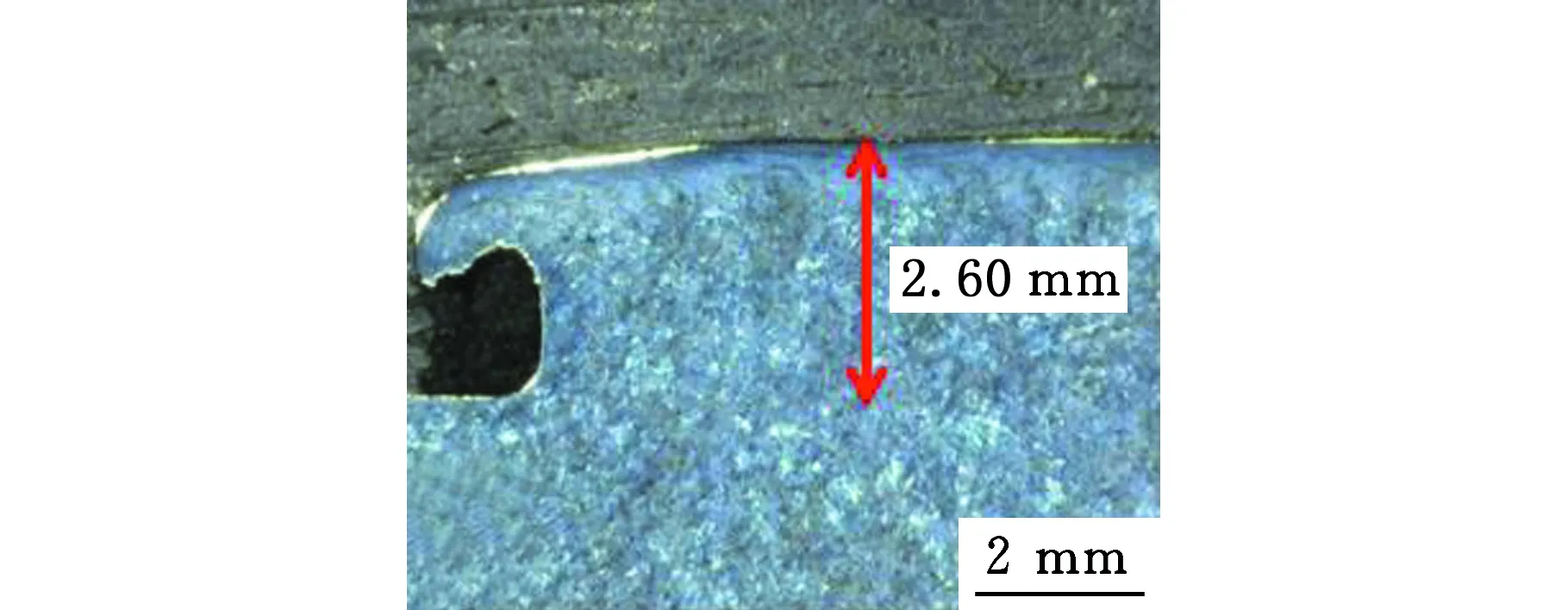
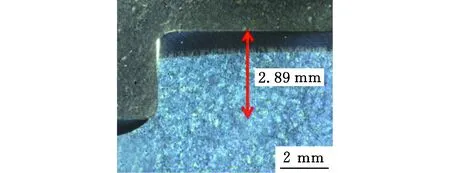
3種寬度光斑的淬火層截面典型形貌見圖2,淬火層的邊緣呈圓弧形,底部平坦,深度隨光斑寬度增加而增加。為了獲得最大的淬火深度,分別測量在不同掃描速度v和光斑寬度s時的臨界功率P0(表面不熔化時對應的最大功率)。結果表明,增加光斑寬度和提高掃描速度都會提高激光淬火的臨界功率,如圖3所示。光斑寬度和掃描速度對淬火層深度h的影響如圖4所示,光斑越寬,淬火層越深,而掃描速度越高,淬火層越淺。光斑寬度從6 mm增加到20 mm,在6 mm/s掃描速度下,淬火層深度增加了0.3 mm,在14 mm/s掃描速度下,淬火層深度增加了0.21 mm。
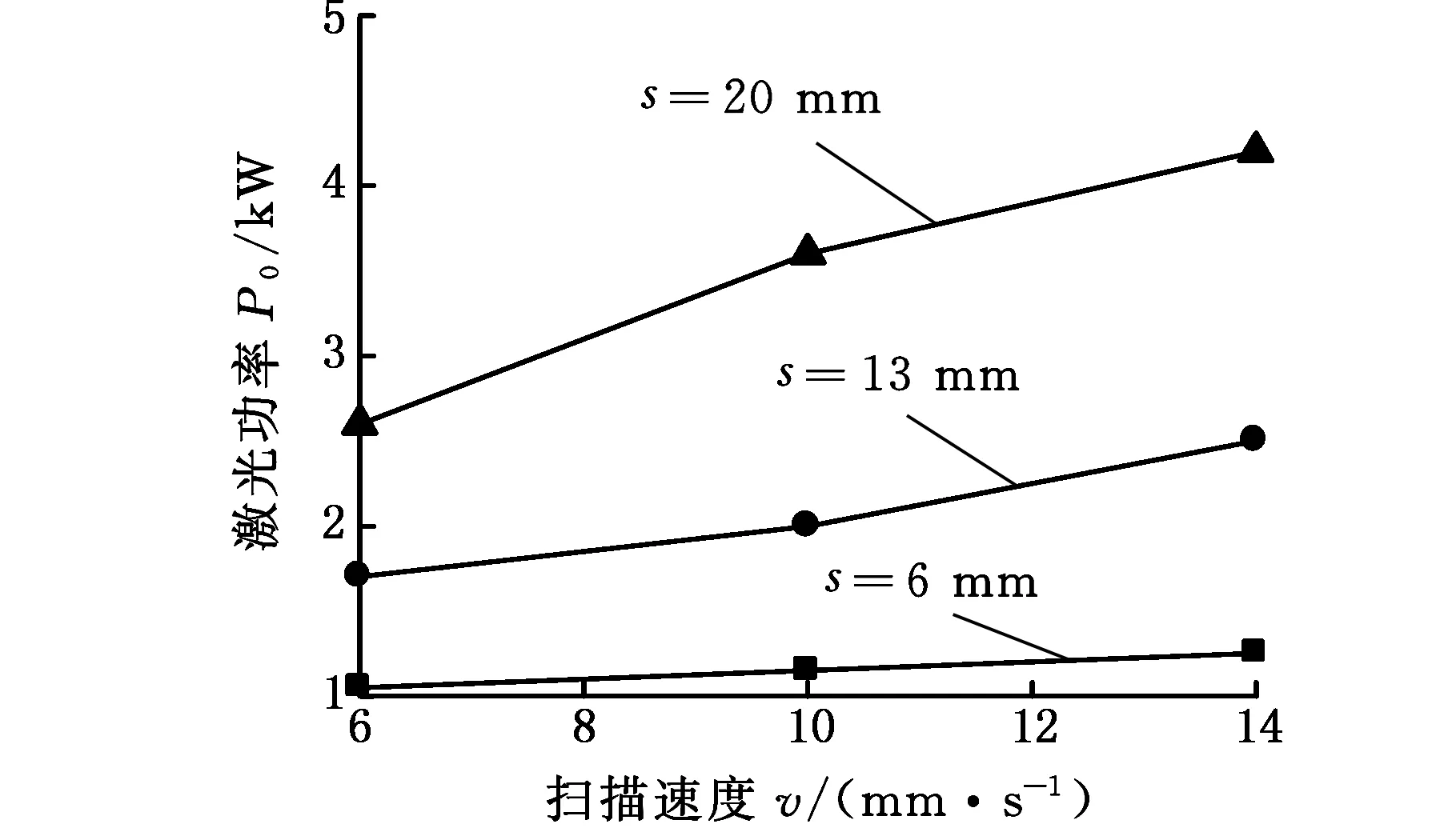
圖3 不同寬度光斑和掃描速度對應的臨界功率Fig.3 Critical laser power for different width laser spots and scan speeds
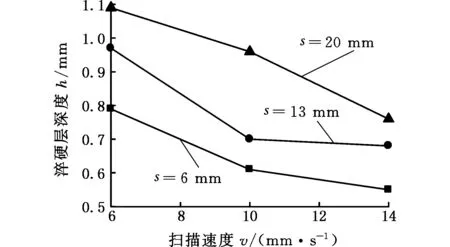
圖4 不同寬度光斑和掃描速度在臨界功率下獲得的淬火層深度Fig.4 Influence of laser spot width and scan speed on hardened layer depth under critical laser power condition

