微小鏜孔機在軸系加厚調(diào)整環(huán)鏜孔上的應用
2019-03-04 01:58:02,,,
船海工程 2019年1期
,,,
(武昌船舶重工集團有限公司,武漢 430060)
船舶軸系齒輪箱輸出端法蘭和中間軸輸入軸法蘭之間的螺栓孔出廠前已進行預開孔,需在船廠組裝進行鉸孔,從而使得螺栓孔的尺寸保持一致。但是由于某船情況特殊,為方便軸系施工,其軸系輸出端法蘭(2號中間軸)和輸入端法蘭(1號中間軸)之間設(shè)置有調(diào)整環(huán),調(diào)整環(huán)厚度265 mm,加上兩端法蘭厚度90 mm,總厚度445 mm,見圖1。若采用常規(guī)的鉸刀配鉸工藝,則存在如下幾個方面的弊端:①所需的鉸刀超長,超出常規(guī)鉸刀的使用長度范圍,需進行專門定制,定制周期長且成本較高;②螺栓孔較長,鉸刀鉸孔的時間較長,施工周期較長;③由于采用鉸刀鉸孔,在較長的螺栓孔內(nèi)施工,較小的偏差均會導致螺栓孔加工質(zhì)量較低;④由于現(xiàn)場實際施工空間有限,且使用的鉸刀長度較長,無法從另一側(cè)直接退刀,需原路退刀,在鉸刀退刀時會導致加工好后的螺栓孔被鉸刀拉傷。
綜上所述,利用傳統(tǒng)的施工工藝方法很難有效解決中間軸法蘭螺栓孔的加工問題,為此,考慮采用微小鏜孔機對螺栓孔的施工工藝方法,解決常規(guī)工藝無法施工的問題,達到提高施工周期及施工精度的目的。
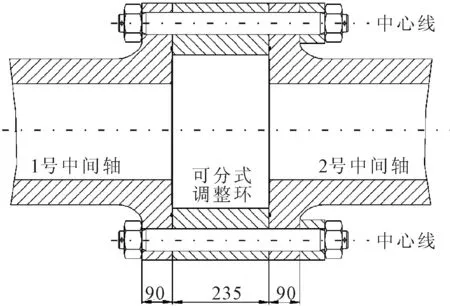
圖1 1、2號中間軸與調(diào)整環(huán)安裝示意
1 微小鏜孔機的選擇
