模具表面狀態(tài)對復合材料構(gòu)件固化變形的影響
2019-03-01 00:44:00劉德博湛利華丁星星蔣成標
宇航材料工藝 2019年1期
關鍵詞:復合材料
劉德博 湛利華 丁星星 蔣成標
(1 北京宇航系統(tǒng)工程研究所,北京 100076)
(2 中南大學高性能復雜制造國家重點實驗室,長沙 410083)
(3 中南大學機電工程學院,長沙 410083)
(4 中南大學輕合金研究院,長沙 410083)
文 摘 為查明不同模具表面狀態(tài)下的復合材料構(gòu)件應變演變規(guī)律及其對固化變形的影響,采用熱電偶和光纖光柵傳感器對不同模具表面狀態(tài)下的復合材料構(gòu)件在熱壓罐成型工藝過程中的溫度和應變進行在線監(jiān)測,獲得不同模具表面狀態(tài)下構(gòu)件應變的變化規(guī)律。結(jié)果表明:升溫階段脫模布的使用能夠有效屏蔽模具-構(gòu)件界面相互作用,使構(gòu)件在升溫階段的應變很小。三層脫模劑模具表面條件下構(gòu)件中的應變明顯小于一層脫模劑;降溫階段三種實驗條件下在構(gòu)件中都出現(xiàn)了較大的壓應變,其中一層脫模劑模具表面狀態(tài)下模具-構(gòu)件相互作用力最大,在固化工藝完成后構(gòu)件發(fā)生翹曲變形,且翹曲變形以沿纖維方向為主。
0 引言
先進樹脂基復合材料因其高強度、耐腐蝕和抗疲勞等特點在航空航天領域廣泛應用[1-3]。在熱固性樹脂基復合材料熱壓罐成型過程中,罐內(nèi)壓力會使構(gòu)件緊貼在模具上,當溫度變化時,模具與構(gòu)件的自由熱膨脹或收縮會受到抑制,使得兩者之間產(chǎn)生相互作用[4]。復合材料構(gòu)件固化過程中產(chǎn)生的內(nèi)應力在脫模釋放后引起構(gòu)件的回彈或翹曲,影響裝配甚至直接報廢。而在熱壓罐工藝中,金屬模具與復合材料構(gòu)件之間熱脹系數(shù)不匹配是引起構(gòu)件固化殘余應力及變形的主要因素[5-7]。為了減小復合材料構(gòu)件的固化變形,需要對復合材料構(gòu)件在熱壓罐固化過程中產(chǎn)生殘余應力的機制有更進一步的研究。
KAUSHIK利用自制的實驗裝置模擬熱壓罐工藝環(huán)境,通過測量固化過程中模具與構(gòu)件之間的動態(tài)和靜態(tài)摩擦因數(shù)來研究模具-構(gòu)件相互作用,發(fā)現(xiàn)樹脂固化度和升溫速率影響模具-構(gòu)件相互作用、樹脂固化收縮、復合材料性能、殘余應力和界面失效模式從而與界面摩擦因數(shù)形成一定的函數(shù)關系[8]。