(a)6 mm×6 mm光斑

(b)13 mm×6 mm光斑

(c)20 mm×5 mm光斑圖2 3種寬度光斑淬火層橫截面形貌Fig.2 Cross section of laser-hardened layer of three different width laser spots
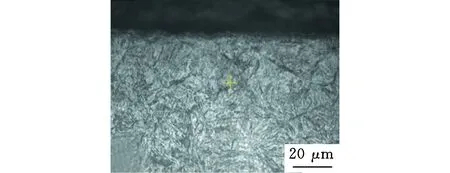
圖5為鋼軌基材和淬火層的顯微組織和顯微硬度圖。由圖5a可以看到,上方白亮的淬火層和下方的基材形成良好的界面,半馬氏體區很窄。圖5b顯示,基材組織由珠光體加上晶界的少量鐵素體組成,顯微硬度為320HV左右。圖5c和圖5d顯示,淬火層主要為針狀馬氏體,表層形成的馬氏體針粗大,淬火層底部的馬氏體細小,這是因為底部溫度梯度大、冷卻速度快。
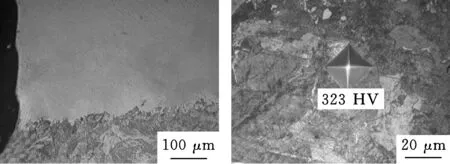
(a)淬火層和基材界面(b)基材
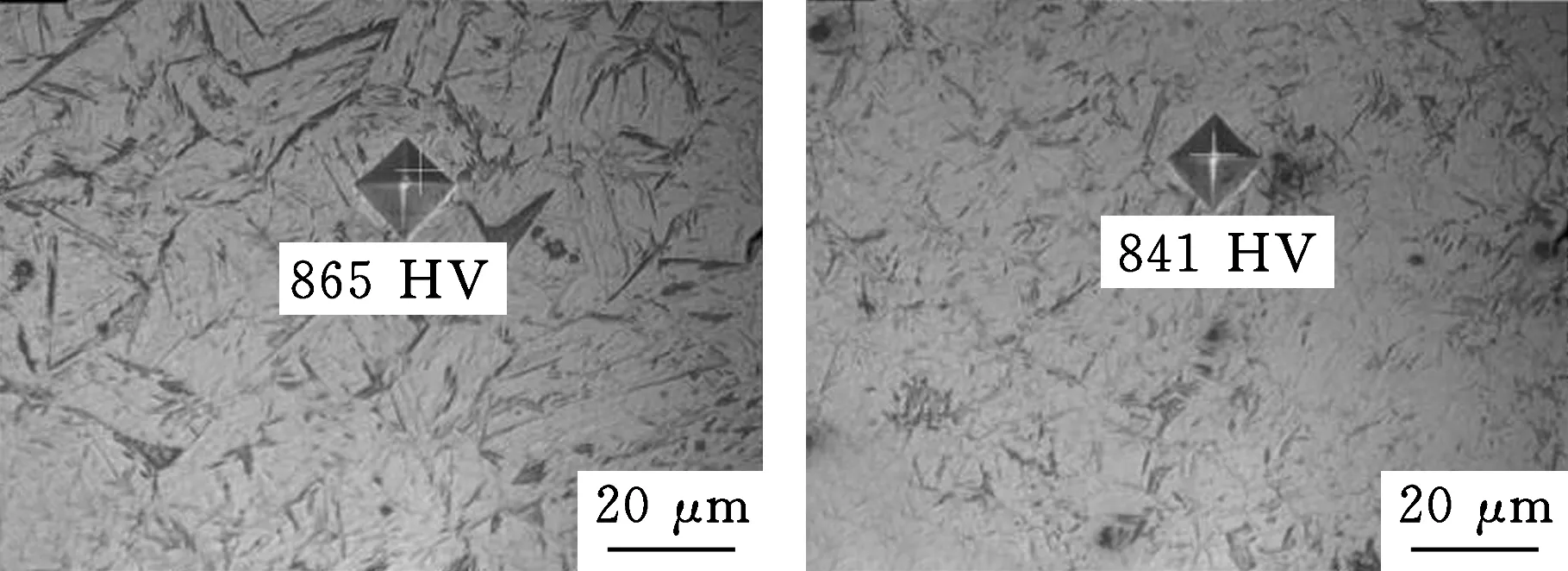
(c)淬火層表面 (d)淬火層底部圖5 鋼軌基材和淬火層的顯微組織及硬度Fig.5 Microstructure and microhardness of rail substrate and laser-hardened layer