該船1號中間軸和2號中間軸法蘭螺栓孔初始直徑為58 mm,需加工直徑到(60±2) mm,根據(jù)尺寸選擇鏜孔機鏜桿外徑尺寸為直徑50 mm,由于鏜桿長度在2 m左右,為保證剛度需設(shè)置為實心鏜桿,鏜桿內(nèi)部設(shè)置內(nèi)嵌式鏜刀槽。鏜孔過程中分兩步進行,一步進行粗加工擴孔,一步采用浮刀進行精加工,在浮刀過程中,由于鏜桿長度較長,如果鏜桿的跳動量較大,會導致浮刀崩刀而導致螺栓孔劃傷,為彌補鏜桿的跳動量的問題,需將鏜孔機給進裝置與鏜桿之間進行軟連接,故需在給進裝置和鏜桿之間設(shè)置一套萬向聯(lián)軸器,同時需要求鏜孔機兩端的定位軸承間隙在0.02 mm之內(nèi)[1-2];綜上,鏜孔機要求鏜桿直徑為50 mm,實心鏜桿,內(nèi)部設(shè)置刀槽,鏜桿與定位軸承之間間隙不大于0.02 mm,鏜孔機給進裝置與鏜桿之間設(shè)置萬向聯(lián)軸器。
2 施工難點
1)如何實現(xiàn)中間軸法蘭螺栓孔以及調(diào)整環(huán)螺栓孔的精確對中:由于該船1、2號中間軸法蘭及調(diào)整環(huán)螺栓孔出廠時已進行預鉆,各螺栓孔已留加工余量較小,單邊加工量僅為1 mm,如果單個螺栓孔稍有錯位,其他各螺栓孔均會錯位,導致各螺栓孔尺寸加工后存在有超差風險。另外由于1、2號中間軸法蘭法蘭之間設(shè)置有調(diào)整環(huán),2個法蘭的間距較大,法蘭在自重的作用下存在下垂情況,下開口比上開口間距大,無法保證螺栓孔中心線一致。
2)由于采用微小鏜孔機實施螺栓孔加工,為保證鏜桿的剛度,采用實心鏜桿,但采用實心鏜桿卻無法利用光靶實現(xiàn)鏜桿中心線與螺栓孔的中心線的重合,從而無法實現(xiàn)鏜孔機精確定位。
