白車身試制點焊工藝及焊鉗選型研究
2019-03-05 04:01:12楊闖趙洲洋呂鋒任建新
汽車實用技術 2019年3期
關鍵詞:工藝
楊闖,趙洲洋,呂鋒,任建新
?
白車身試制點焊工藝及焊鉗選型研究
楊闖,趙洲洋,呂鋒,任建新
(華晨汽車工程研究院車身試制車間,遼寧 沈陽 110141)
電阻點焊被廣泛應用于白車身焊接試制中,其焊接質量直接影響白車身的尺寸精度,從而對汽車的整個試制及研發過程產生影響。因此文章基于白車身試制,對電阻點焊工藝進行了簡要介紹,分析了手動點焊鉗的基本結構,并且結合實例對手動點焊鉗的選型進行詳細闡述。
白車身試制;電阻點焊;焊鉗選型
前言
近些年,隨著汽車行業的飛速發展,我國汽車的保有量也逐年增加,人們對汽車的質量越來越關注,這就導致汽車研發及制造過程中的試制工作也就顯得尤為重要。白車身焊接試制作為車身精度控制的關鍵一環,需要不斷改進焊接的工藝和方法。同時在項目開始前如果能夠選擇合適的焊鉗庫,對焊點進行合理的分配,對焊鉗壓力及焊接參數進行精確的計算,對特殊焊點提前進行有效的控制和分析,可以使焊鉗種類大大減少,減少焊鉗及零部件備件,降低投資成本,提高效率以及提升車身質量。基于此,本文主要介紹了當前市場上白車身試制過程中的點焊工藝,結合點焊實際情況對手動點焊鉗的選型進行研究分析。
1 白車身點焊工藝
1.1 點焊工藝簡介
點焊是通過焊鉗上下兩電極通電后瞬間產生的高壓,利用電流產生的巨大熱量,瞬時加熱焊接區域,使其局部高溫熔化,然后綜合上下兩電極夾緊力作用形成焊接熔核,將兩層或多層工件連接在一起。
1.2 點焊焊接的循環過程
電阻點焊焊接是一個循環過程,主要分為預壓階段、通電焊接階段、維持階段及休止階段。
1.2.1預壓階段
電極兩端壓力逐漸加大,工件受到外力擠壓產生塑性變形,工件之間點接觸,電阻減少,導電截面增大。
1.2.2 通電焊接階段
在電阻熱能和機械力的綜合作用下形成塑性環和熔核,直到熔核達到所需尺寸。
1.2.3維持階段
電極兩端持續加壓,電流被切斷,機械力持續作用,熔核逐漸冷卻結晶。
1.2.4休止階段
電極停止施壓,為下一個焊接循環做準備。[1]
1.3 點焊焊接的優點及運用
點焊焊接是一種常用的焊接方式,具有焊接變形小、低成本、高效率等優點。當工件可以采用搭接方法連接,并且接頭對于氣密性的要求不高時,均可采用點焊工藝焊接。點焊技術要求金屬具有高塑性[2],因此點焊就成為多數主機廠白車身焊接試制中最主要的焊接形式,即使一些氣密性要求較高的總成,也可以采用涂抹密封膠的形式,增強其氣密性。
2 手動點焊鉗的選型方法
在白車身試制生產中,點焊是白車身焊接的主要形式,手動點焊鉗則是焊接中最為重要的工具。因此正確合理的選擇焊鉗型號,不但可以提高操作工人的焊接效率、總成的焊接質量以及白車身的焊接尺寸精度,而且還可以合理的配備設備及操作工人的數量,從而有效地降低操作工人的勞動強度。
2.1 手動點焊鉗的分類
手動點焊鉗按照結構特點可分為X型焊鉗、C型焊鉗及異型焊鉗三種,而異型焊鉗又分為X型焊鉗和C型焊鉗[3]。但是由于異型焊鉗需要特殊定制加工并且很難用于其他總成的焊接,因此除了一些極特殊需求的分總成外,一般焊鉗選型時盡量不考慮選擇異型焊鉗焊接。
X型焊鉗:
如圖1所示為X型焊鉗,上下兩電極都可以移動,一端電極連接主氣缸,另一端電極連接平衡氣缸,兩極可以同時移動,電極呈現出圓弧線形的運動軌跡,提高焊接范圍,可以進行跨越式焊接。當焊鉗與鈑金件具有一定傾斜角度時,X型焊鉗也能較好的完成焊接要求,保證焊接質量,其對鈑金件的位置要求較低。
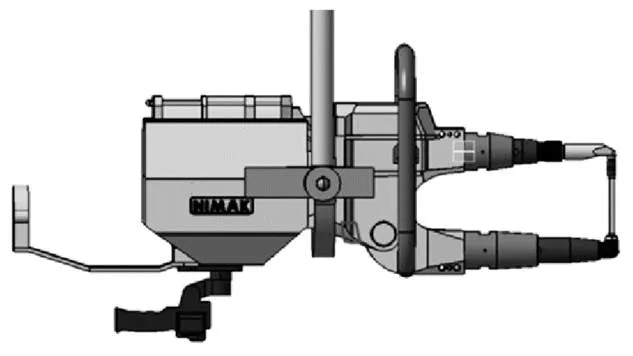
圖1 X型焊鉗
C型焊鉗:
圖2為C型焊鉗,其中一端電極固定,另一端電極與伺服氣缸連接致使電極可以前后移動,電極呈現出直線線形的運動軌跡完成焊接。由于C型焊鉗僅一端電極運動,并且結構簡單,因此焊接時能較為穩定的保證焊接質量。但是其焊接范圍有限,很難進行跨越式焊接,一般只能垂直于鈑金件焊接,對鈑金件的位置要求較高。

圖2 C型焊鉗
2.2 焊鉗選型的基本流程
2.2.1確定焊鉗數量
參照焊接工藝卡、工位及人員布局圖、數據模型中焊點的信息,充分了解本焊接工位具體的焊點位置及數量、焊接板厚及焊接層數要求,考慮人員站位,分析出所需焊鉗及焊機的數量。合理規劃設備及人員的工作量,達到滿足焊接質量的要求下,使焊鉗數量達到最少。
2.2.2選擇焊鉗類型
焊鉗類型的選擇是焊鉗選型中最為重要的一環,主要是從操作性、焊接復雜性及難易度等方面考慮選擇X型焊鉗還是C型焊鉗。在選擇焊鉗的結構形式時盡量使用焊鉗結構簡單、最少數量的焊鉗完成焊接工作。
C型焊鉗的特點是電極壓力大并且焊接穩定,因此鈑金件邊緣以及斜面焊點一般選用C型焊鉗。X型焊鉗從電極臂的長短分類主要有長臂、中長臂、短臂三種型號,分別應用在鈑金件中間部位的焊點、一些豎立的焊點、空間有限位置及鈑金件料厚較大的焊點。
2.2.3確定焊鉗臂尺寸
確定焊鉗臂的尺寸主要集中在確定焊鉗的喉深尺寸A和喉寬尺寸B。如圖3和圖4所示。在確定A和B的過程中主要遵循以下原則:
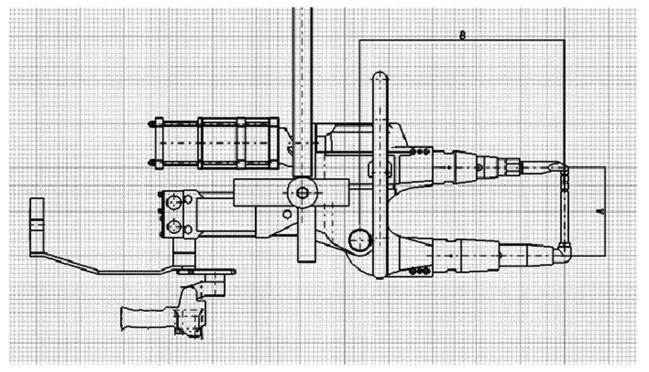
圖3 X型焊鉗臂尺寸

圖4 C型焊鉗臂尺寸
①為了避免焊鉗臂與工裝夾具產生干涉,導致焊接分流,應保證焊鉗臂與夾具的距離保持在30mm以上。
②滿足各焊接工位的工藝及人機工程要求的同時,應使喉深A及喉寬B的尺寸盡量小,從而減輕焊鉗的重量,降低操作工人的勞動負荷,保護操作工人。
2.2.4氣缸型號的確定
氣缸型號的確定就是對焊鉗電極壓力的計算,焊接壓力選擇不當時,焊接質量則得不到滿足。當焊接壓力不足時,電極兩端電阻增大,致使焊點強度降低,焊接時容易產生飛濺物,焊點氣孔等缺陷,如圖5所示為焊點檢測儀檢測出由于焊接壓力不足時焊點的情況。焊接壓力過大時,電極兩端電阻過小,將會致使焊點壓痕過深,如圖6所示為焊點檢測儀檢測出由于焊接壓力過大時焊點的情況。
圖5 焊點虛焊

圖6 焊點壓痕過深
因此在焊鉗選型時,氣缸的選擇是否合理對焊點質量顯得尤為重要。計算電極壓力F的公式為:

式中兩層板焊接時d為較薄板的厚度,多層板焊接時d為多層板總厚度的1/2。
計算得出電極壓力后,根據上一步驟中確定的焊鉗尺寸計算出氣缸所需的輸出壓力,進而確定氣缸的型號。對于C型焊鉗來說F電極等于F輸出。對于X型焊鉗則需利用力矩相等的原理計算出氣缸的輸出壓力[4],公式如下:

式中L1和L2分別為電極壓力及氣缸壓力的力臂,如圖7所示。
2.2.5確定吊具類型
手動點焊鉗重量在30kg到60kg之間,因此為了提高其操作流暢性,需要選擇合適的吊具吊掛焊鉗,并且需要搭配平衡器來使用。平衡器的作用是,當操作焊鉗時,平衡器可以使焊鉗在任意高度懸停,減少操作工人體力的浪費。目前手工點焊鉗的吊具主要有固定吊具、轉盤吊具、半圓吊具三種[5]。
2.2.6三維模擬
由前五步驟就確定了焊鉗的型號,這時需要將焊鉗的三維模型導入到包含夾具及車身數模的模型中。首先模擬焊鉗的真實動作,確認焊鉗、電纜、水氣管是否與夾具及鈑金件干涉,如果發生干涉則需要重新對焊鉗型號進行選擇。其次考慮焊鉗的長度及操作的難易度是否滿足人機工程學的要求,是否達到節省操作工人的體力,減少對他們的損傷的目標。如圖8為下車身焊鉗選型的三維模擬圖。
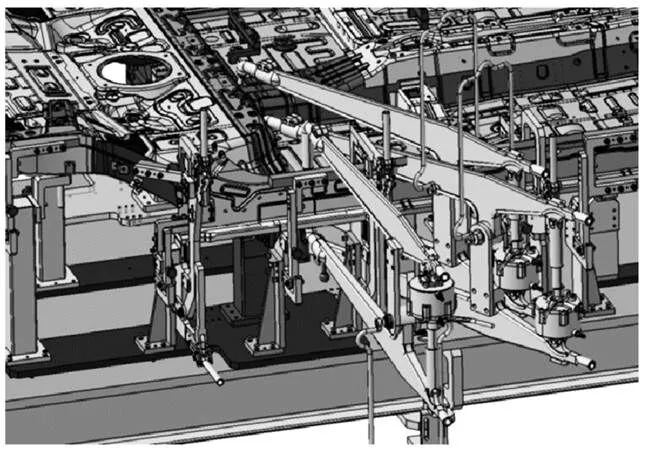
圖8 下車身總成焊鉗選型模擬
3 焊鉗選型實例
3.1 前縱梁焊鉗選型實例
如圖9所示為白車身前縱梁分總成,此處加強件需要與下方前縱梁外板焊接在一起,它的焊點的難度在于側面的焊點。由于加強件為了達到更好的強度加強的作用,上下左右四周均進行折邊處理,但是上面的折邊會對焊接側面焊點的焊鉗干涉,因此在焊接側面的焊點時,不能采用完全垂直工件的方式焊接。
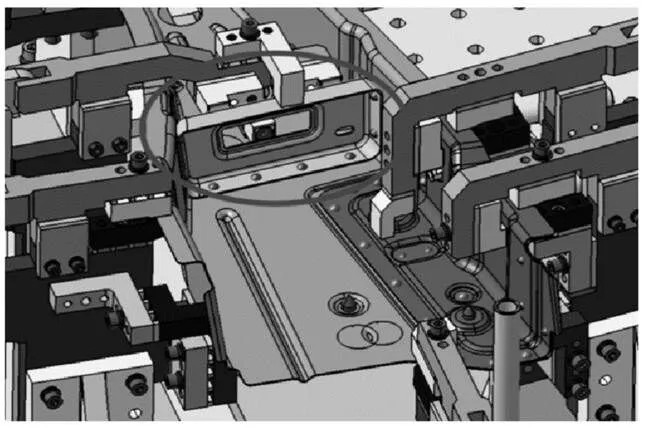
圖9 白車身前縱梁分總成
因此前縱梁分總成的焊鉗選型詳細步驟如下:
①在滿足焊接要求的條件下,考慮到節省成本、減少更換焊鉗所浪費的時間及減輕焊鉗重量,使用盡量少的焊鉗數量,因此暫時確定焊鉗數量為1把。
②由于是加強件,鈑金材料較厚,焊點分布在鈑金件的邊緣,考慮到C型焊鉗電極的壓力較大且穩定,因此優先考慮采用C型焊鉗焊接。但是在焊接加強件下方的一排焊點時,加強件上方的折邊會對焊鉗產生干涉,于是可以采用短喉深的X型焊鉗。
③由3D數模中測量得到,加強件下排焊點到上縱梁外板下邊緣的最大距離為270mm,加強件的上下邊緣垂直距離為75mm,因此為了達到降低焊鉗重量,適當減少工人勞動強度的目的,我們選用喉深為150mm,喉寬為300-400mm的焊鉗就能達到我們的焊接要求。焊接加強件側面焊點時,前面得到的焊鉗喉深及喉寬尺寸均能達到焊接側面焊點的要求,但是考慮到焊接夾具L座的高度較低,工人在焊接過程中通常會在標準平臺上進行焊接操作,當焊鉗長度較小時,工人往往不能直著腰來進行操作,對操作人員的身體會有一定程度的損傷。從人機工程方面考慮,盡量選擇喉寬較大的焊鉗,滿足較少對操作人員的損傷。
④已知前縱梁外板料厚為1.2mm,加強件料厚為1.5mm,加強件上的焊點均為兩層焊,因此d=1.2mm,電極壓力F電極=2400。由測量得L1=600mm,L2=200mm,計算得到F輸出= 7200。
⑤選擇固定吊具搭配100-120kg彈簧平衡器來吊掛焊鉗,在選擇平衡器型號時,除了要考慮焊鉗本身的重量外,還需要考慮水管,風管,電氣信號管,電纜等對平衡器的綜合作用力。
⑥將焊鉗、工裝夾具、車身數模一起導入CATIA軟件中,如圖10所示為三維模擬圖。模擬焊鉗的焊接及進出焊鉗的真實動作時,未發生焊鉗與車身及夾具干涉的現象。與操作者溝通,反饋得到焊鉗能滿足焊接及人機工程要求,達到既能保證優質焊點又能保護操作者的目的。