淬火層的硬度分布見圖6,不同掃描速度在臨界功率下獲得的馬氏體區的硬度沿深度方向分布均勻(約850HV),在界面區域,顯微硬度迅速降低到300HV左右。掃描速度6 mm/s對應的淬火層深度為1.1 mm,掃描速度提高到14 mm/s時對應的淬火層深度減小到0.75 mm。
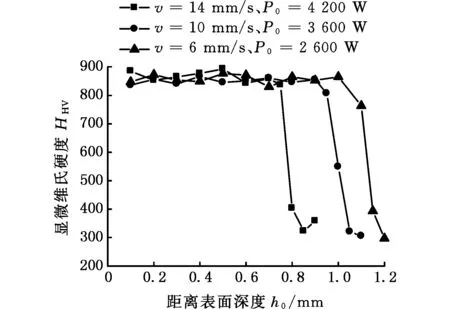
圖6 不同掃描速度對淬火層硬度分布的影響Fig.6 Evolution of microhardness against depth for different scan speed
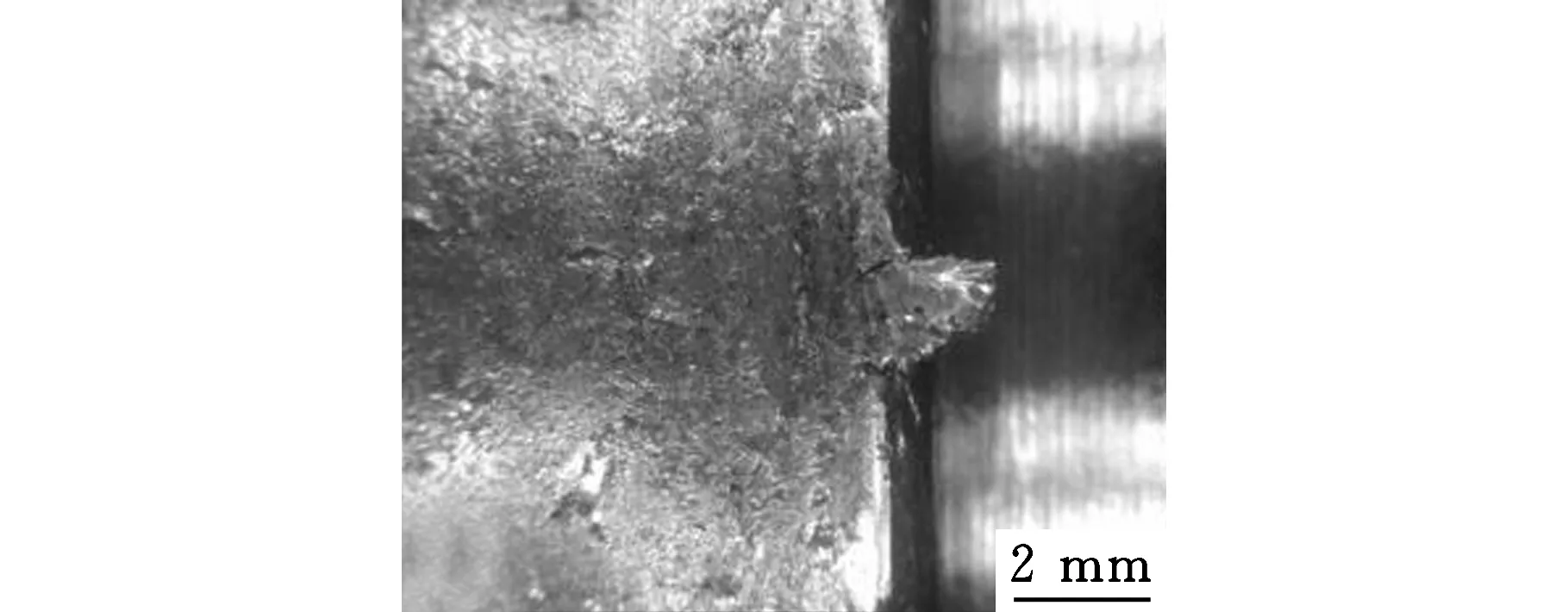
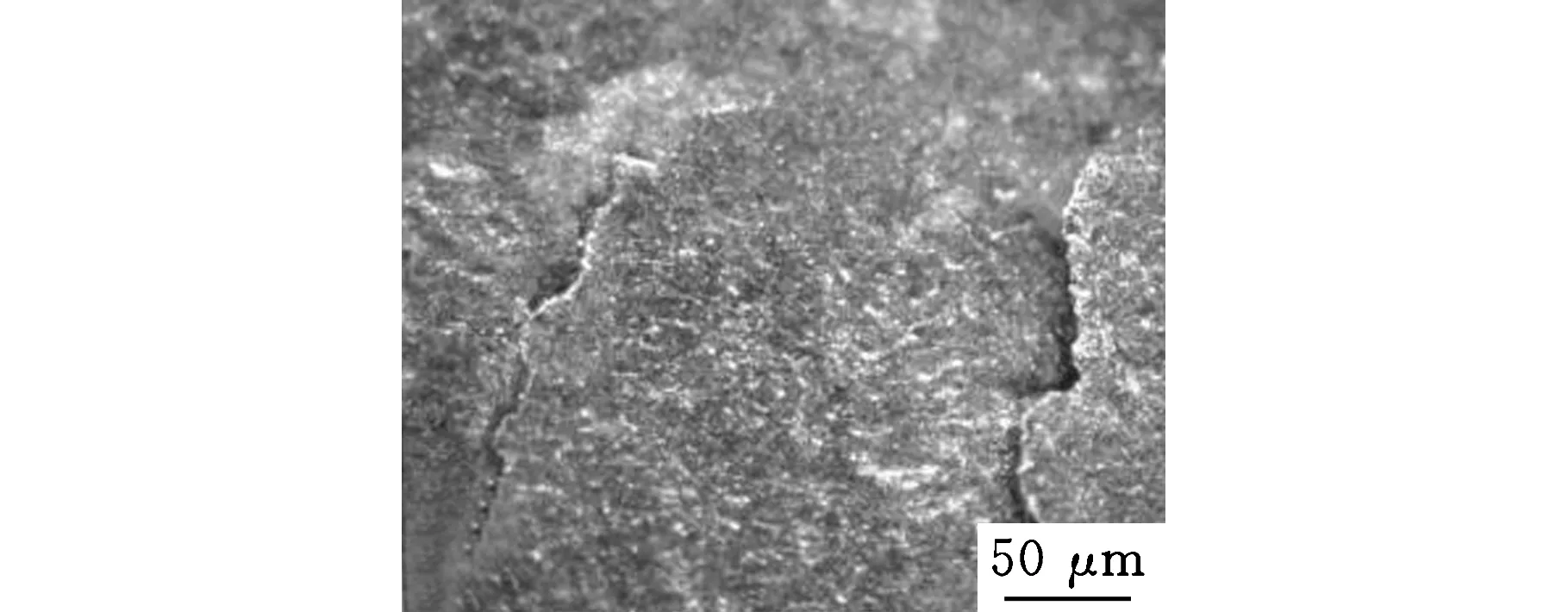
圖7為20萬周次磨損后兩組摩擦副的宏觀形貌,每張圖中左邊為鋼軌磨損試樣,右邊為對磨試樣。圖8為鋼軌磨損試樣的表面微觀形貌,圖9為磨損試樣的斷面形貌。可以看到,未處理試樣的接觸區已經變成圓弧形,接觸區兩側產生嚴重的飛邊,試樣表面粗糙并伴隨大片的剝落層,在斷面組織中可以看到明顯的表層裂紋。激光淬火磨損試樣的表面平整光滑,表面在高倍下可以觀察到細小的剝落層,試樣斷面沒有觀察到任何塑性變形,表面剝落層太淺且無法用光學顯微鏡觀察到。
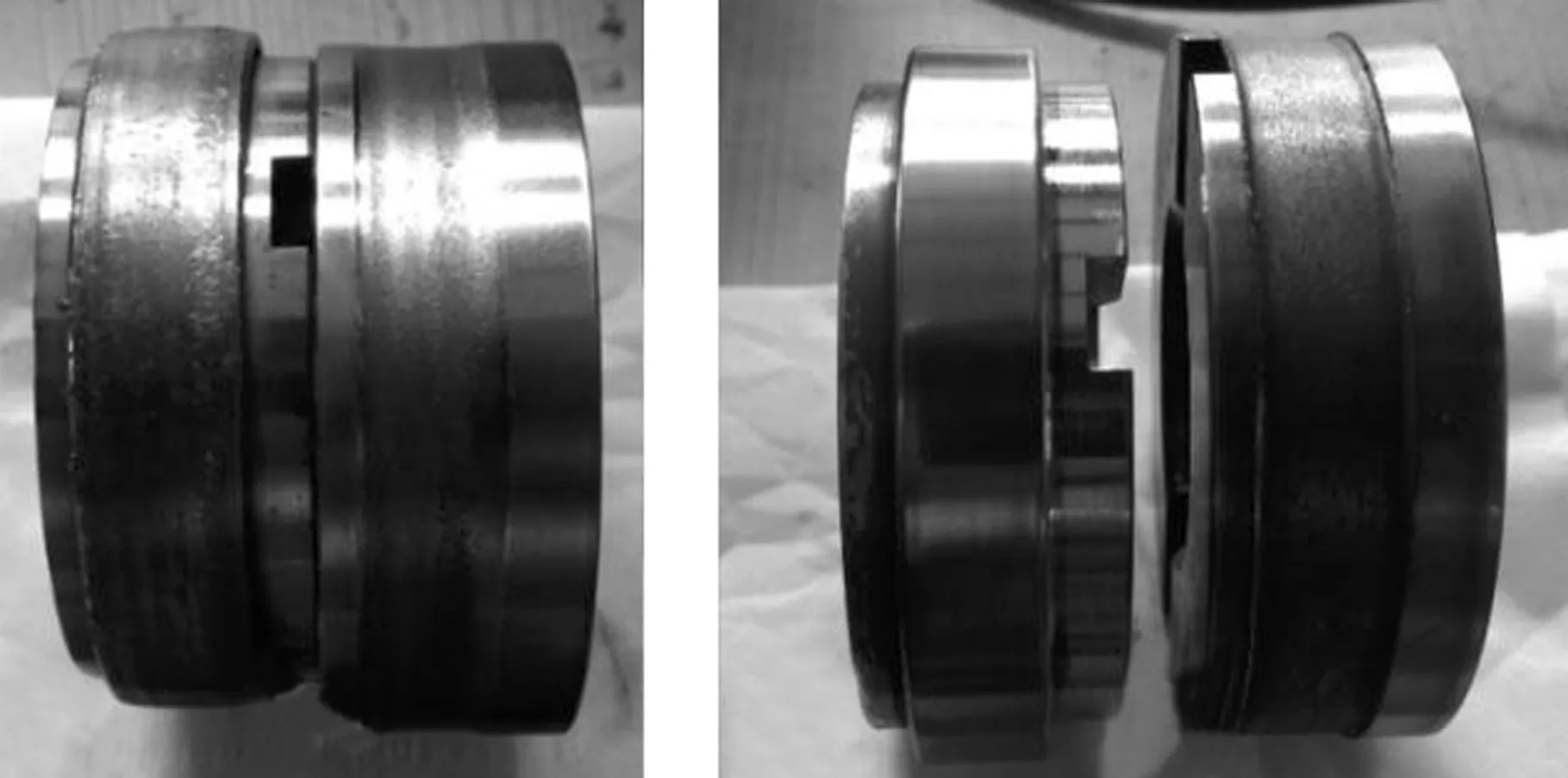
(a)未處理鋼軌試樣和對磨試樣 (b)激光淬火鋼軌試樣和對磨試樣圖7 20萬周次后摩擦副的宏觀形貌Fig.7 Macroscopic view of friction pairs after 200 thousand cycles