3)根據(jù)鏜孔機的使用要求,鏜孔機需與待加工物件進行有效固定,一般直接與加工物件焊接為整體,方可有效消除鏜孔機的加工誤差,但是本型產(chǎn)品的加工載體為中間軸,無法將鏜孔機直接焊接在中間軸上,有效固定鏜孔機成為難題。
3 軸系法蘭螺栓孔的精確對中控制
根據(jù)軸系加工技術(shù)要求,在螺栓孔加工中需對中間軸法蘭進行配對與對中,兩法蘭間的偏移和曲折值允差為≤0.03 mm[3-4],找中后,兩法蘭面間接觸緊密,且應用0.03 mm塞尺不能插入。但本海警船中間軸法蘭螺栓孔出廠時已預鉆,且中間軸之間設(shè)置調(diào)整環(huán),間距250 mm,無法采用常規(guī)的配對與對中的方案。需對原常規(guī)方案進行改進和優(yōu)化,主要方案如下。
測量1、2號中間軸各螺栓孔尺寸,以1、2號中間軸法蘭的上部和下部各取一個螺栓孔數(shù)據(jù),加工4套銅質(zhì)定位銷,1、2號中間軸各2套。具體要求為:銅棒長度為180 mm,推入位置留錐度,錐度為1:50,長度30 mm,非錐度部位外徑比螺栓孔尺寸小0.01 mm,另外再加工2套工裝螺栓(20號鋼),每套螺栓尺寸分別定位銷旁邊的螺栓孔為依據(jù)。1號中間軸法蘭、調(diào)整環(huán)及2號中間軸法蘭螺栓孔之間具體的對中方案如下。
1)在1、2號中間軸、調(diào)整環(huán)下部各設(shè)置一套調(diào)整工裝,調(diào)整工裝組成為,1套工裝托輥,4套調(diào)整螺栓。
2)先將1、2號中間軸進行轉(zhuǎn)動,使得法蘭各螺栓孔進行粗對中。