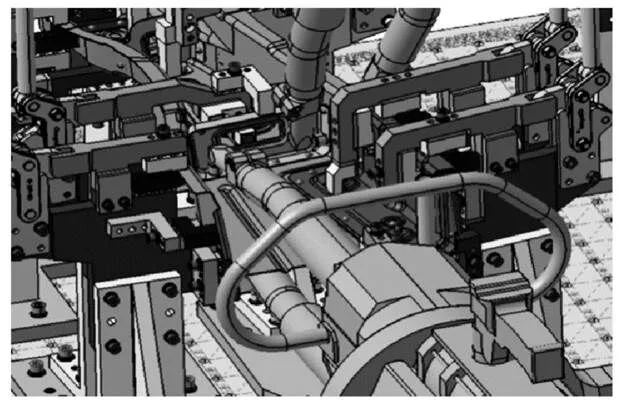
圖10 前縱梁分總成焊鉗模擬
4 結論
電阻點焊的質量對試驗車的試驗結果起著關鍵的作用,對整個研發周期也將產生影響。了解電阻點焊的焊接工藝、手動點焊鉗的作用原理及結構,選擇合適的焊鉗有助于提高焊點質量、提升人員及設備的合理化水平、提高焊接效率、降低投入成本。
[1] 李連濤.汽車白車身電阻點焊工藝及常見故障模式分析.內燃機與配件,2018.
[2] 袁振江.關于汽車點焊工藝及焊鉗研究.山東工業技術,2017.
[3] 程春霞.汽車點焊工藝及焊鉗分析.科技經濟導刊,2016.
[4] 周陽.淺析車身開發過程中焊鉗選型方法.汽車零部件,2015.
[5] 鄭宏良.白車身手動點焊鉗選型的探討.裝備制造技術,2014.
Research on Spot Welding Technology and Electrode Holder Selection for Body in White of Trial Production
Yang Chuang, Zhao Zhouyang, Lv Feng, Ren Jianxin
( Brilliance Auto R&D Center (BARC) Body Prototype Shop, Liaoning Shenyang 110141 )
Resistance spot welding is widely used in BIW welding trial production. Its welding quality directly affects the dimensional accuracy. It has an impact on the whole trial production and research and development process of automobiles. Therefore, based on BIW trial production, the resistance spot welding process is briefly introduced. Then the basic structure of the manual electrode holder is analyzed, and the selection of the electrode holder is described in detail with examples.
BIW Prototype;Spot welding; Electrode holder selection
A
1671-7988(2019)03-183-04
U466
A
1671-7988(2019)03-183-04
U466
楊闖,就職于華晨汽車工程研究院車身試制車間。
10.16638/j.cnki.1671-7988.2019.03.061
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