(a)未處理試樣(低倍)
(b)未處理試樣(高倍)
(c)激光淬火試樣(低倍)

(d)激光淬火試樣(高倍)圖8 20萬周次后鋼軌磨損試樣的表面微觀形貌Fig.8 Surface micromorphology of rail specimen after 200 thousand cycles
(a)未處理試樣宏觀形貌
(c)激光淬火試樣宏觀形貌
(d)激光淬火試樣顯微組織圖9 20萬周次后鋼軌磨損試樣斷面的顯微組織Fig.9 Cross sectionmicrostructure of rail specimen after 200 thousand cycles
由于未處理試樣形成了明顯的飛邊,材料粘連在接觸區兩側,失重不明顯,因此采用接觸區斷面面積的減小來表征磨損量。圖10為測量的磨損試樣接觸區輪廓,原始接觸區凸臺高3 mm,寬10 mm,磨損后輪廓線包圍的面積測量結果如表2所示。由表2可以看出,激光淬火試樣的接觸區高度減小0.11 mm,接觸區斷面面積減小1.28 mm2,接觸區表面平整,邊緣部分形成了圓角,導致磨損略微增加;未處理試樣的接觸區中心高度減小0.4 mm,接觸區斷面面積減小5.17 mm2,接觸區輪廓呈圓弧形。激光淬火試樣的磨損量只有未處理試樣磨損量的四分之一,減磨效果明顯。圖11顯示,未強化試樣的表面有約0.7 mm厚的塑性變形層,產生形變硬化,表面硬度提高到700HV,隨著深度增加,硬度減小,在0.7 mm厚的深度恢復正常硬度。激光淬火試樣的淬火層硬度達到900HV,在磨損試驗后硬化層還有0.7 mm的厚度,試樣表面耐磨性顯著提高。