3)將調(diào)整環(huán)緩緩落位,并使得其螺栓孔與2號中間軸螺栓孔進行粗定位。
4)將加工好的定位銷打入到2號中間軸上部螺栓孔中,采用定位銷的錐度使得調(diào)整環(huán)螺栓孔與2號中間軸螺栓孔對中,調(diào)整完畢后。將另外一個定位銷打入2號中間軸下部螺栓孔中,調(diào)整調(diào)整環(huán),使的法蘭螺栓孔和調(diào)整環(huán)螺栓孔對中;2號中間軸法蘭與調(diào)整環(huán)螺栓孔對中完畢后,繼續(xù)采用上述方式,轉(zhuǎn)動1號中間軸,將剩余的2個定位銷打入1號中間軸與調(diào)整環(huán)的螺栓孔中;其布置見圖2中a)和b)。
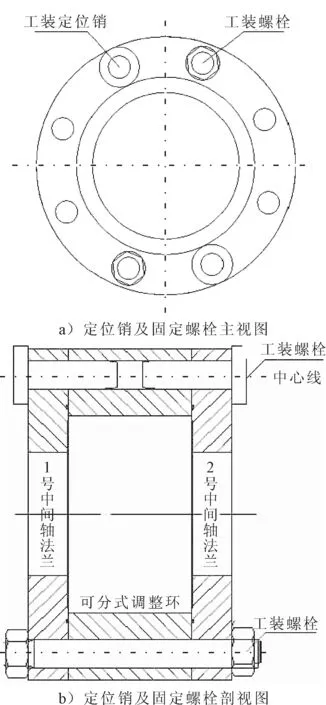
圖2 定位銷及螺栓布置示意
5)通過其他的螺栓孔檢查錯位情況,如存在錯位,手動盤車,直至各螺栓孔完全對中。
6)將加工好的工裝螺栓打入到定位銷旁邊的螺栓孔中,固定鎖死。
7)該過程能夠?qū)崿F(xiàn)螺栓孔的精確對中主要控制點在于:由于定位銷與螺栓孔之間的配合間隙較小,通過對中間軸法蘭以及調(diào)整環(huán)的微調(diào)整,實現(xiàn)各個螺栓孔的中心偏差值在配合間隙范圍之內(nèi),達到精確對中的目的。
4 鏜孔機鏜桿中心線與螺栓孔中心線的調(diào)正
根據(jù)鏜孔機的常規(guī)調(diào)正方案[5-6],鏜孔機調(diào)正可使用2種調(diào)整方案。