FERNLUND 通過實驗研究發(fā)現(xiàn)如果構(gòu)件沿著曲率方向上的鋪層數(shù)量占大多數(shù),改變另外的鋪層方式不會對回彈程度產(chǎn)生大的影響,此外固化周期、模具表面、預浸料種類和構(gòu)件鋪層都會顯著影響C 型件的回彈,并且L型件由模具與構(gòu)件熱脹系數(shù)不匹配引起的回彈遠大于C 型件[9]。TWIGG 研究了固化工藝條件和平板件長寬比對模具-構(gòu)件相互作用引起的翹曲,發(fā)現(xiàn)相較于固化壓力,構(gòu)件的長寬比對翹曲的影響更大,而在不同模具表面狀態(tài)下成型后的構(gòu)件翹曲并無顯著區(qū)別,并且還給出了平板最大翹曲的計算公式[10]。岳廣全采用光纖光柵監(jiān)測了復合材料單向板固化過程中沿構(gòu)件厚度方向和面內(nèi)的應變,發(fā)現(xiàn)構(gòu)件與模具熱膨脹系數(shù)不同引起的固化殘余應變沿構(gòu)件厚度方向呈梯度分布,靠近模具端最大[11]。模具表面狀態(tài)對復合材料固化成型精度具有十分重要的意義,但是關于固化過程中不同模具表面狀態(tài)對復合材料固化過程中應變影響的研究鮮有報道。
本文對復合材料單向?qū)雍习逶跓釅汗薰袒に囍械臏囟群蛻冞M行實時監(jiān)測,利用光纖光柵應變傳感器直接獲得不同模具表面情況下復合材料構(gòu)件內(nèi)部的應變變化,并以此研究固化過程中不同模具表面狀態(tài)對模具-構(gòu)件相互作用的影響。
1 實驗
1.1 材料及設備
以T700/環(huán)氧樹脂預浸料作為原材料,將每層預浸料裁剪為200 mm×200 mm,整個構(gòu)件使用10 層預浸料單向鋪貼而成,成型模具為鋁制平板。熱壓罐最高使用溫度為250 ℃,最大工作壓力為2 MPa,最大升溫速率5 ℃/min,可用最大試件尺寸435 mm×350 mm×600 mm,由大連櫻田機械制造有限公司生產(chǎn)。光纖光柵解調(diào)儀型號為Zen Optics 960,適用波長范圍:1 525 ~1 565 nm,由上海真光信息科技有限公司生產(chǎn)。光纖光柵傳感器作為應變傳感器,溫度靈敏系數(shù)為0.0095 nm/℃,應變靈敏系數(shù)為0.0012 nm/με。
1.2 實驗原理[12-17]
光纖光柵傳感器的纖芯折射率在軸向發(fā)生周期性調(diào)制,根據(jù)模耦合理論,中心反射波長的特征方程為:

由于光纖光柵對溫度和應變均敏感,對單獨一個光纖光柵傳感器的溫度與應變共同造成的波長漂移無法區(qū)分,為了解決光纖光柵溫度和應變交叉敏感的問題,使用熱電偶對光纖光柵傳感器進行溫度補償。這兩個傳感器位置接近,可以認為處于相同的溫度場中,即兩者的溫度歷程相同,因此可通過公式(2)剔除波長變化中溫度的影響,得到監(jiān)測點處的應變:

式中,Δε 和ΔT 分別是光柵應變變化量和溫度變化量,Δλ 為光柵的波長漂移量,Kε和KT分別為光柵的應變靈敏系數(shù)和溫度靈敏系數(shù)。
1.3 實驗方法
為了更好地監(jiān)測不同模具表面狀態(tài)對構(gòu)件應變的影響,將光纖光柵應變傳感器布置于第一層與第二層預浸料之間,其中第一層預浸料與模具接觸,如圖1所示,光纖與碳纖維平行。圖2為熱電偶和光纖光柵傳感器在預浸料中的鋪放位置示意圖。
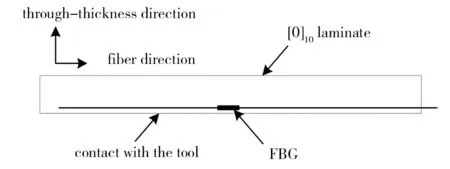
圖1 復合材料構(gòu)件中光纖光柵位置圖Fig.1 Location of FBG in composite part
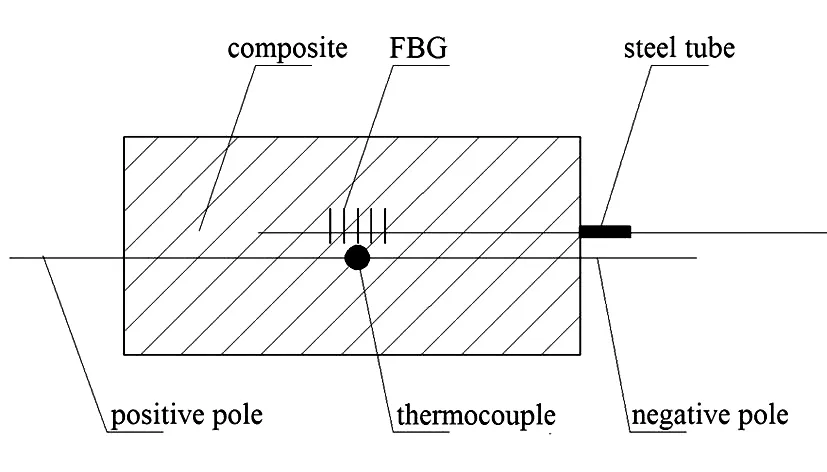
圖2 傳感器鋪放位置圖Fig.2 Locations of the sensors
由于熱電偶直徑很小,僅為0.3 mm,并且在同一平面內(nèi)構(gòu)件中的溫度場基本上是均勻的,因此熱電偶能獲得應變監(jiān)測點處的溫度曲線,同時不會影響光纖光柵監(jiān)測點附近的應變變化。
固化工藝如圖3所示。設計了三種不同的模具表面狀態(tài),其中第一組和第二組實驗中分別在模具表面涂覆一層和三層脫模劑,利用毛氈蘸取脫模劑,并通過手工涂覆的方式來施加于模具表面,脫模劑涂覆方法為:從模具一邊向另一邊以方向不可逆方式涂覆,每層脫模劑涂覆次數(shù)為2,涂覆時力求脫模劑均勻。每層脫模劑的時間間隔為15 min[環(huán)境要求:溫度(25±1)℃,濕度50%±10%]。利用橢偏儀對脫模劑厚度進行了測量。
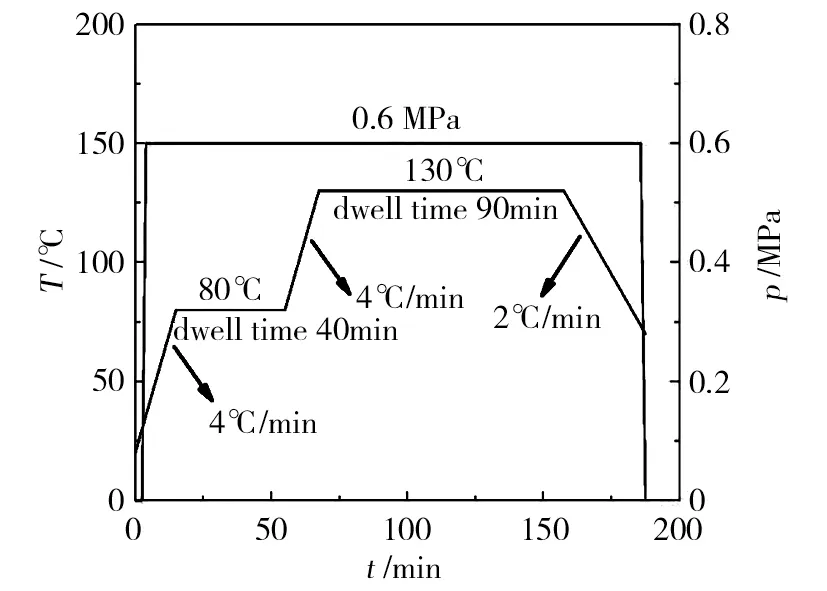
圖3 熱壓罐工藝曲線Fig.3 Curves of temperature and pressure in autoclave
結(jié)果發(fā)現(xiàn):“一層”和“三層”脫模劑厚度分別為8.078 μm 和27.579 μm。為便于敘述,后文用“一層”和“三層”來描述模具表面狀態(tài)。第三組實驗在模具表面覆蓋一層脫模布,材質(zhì)為氟乙烯丙烯共聚物(FEP)。
2 結(jié)果與討論
圖4為構(gòu)件溫度與熱壓罐罐內(nèi)溫度變化曲線,由于存在熱交換過程,構(gòu)件溫度和罐內(nèi)溫度相比稍有滯后,整體上兩條曲線保持相當?shù)囊恢滦浴D5為三種模具表面狀態(tài)下復合材料構(gòu)件固化過程中溫度變化曲線,由圖5可知,三次試驗中復合材料構(gòu)件內(nèi)部溫度歷程基本一致,由此可知:模具表面狀態(tài)的改變對構(gòu)件溫度的變化影響很小。