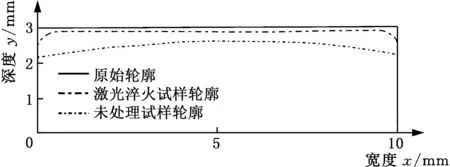
圖10 鋼軌磨損試樣接觸區輪廓Fig.10 Contact area profile of rail specimen
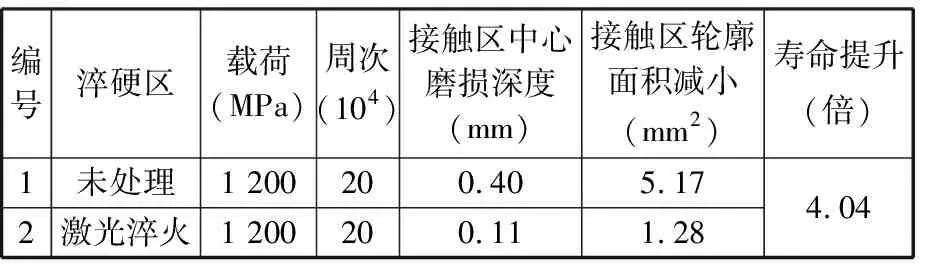
編號淬硬區載荷(MPa)周次(104)接觸區中心磨損深度(mm)接觸區輪廓面積減小(mm2)壽命提升(倍)1未處理1 200200.405.172激光淬火1 200200.111.284.04
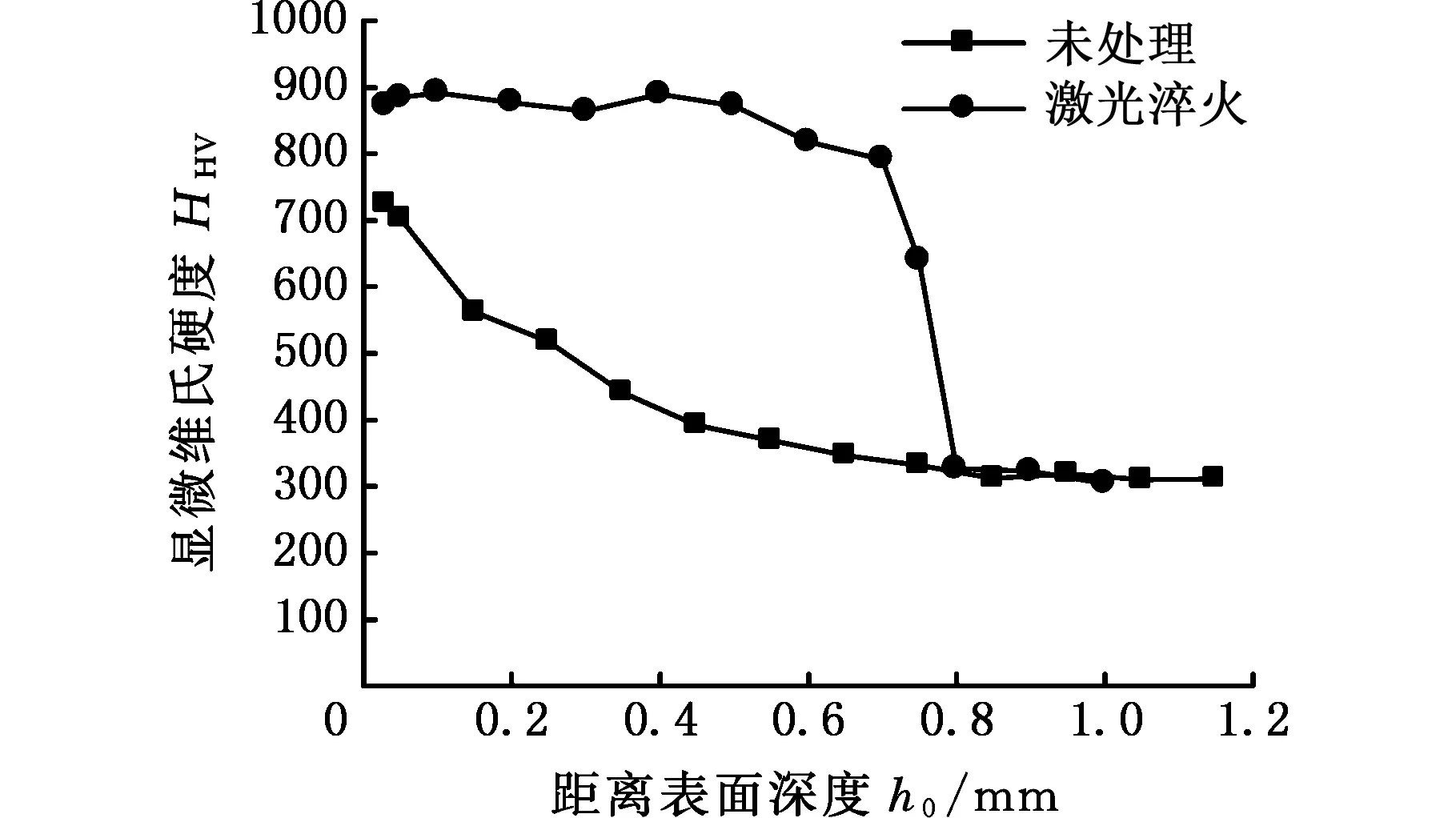
圖11 20萬周次后鋼軌磨損試樣表層硬度分布Fig.11 Evolution of microhardness against depth for rail specimen after 200 thousand cycles
2 討論
對于3種光斑寬度,在淬火區的邊緣都呈圓弧形,這是由淬火層冷卻時的傳熱方向決定的。當光斑寬度比較窄時,在淬火區的邊緣熱量除了向正下方傳遞外,還可以向四周傳遞;而當光斑寬度增加到13 mm以上時,淬火層中心區域受到兩側材料的約束,熱量只能垂直向下傳遞,各處的加熱和冷卻狀態都是相同的,從而在淬火層底部形成平直的底面。