第一,采用中空鏜桿,鏜桿兩端設(shè)置照光光靶,在螺栓孔兩端的中心線理論點處分別設(shè)置光源和準直望遠鏡,通過調(diào)整鏜桿的調(diào)整螺栓實現(xiàn)鏜桿中心線與螺栓孔中心線的重合,但目前鏜桿采用實心鏜桿,且無法獲取螺栓孔首尾理論點,故該方案無法實現(xiàn)調(diào)正的目的。
第二,采用實心鏜桿,設(shè)置基準環(huán),定位環(huán)與加工本體連接一起,調(diào)整基準環(huán),通過加工孔兩端的首尾理論點調(diào)正基準環(huán),見圖3中a),拆除內(nèi)部照光光靶及調(diào)整螺栓副,后續(xù)對中直接測量鏜桿與基準環(huán)之間的間距實現(xiàn)鏜桿中心線與螺栓孔的重合,見圖3中b),由于實際中無法獲取螺栓孔的中心線,且定位環(huán)無法與法蘭作為一個整體,且施工空間有限,無法設(shè)置相應的調(diào)整螺栓副及百分表等,該方案在本次施工中也不可行。
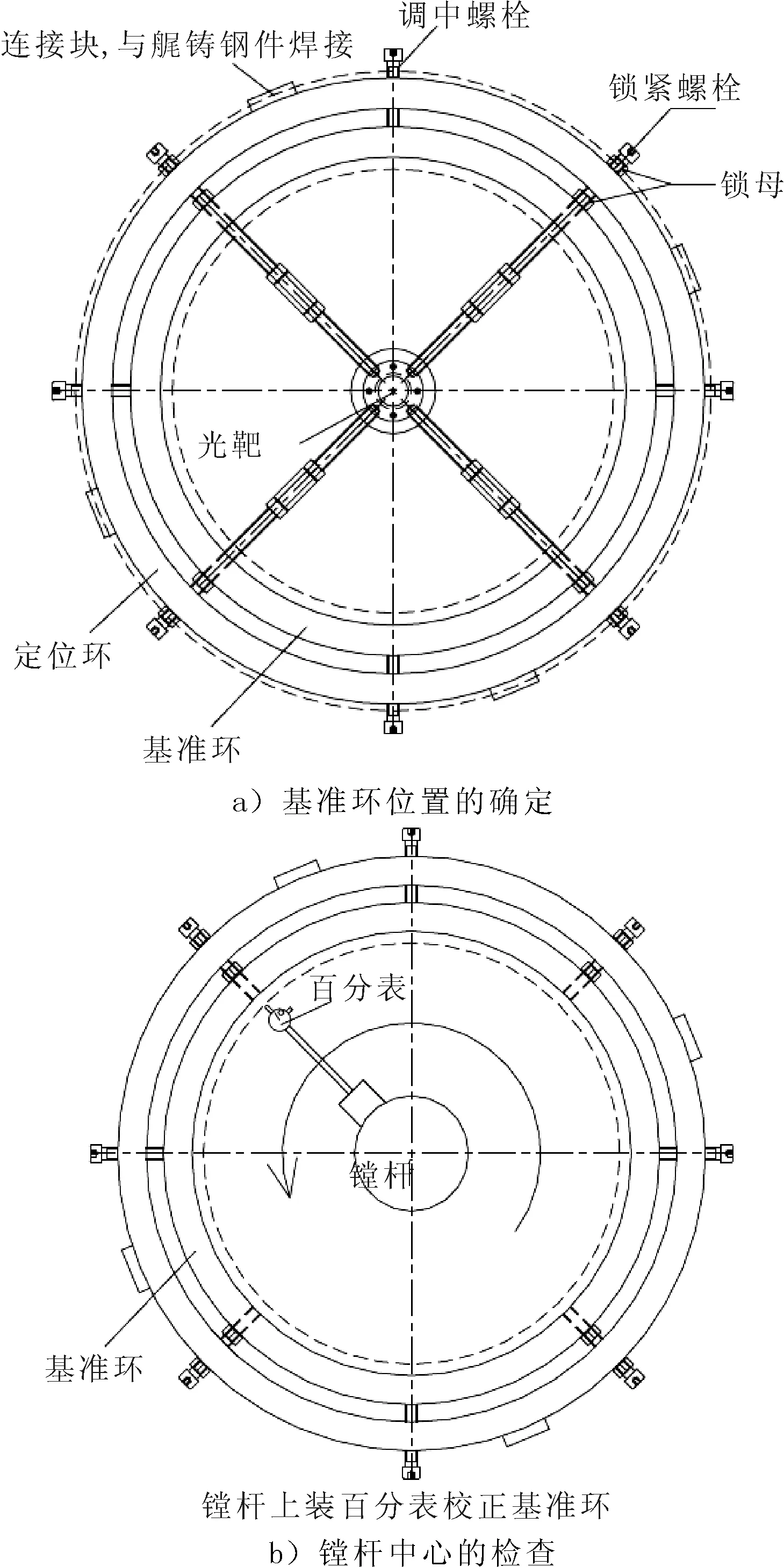
圖3 實心鏜桿照光調(diào)正示意
根據(jù)實際情況以及鏜桿機的對中要求,每個螺栓孔設(shè)計2套相應的對中工裝,首尾螺栓各1套,該工裝主要的要求及對中理念如下。
1)由于中間軸螺栓孔在出廠時已加工,各螺栓孔尺寸數(shù)值基本一致,按照序號3的要求對各個螺栓孔對中后,將各個螺栓孔打上相應的刻線標記,測量各螺栓孔的數(shù)據(jù)。
2)根據(jù)各螺栓孔的尺寸,分別加工一套定位套,定位套的形式見圖4,定位套的外徑比螺栓孔尺寸小0.02 mm,定位套設(shè)計為哈夫結(jié)構(gòu)形式,在定位套與螺栓孔配合部位設(shè)置有凸臺,方便定位套拆卸,定位套上設(shè)置有刻線,用于與螺栓孔對齊。