圖6為三種模具表面狀態(tài)下復合材料單向板在沿纖維方向上的應變演變曲線。在第一個升溫/保溫階段時樹脂處于粘流態(tài),模具以及其材料特性對制件固化應變的影響很小,而樹脂流動是構(gòu)件固化過程應變增大的主要因素,此時單向板沿纖維方向上主要為拉應變;第二個升溫階段時樹脂處于橡膠態(tài),樹脂基體熱膨脹導致拉應變增大;第二個保溫階段初期,劇烈的交聯(lián)反應使樹脂基體收縮,應變有所降低,隨后保持穩(wěn)定;降溫階段,隨著溫度的降低,樹脂基體收縮,三種實驗條件下的應變均隨溫度降低而減小,并轉(zhuǎn)換為壓應變。復合材料層合板應變主要是由樹脂流動、固化收縮及模具-構(gòu)件相互作用引起,并主要形成于固化過程降溫階段[18]。三種實驗條件下的應變曲線差異說明改變模具表面狀態(tài)會影響模具與構(gòu)件之間的相互作用,從而使構(gòu)件產(chǎn)生不同大小的固化變形。
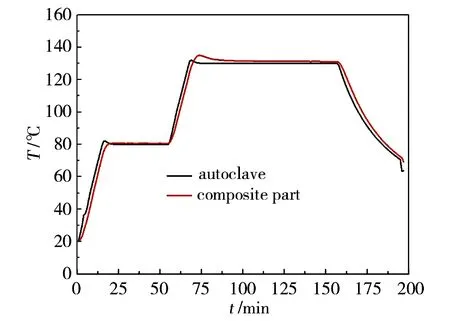
圖4 構(gòu)件溫度與罐內(nèi)溫度變化Fig.4 Curves of temperature of autoclave and part
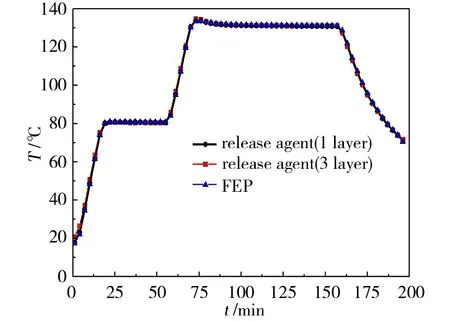
圖5 不同模具表面條件下構(gòu)件溫度曲線Fig.5 Curves of temperature of part in different condition
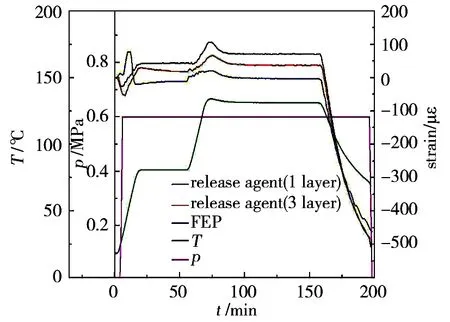
圖6 三種模具表面狀態(tài)下應變曲線Fig.6 Curves of strain in three kinds of tool surface condition
從圖6可知,第一個升溫階段初期,在罐內(nèi)壓力和樹脂流動雙重作用下,制件中的應變產(chǎn)生了一個下凹的波谷,這主要是由于固化初期在罐內(nèi)壓力作用下,復合材料構(gòu)件會被壓實,并導致傳感器受壓,而后隨著構(gòu)件溫度逐漸升高,樹脂逐漸轉(zhuǎn)變?yōu)檎沉鲬B(tài),黏度逐漸降低、流動性增大,由于樹脂流動和傳力性能減弱,使得光纖光柵傳感器逐漸由受壓狀態(tài)恢復正常,在監(jiān)測結(jié)果上表現(xiàn)為壓應變逐漸減小。當工藝溫度達到80 ℃進入第一個保溫階段時,樹脂已經(jīng)過了凝膠點,具備了一定的應力傳遞能力[4],在模具與構(gòu)件因熱脹系數(shù)不匹配導致的相互作用影響下,接觸模具的構(gòu)件部分會出現(xiàn)拉應變,但模具表面狀態(tài)為一層脫模劑的構(gòu)件應變明顯比三層脫模劑模具表面狀態(tài)下的構(gòu)件應變要大,形成這種差別主要是模具-構(gòu)件相互作用是通過兩者之間的剪切應力來實現(xiàn)的,而兩者所能傳遞的剪切應力會受到模具表面粗糙度和模具與構(gòu)件之間摩擦因數(shù)的影響[19]。