光斑越寬,淬火層中心區域的熱量累積越多,更深層的組織都加熱到奧氏體化溫度以上,從而增大了淬火層的深度。增加光斑寬度可以顯著提高激光淬火的加工效率:一方面增加了光斑的覆蓋面積,另一方面在獲得相同淬火深度的情況下,可以提高掃描速度。如使用20 mm寬光斑在14 mm/s下獲得的淬火層深度與6 mm光斑在6 mm/s下獲得的淬火層深度基本相當,但是前者加工效率是后者的6.8倍。
鋼軌淬火層顯微組織的一個顯著特征是界面半馬氏體區很窄。鋼軌材料U71Mn中含碳量為0.65~0.76,成分接近共析鋼,在加熱轉變時完全奧氏體化所需的溫度較低,接近共析溫度,珠光體分解的溫度區間很窄;且鋼軌顯微組織為珠光體加上晶界很少量的鐵素體,沒有像低碳鋼中大塊的鐵素體,在加熱轉變時珠光體直接原位分解形成奧氏體,碳元素不需要向鐵素體中擴散來形成奧氏體,這都有利于激光淬火過程的進行。在激光加熱時,表面絕大部分材料都被加熱到奧氏體化溫度以上,而在冷卻時,依靠金屬自身傳熱,冷速可以達到103數量級[14],奧氏體化的區域都有足夠的冷速形成馬氏體,因此只在界面上沒有充分奧氏體化的區域形成很薄的一層半馬氏體區。
很薄的半馬氏體區會導致硬度在界面附近變化劇烈,從800HV以上迅速降低到300HV,但是試驗結果顯示,這樣的界面并沒有對滾動接觸疲勞性能產生不利的影響。一個可能的原因是表面激光淬火強化后,改變了最大切應力作用的深度。鋼軌的接觸疲勞裂紋是在車輪和鋼軌的交變應力導致表面變形和松弛的過程中產生的,其中,最大切應力是導致表面裂紋向深處擴展的主要原因[15]。