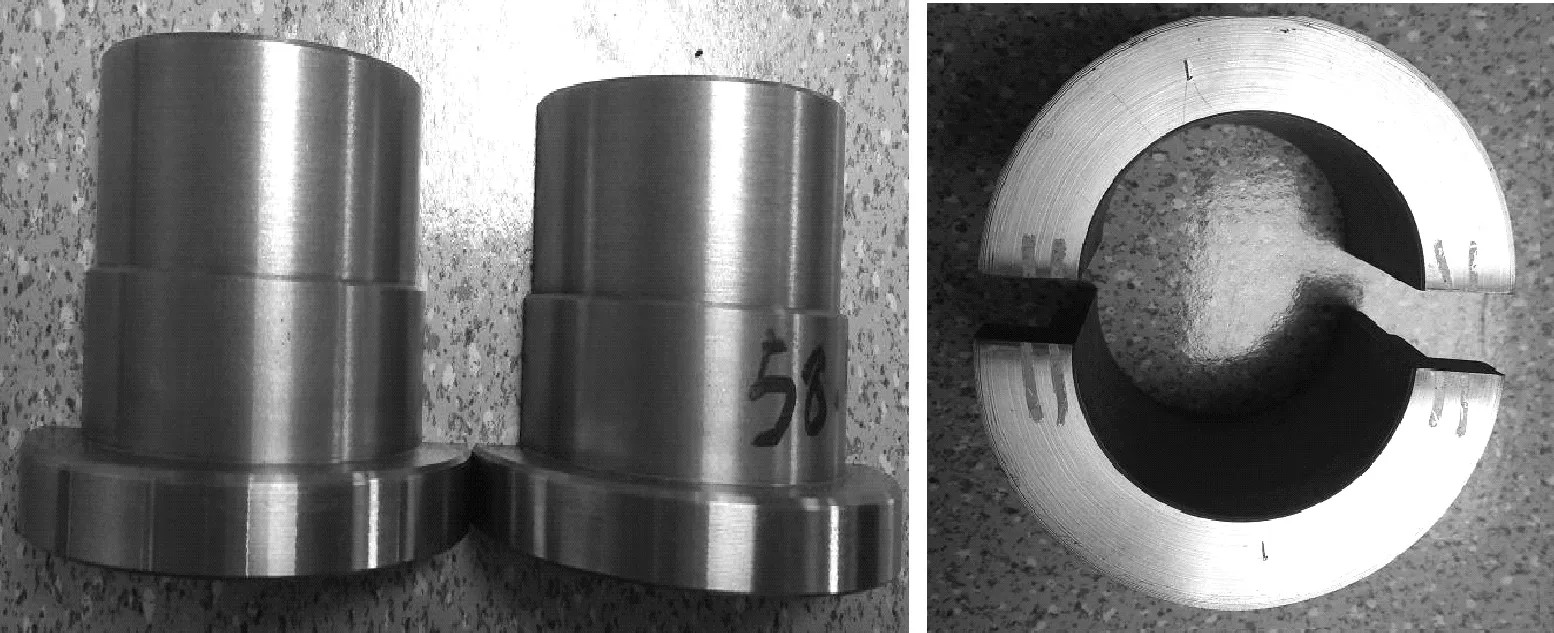
圖4 鏜桿定位套示意
3)定位套及鏜桿布置示意圖見圖5,具體操作為:首先初步架設(shè)鏜桿,鏜桿架設(shè)完畢后,將螺栓孔對應的定位套套入螺栓孔內(nèi),定位套上端刻線和螺栓孔的上端刻線對齊,下端和螺栓孔下端刻線對齊。定位套為哈夫式,方便裝入,定位套裝入后,將鏜桿兩端調(diào)整螺栓鎖死,拆除定位套。
4)定位套與螺栓孔之間的間隙為0.02 mm,定位套裝入螺栓孔后,可確保定位套中心線與螺栓孔中心線的最大偏差不大于0.02 mm,通過在螺栓孔首尾設(shè)置定位套,從而實現(xiàn)鏜桿中心線與與螺栓孔中心線之的重合。
5)鏜桿中心線與螺栓孔中心線的重合性檢驗:鏜桿內(nèi)部刀槽裝入鏜刀,轉(zhuǎn)動鏜桿,采用塞尺檢查鏜刀與螺栓孔外圓間隙,要求前后左右保持一致;通過該操作可以實現(xiàn)鏜桿機鏜桿中心線與螺栓孔中心保持一致。
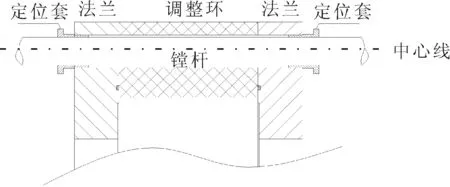
圖5 定位套及鏜桿布置示意圖
5 微小鏜孔機的有效固定控制要點
根據(jù)鏜孔機的一般架設(shè)要求[7],鏜孔機的固定位置需與加工位置保持一致,這樣才能消除外部對鏜孔機的加工影響,由于目前無法將鏜孔機直接焊接在中間軸上,對廠家提供的鏜孔機進行優(yōu)化改進,進行專門的工裝設(shè)計,從而實現(xiàn)鏜孔機的有效固定,工裝型式見圖6。
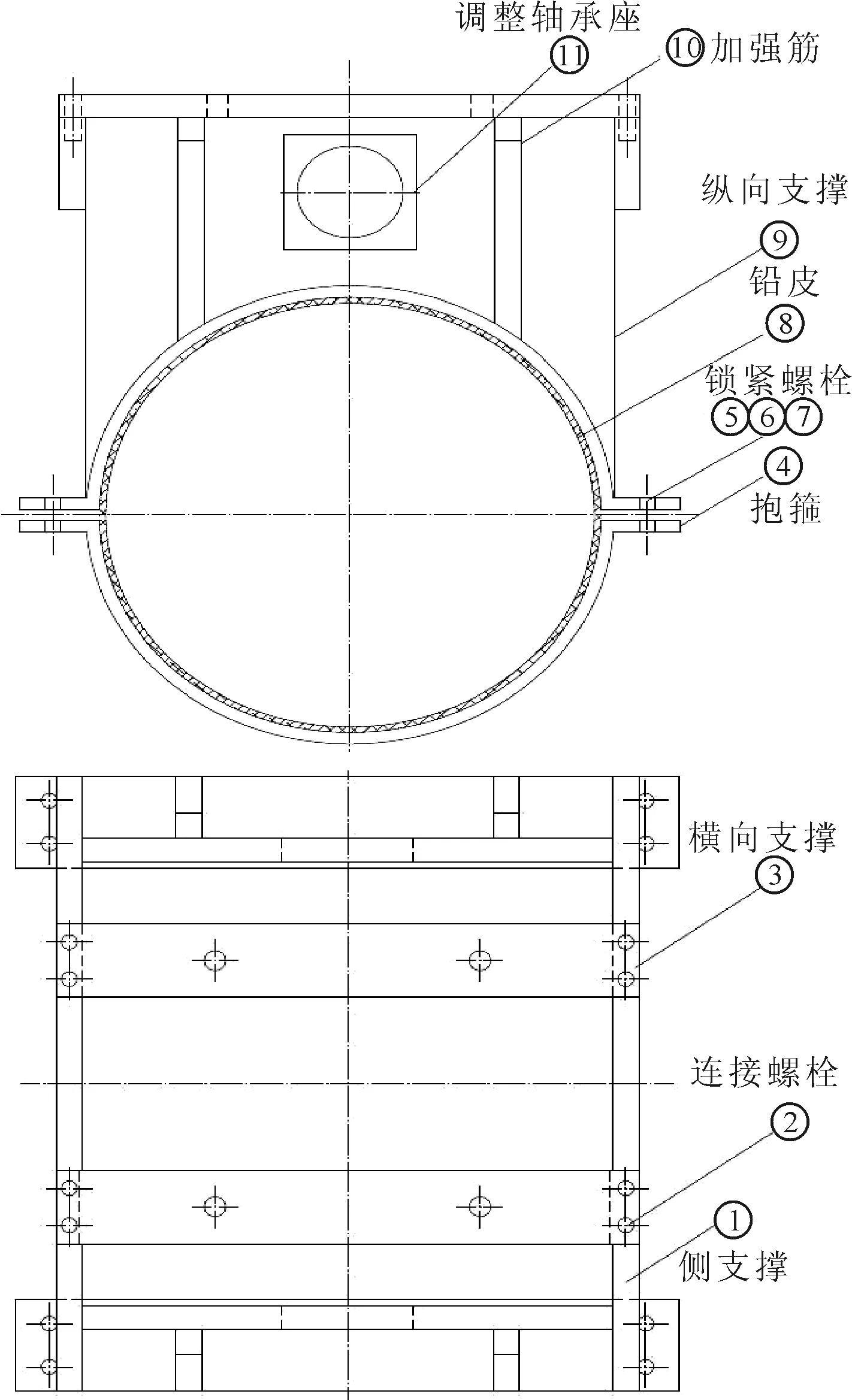