相較于一層脫模劑,三層脫模劑能夠形成更厚的界面,改善模具表面粗糙度,降低模具與構(gòu)件之間的摩擦因數(shù),減小兩者之間的剪切應力,使得在升溫過程中由模具與構(gòu)件熱膨脹不同引起的構(gòu)件應變變化較小。而模具表面狀態(tài)為脫模布時,構(gòu)件中監(jiān)測到的應變幾乎為零,說明脫模布能夠有效隔絕模具與構(gòu)件之間的剪切作用,屏蔽模具-構(gòu)件相互作用,因此當溫度保持穩(wěn)定后,這三種情況下構(gòu)件應變大小存在明顯梯度,并隨著模具-構(gòu)件相互作用的減弱而減小,如圖7所示。
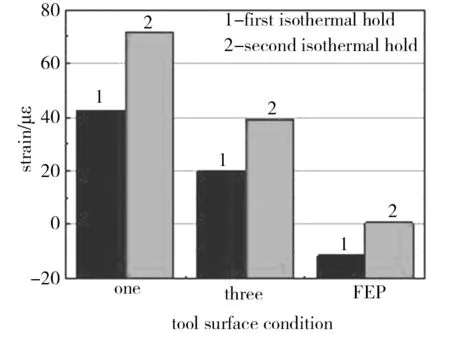
圖7 兩次保溫階段不同模具表面狀態(tài)下的應變值Fig.7 Strain values in two isothermal hold stages under different tool surface conditions
在第二個升溫階段,對模具-構(gòu)件相互作用減弱較小的一層脫模劑模具表面狀態(tài)下的應變增幅最大,并且其增長速率也最大,而脫模布模具表面狀態(tài)下的增幅最小。并且當溫度上升到固化溫度附近時,構(gòu)件中產(chǎn)生劇烈的固化反應,樹脂大量放熱并且產(chǎn)生固化收縮[20],從而在三個實驗中應變曲線均產(chǎn)生了一個波峰。隨著固化工藝進入第二個保溫階段,三種模具表面狀態(tài)下構(gòu)件應變出現(xiàn)了和第一次保溫階段相似的梯度。三組實驗條件下的應變數(shù)值相較于第一個保溫階段均有一定的增大,其中一層脫模劑模具表面條件下的應變增幅最大,這也與前述的應變變化機制分析相同:一層脫模劑模具表面條件對模具與構(gòu)件之間的相互作用減弱效果最小,從而其模具與構(gòu)件剪切應力在三種模具表面條件中是最大的,因此構(gòu)件中產(chǎn)生的應變也是最大的。
隨著第二個保溫階段的結(jié)束,固化工藝進入降溫階段,此時三種模具表面狀態(tài)下獲得的構(gòu)件應變曲線均隨溫度的降低而不斷減小,并且應變變化速率比升溫階段要大,由于在降溫時,樹脂已固化完全,構(gòu)件中的應變變化主要是由模具與構(gòu)件熱脹系數(shù)不匹配引起的,說明在整個固化過程中,三種實驗條件下的模具-構(gòu)件相互作用均在降溫階段達到最大。這是由于樹脂固化完成使構(gòu)件與模具之間由滑動摩擦狀態(tài)轉(zhuǎn)變?yōu)檎辰訝顟B(tài),兩者之間所能傳遞的最大剪切應力顯著增大,從而使應變隨溫度降低而迅速變化,并且從圖6中可以看到,脫模布模具表面狀態(tài)下構(gòu)件應變降幅也迅速下降,表明樹脂的固化顯著增強模具—構(gòu)件相互作用,脫模布也只能部分減小模具熱收縮對構(gòu)件應變的影響。