輪軌接觸時應力狀態比較復雜,最大切應力一般出現在鋼軌的次表面,而不是鋼軌的表面,其大小和深度與表面的摩擦因數相關。摩擦因數越大,最大切應力越大,作用深度越淺[16]。當鋼軌表面通過激光淬火強化后,會減小表面的摩擦因數[5],摩擦因數的減小會導致最大切應力的減小,從而降低疲勞裂紋的擴展速率,同時摩擦因數的減小也會導致最大切應力作用深度變深。激光淬火層的厚度在1 mm以內,而鋼軌最大切應力一般出現在表面2 mm以下的深度[17],最大切應力作用在下方高韌性的基材上,不容易產生接觸疲勞裂紋,因此,表面激光淬火層不會對鋼軌的接觸疲勞性能造成損害。
表面高硬度的激光淬火層顯著地減小了鋼軌試樣的磨損量, 20萬周次時淬火試樣的接觸區輪廓面積減小只有未處理試樣面積減小的25%。這是由于激光淬火顯著地改變了鋼軌表面的磨損機理。未處理的鋼軌試樣表面的磨損機理主要為塑性流變和接觸疲勞剝落。試驗模擬的接觸應力為1 200 MPa,圖9a中的飛邊說明,該接觸應力已經超過了鋼軌材料本身的抗壓強度。由于磨損試樣和對磨試樣之間存在滑差,在試驗過程中,表層材料在表面摩擦力帶動下發生塑性流變,產生約0.7 mm厚的塑性變形層,并且被擠壓到試樣兩側形成飛邊。從圖11的硬度結果可以看到,未處理試樣表面由于塑性變形,硬度顯著升高,表面硬度可以達到700HV。硬度升高導致表面脆性增大,表面在循環接觸應力作用下產生疲勞裂紋,裂紋沿塑性變形流線方向向下擴展,并最終發展成片狀剝落層[18]。