圖6 鏜孔機固定工裝
固定工裝的主要工作原理如下。
1)通過工裝抱箍(序號4)及其內(nèi)部的鉛皮,用鎖緊螺栓(序號5、6、7)將抱箍鎖緊,實現(xiàn)鏜孔機上下方向固定,防止工裝對中間軸外表的損傷。
2)在固定工裝上設(shè)置有2套橫向支撐(序號3),每套橫向支撐上設(shè)置有2個螺栓,在固定工裝安裝后,在橫向支撐上的2個螺栓孔中裝入螺栓,并將螺栓與中間軸法蘭緊貼,通過該螺栓可以保證鏜桿固定架左右方向無竄動,實現(xiàn)鏜孔機左右方向的固定。
3)在固定工裝上設(shè)置有2套縱向支撐,在縱向支撐上設(shè)置有2個螺栓,固定工裝安裝后,將首尾的縱向支撐各擰緊2個固定螺栓,實現(xiàn)首尾方向固定工裝的固定。
4)固定工裝的主要操作要求:將鏜桿穿入調(diào)整軸承座(序號11),通過序號4設(shè)置的定位套將鏜桿進行定位后,將調(diào)整軸承座采用調(diào)整螺栓進行固定鎖死。整套固定架及鏜桿調(diào)整完畢后即可進行螺栓孔的鉸孔,鉸孔完畢后,松開鎖緊螺栓(序號5、6、7)及橫向支撐的鎖緊螺栓,以及鏜桿與給進裝置之間的萬向聯(lián)軸器,抽出鏜桿,轉(zhuǎn)動中間軸,更換下個需鉸孔的螺栓孔,繼續(xù)采用定位套進行定位,剩余螺栓孔往復采用該程序。鏜桿布置現(xiàn)場見圖7。
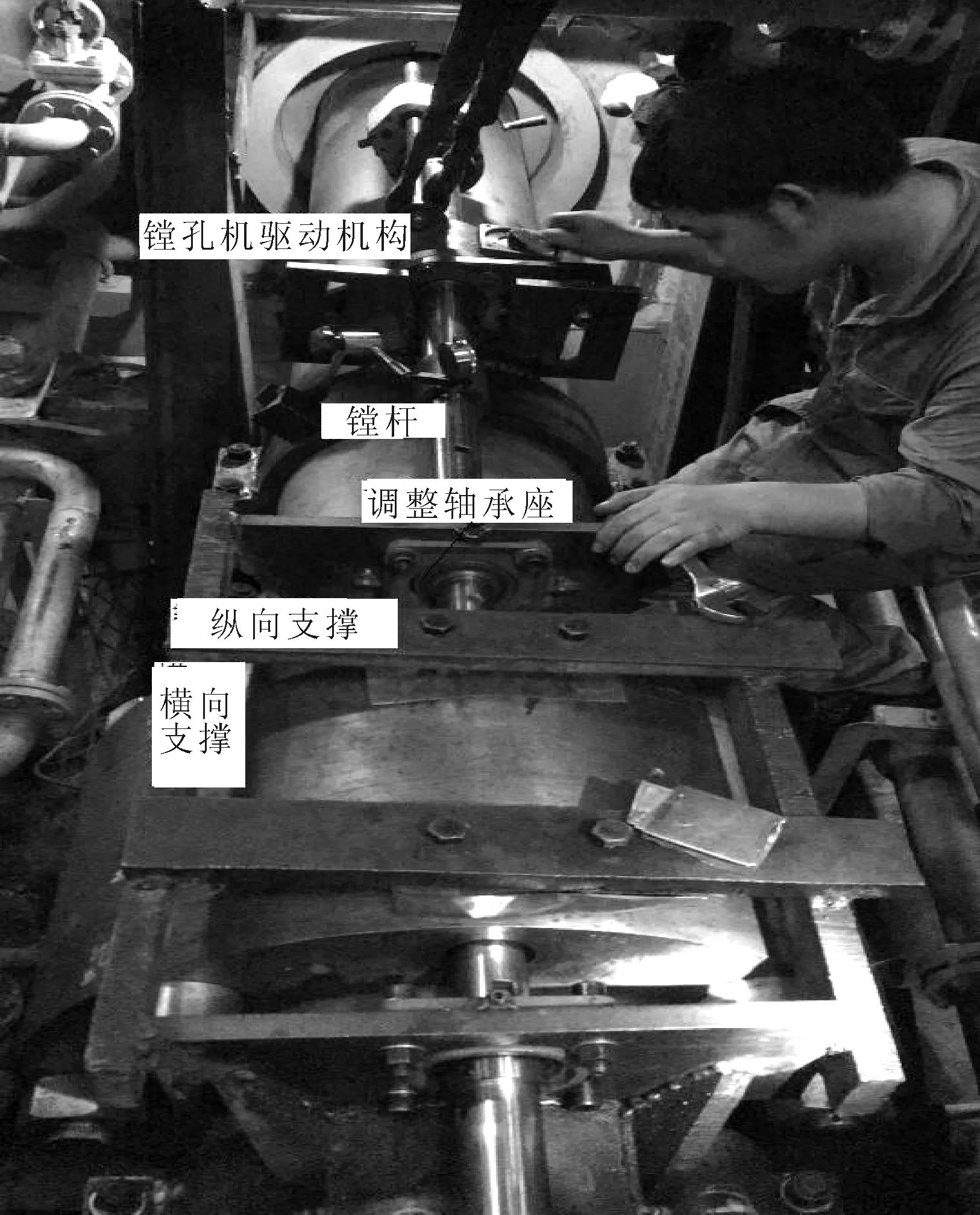
圖7 鏜孔機實際架設(shè)現(xiàn)場
6 效果