在降溫結(jié)束后,三個實驗中構(gòu)件中的應變均大幅變化,并且由拉應變轉(zhuǎn)變?yōu)閴簯儯麄€降溫過程中三條曲線的應變降幅依然呈現(xiàn)出相似的梯度(圖6)。說明模具表面狀態(tài)不僅影響未完全固化構(gòu)件中的應變變化,在固化完成后的降溫階段,其對構(gòu)件中的應變變化依然有較大影響。固化結(jié)束后三種模具表面狀態(tài)下構(gòu)件的變形如圖8所示,圖中構(gòu)件并未從模具上拆除。
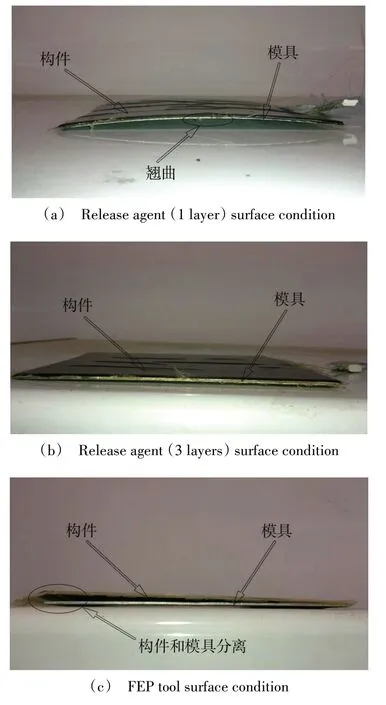
圖8 三種模具表面狀態(tài)下固化成型的構(gòu)件Fig.8 Cured part of three tool surface condition
從圖8(a)中可以明顯看出,一層脫模劑條件下的構(gòu)件沿纖維方向發(fā)生明顯翹曲,說明在此實驗條件下,模具與構(gòu)件之間的相互作用非常強烈。而從圖8(b)可以看出三層脫模劑模具表面狀態(tài)下的構(gòu)件并未發(fā)生明顯變形,說明脫模劑的涂刷次數(shù)能夠有效減小模具-構(gòu)件相互作用,改善構(gòu)件變形。當模具表面狀態(tài)為脫模布時,如圖8(c)所示,模具與構(gòu)件在邊緣發(fā)生了分離,表明外界壓力撤除后,在此條件下的模具-構(gòu)件相互作用非常小,不能維持模具與構(gòu)件的界面結(jié)合從而發(fā)生分離,這與前述獲得的不同模具表面狀態(tài)對模具-構(gòu)件相互作用應變的影響一致。
3 結(jié)論
(1)在升溫階段,鋪放脫模布能夠有效屏蔽模具-構(gòu)件界面相互作用,使構(gòu)件在升溫階段的應變很小,而當樹脂完全固化,固化工藝進入降溫階段后,脫模布的屏蔽作用減弱,構(gòu)件會因模具與構(gòu)件熱脹系數(shù)不匹配產(chǎn)生壓應變。
(2)脫模劑的層數(shù)會影響模具-構(gòu)件相互作用,三層脫模劑模具表面條件下構(gòu)件中的應變要明顯小于一層脫模劑表面條件下構(gòu)件中的應變。
(3)殘余應變主要產(chǎn)生于降溫階段,樹脂的固化使模具與構(gòu)件界面作用加強,能傳遞更大的剪切應力,并且一層脫模劑模具表面狀態(tài)下模具與構(gòu)件之間的相互作用最大,在固化工藝進程結(jié)束后,構(gòu)件發(fā)生明顯的翹曲變形,翹曲變形以沿纖維方向為主。
猜你喜歡
建材發(fā)展導向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29