激光淬火強化后,表面硬度提高到800HV以上,磨損機理轉變為輕微的疲勞剝落,如圖8d所示。經過20萬周次磨損后,淬火層和基材的斷面顯微組織都沒有觀察到塑性變形的痕跡,也沒有觀察到明顯的裂紋,下方基材的顯微硬度也沒有升高,試樣磨損深度只有0.11 mm,這都說明淬火層很好地抵抗了磨損過程的塑性變形,有效地保護了下方的基材。強化層表面剝落層的深度小于10 μm,只有用電鏡才能觀察到[19],這些細小的裂紋在磨損過程中會被消除掉,沒有向下擴展形成貫穿淬火層的裂紋。因此通過激光淬火可以顯著提高鋼軌表面在高接觸應力情況下的磨損性能和接觸疲勞性能。
3 結論
增大激光光斑寬度可以增加激光淬火層深度,當光斑寬度從6 mm增大到20 mm時,淬火層深度增加38%;增加光斑寬度也可提高激光淬火的加工效率,在同樣獲得0.76 mm深度淬火層時,光斑寬度從6 mm增大到20 mm,掃描速度從6 mm/s提高到14 mm/s,加工面積可以提高6.8倍。激光淬火層的顯微組織為針狀馬氏體,硬度從基材的300HV提高到800HV以上。疲勞磨損試驗表明,激光淬火試樣的接觸區斷面面積減少只有未處理試樣面積減少的25%,磨損壽命提高4倍。未處理試樣的磨損以疲勞剝落和塑性變形為主,而激光淬火試樣表面只有輕微的疲勞剝落,沒有深層次的裂紋產生,表現出良好的磨損抗性和接觸疲勞抗性。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57