實船加工及測量結(jié)果如圖8( 部分)所示,數(shù)據(jù)表明,螺栓孔圓柱度控制在0.025 mm內(nèi),圓度控制在0.01 mm內(nèi),粗糙度最大0.376 μm,螺栓孔各項數(shù)據(jù)均優(yōu)于相應的標準中的加工質(zhì)量要求。另外采用常規(guī)鉸刀進行鉸孔的周期為單孔加工時間約2 d/個,共計16孔,鉸制周期約32 d,采用新工藝及工裝進行加工螺栓孔的周期約0.5 d/個,16個螺栓孔加工周期約8 d,極大地提升了加工周期。
7 結(jié)論
通過對微小鏜孔機在軸系加厚調(diào)整環(huán)上的鏜孔的運用的探討,主要利用定位銷及定位套與螺栓孔的同心度一致的特性,從而實現(xiàn)螺栓孔的精確對中,解決鏜桿中心線與螺栓孔中心線的重合問題。與常規(guī)采用施工工藝不同在于,①可在有限的施工空間條件下進行施工;②鏜孔機無需照光即可實施加工作業(yè),減少照光過程,極大縮短鏜孔機的調(diào)正時間;③實現(xiàn)微小鏜孔機在碼頭階段對軸系法蘭螺栓孔加工中的運用。
其主要的現(xiàn)實意義及價值在于:第一解決了采用調(diào)整環(huán)帶來中間軸法蘭整體厚度加厚后無法采用鉸刀鉸孔的問題;第二、無需進行鉸刀定制,減少施工費用,極大地縮短螺栓孔的配鉸周期;第三,減少鉸刀鉸孔所帶來的加工質(zhì)量、加工風險及加工周期問題;第四,減少施工人員的勞動強度以及其加工控制程序。
目前微小鏜孔機在軸系螺栓孔加工中尚屬空白,針對其各個加工環(huán)節(jié)可形成相應的標準工藝流程,通過對軸系直徑及螺栓孔尺寸的分類統(tǒng)計,實現(xiàn)定位套,固定工裝等工裝的標準化,從而實現(xiàn)微小鏜孔機在軸系施工中的推廣運用。