一種薄壁型ABS齒圈的裝配方法的優(yōu)化
2019-03-05 04:01:12秦樂樊勇馬林科張貝
汽車實(shí)用技術(shù) 2019年3期
秦樂,樊勇,馬林科,張貝
?
一種薄壁型ABS齒圈的裝配方法的優(yōu)化
秦樂,樊勇,馬林科,張貝
(陜西漢德車橋有限公司,陜西 寶雞 722408)
目前薄壁型ABS齒圈無相關(guān)驗(yàn)收設(shè)備,無法對(duì)齒圈相關(guān)參數(shù)進(jìn)行檢測(cè)、驗(yàn)收,同時(shí)裝配過程中無法對(duì)裝配狀態(tài)進(jìn)行檢查,過程不良率較高;文章通過介紹一種自制齒圈參數(shù)檢測(cè)設(shè)備,同時(shí)對(duì)裝配方法進(jìn)行優(yōu)化,從而使ABS齒圈參數(shù)可檢測(cè),從而降低過程不良率。
薄壁型ABS齒圈;參數(shù);裝配方法
引言
隨著世界汽車工業(yè)的迅猛發(fā)展,安全性日益成為人們選購汽車的重要依據(jù)。目前廣泛采用的防抱制動(dòng)系統(tǒng)(ABS)使人們對(duì)安全性要求得以充分的滿足,更是整車安全運(yùn)行的保障;目前,我們針對(duì)一種薄壁型ABS齒圈無有效的入庫檢測(cè)手段、總成參數(shù)檢測(cè)手段,僅依靠最終設(shè)備保證ABS信號(hào)合格,對(duì)過程參數(shù)無法進(jìn)行控制,以充分預(yù)防ABS信號(hào)異常的故障發(fā)生。
1 現(xiàn)狀問題描述
目前ABS傳感器均按WABCO標(biāo)準(zhǔn),通過控制ABS傳感器最大、最小電壓比及最大最小間隙判斷信號(hào)是否合格;而此種薄壁型ABS齒圈因壁厚較薄,使用傳統(tǒng)油壓機(jī)及其輔具壓裝易造成傾斜,導(dǎo)致ABS信號(hào)不合格。
2 問題分析與改進(jìn)
2.1 現(xiàn)狀問題分析
針對(duì)此問題,我們對(duì)故障件進(jìn)行拆解、分析:
(1)拆除ABS傳感器,使用萬用表檢測(cè)ABS傳感器阻值,均符合WABCO標(biāo)準(zhǔn)要求。
(2)檢測(cè)輪轂帶ABS齒圈合件齒面跳動(dòng),發(fā)現(xiàn)ABS齒圈齒面跳動(dòng)最大約0.4mm,不符合WABCO標(biāo)準(zhǔn)要求。
因此,判斷ABS齒圈齒面跳動(dòng)過大可能為故障因子。
(3)拆除輪轂帶ABS齒圈合件,對(duì)ABS齒圈外觀、齒面狀態(tài)進(jìn)行檢查,發(fā)現(xiàn)個(gè)別齒面高點(diǎn)、齒寬不均(圖1、圖2),齒圈壓裝傾斜。

圖1
圖2
因此,判斷ABS齒圈齒面狀態(tài)、齒寬不均,齒圈壓裝傾斜可能為故障因子。
2.2 問題要因確認(rèn)
對(duì)上述故障可能因子進(jìn)行判斷分析,實(shí)驗(yàn)驗(yàn)證:
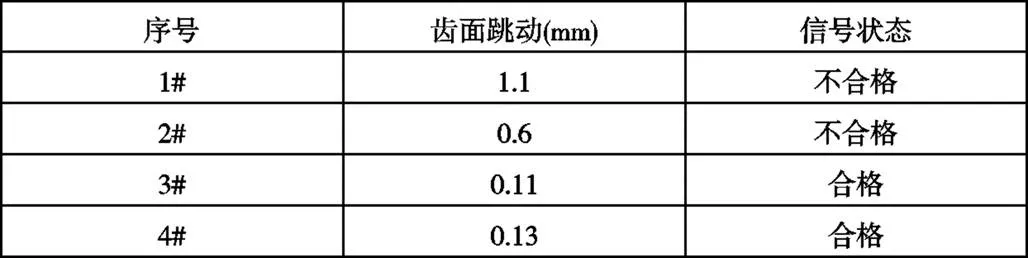
(1)抽取ABS信號(hào)檢測(cè)合格的實(shí)驗(yàn)件,我們對(duì)1#齒圈齒面?zhèn)€別齒厚進(jìn)行打磨處理(打磨約1mm),對(duì)2#齒圈齒面進(jìn)行人為性損壞(模擬高點(diǎn)、凹坑),對(duì)3#齒圈齒面?zhèn)€別齒寬進(jìn)行打磨處理(打磨約1mm),對(duì)4#不進(jìn)行任何處理分別檢測(cè)其實(shí)驗(yàn)數(shù)據(jù),如表1:
表1
(2)對(duì)裝配后齒圈安裝狀態(tài)進(jìn)行檢查,發(fā)現(xiàn)齒圈壓裝傾斜故障較多,且配合尺寸波動(dòng)范圍較大,并對(duì)其中3件裝配合件進(jìn)行信號(hào)檢測(cè),發(fā)現(xiàn)信號(hào)均不符合要求;
(3)我們對(duì)ABS齒圈零部件進(jìn)行檢查、分析,發(fā)現(xiàn)對(duì)直線度、齒圈壓緊力無法檢測(cè),且廠家無相關(guān)檢測(cè)標(biāo)準(zhǔn);即齒面直線度為不可控狀態(tài),若直線度過大導(dǎo)致齒面傾斜,轉(zhuǎn)動(dòng)過程中造成檢測(cè)電壓不穩(wěn)定。
因此,我們判斷故障要因?yàn)椋?/p>
a.齒圈質(zhì)量問題,表面磕碰(高低點(diǎn)),直線度及壓緊力不合格;
b.齒圈壓裝后齒面跳動(dòng)超差,導(dǎo)致間隙不符合要求。
3 問題改進(jìn)與驗(yàn)證
(1)針對(duì)齒圈質(zhì)量缺陷,我們通過自主設(shè)計(jì)設(shè)備,檢測(cè)齒圈壓緊力,如圖3:
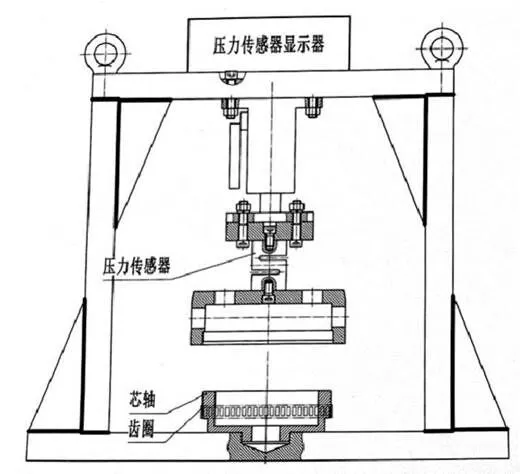
圖3
設(shè)備原理:通過標(biāo)準(zhǔn)芯軸,模擬ABS齒圈合裝,使用壓力傳感器檢測(cè)齒圈壓緊力,同時(shí)壓力通過壓力傳感器實(shí)現(xiàn)實(shí)時(shí)顯示,讀取壓緊力數(shù)值;此設(shè)備更實(shí)現(xiàn)了不同范圍齒圈壓緊力的實(shí)時(shí)檢測(cè)。
(2)針對(duì)壓裝過程中傾斜問題,我們對(duì)原有裝配方法進(jìn)行了解,使用齒圈端面受力,同時(shí)通過配合件端面實(shí)現(xiàn)壓裝到位保證;分析裝配過程,目前裝配工藝流程如下:
上件:取齒圈,目測(cè)檢查后套裝在相配件;→壓裝:使用工裝輔具,用油壓機(jī)壓裝到位;→轉(zhuǎn)運(yùn):目測(cè)檢查,轉(zhuǎn)運(yùn)裝配;
我們對(duì)整個(gè)裝配方法進(jìn)行觀察、分析,發(fā)現(xiàn):
(1)目測(cè)檢查僅依靠視覺感受評(píng)價(jià),人為判斷因素占比較大;
(2)壓裝時(shí)由于兩者為過盈配合,壓裝時(shí)需人工套裝至相配件,且套裝時(shí)無法保證平穩(wěn)、無傾斜;
(3)壓裝輔具無裝配導(dǎo)向,壓裝后無法保證同軸度符合要求;
(4)轉(zhuǎn)運(yùn)、合裝前無總成檢測(cè)手段,同樣依據(jù)目測(cè)檢查判斷,人為判斷因素占比較大。
綜合判斷,目前薄壁型ABS齒圈信號(hào)合格率較低,主要為裝配工藝方法不完善,人為感官評(píng)審因素較多,對(duì)壓裝過程、壓裝狀態(tài)缺少檢測(cè)手段等;針對(duì)重點(diǎn)改進(jìn)要點(diǎn),我們對(duì)現(xiàn)有裝配方法進(jìn)行優(yōu)化,改善工藝方法為:
上件:檢查齒面狀態(tài),排除齒面缺陷→齒圈加熱:使用感應(yīng)加熱器,加熱齒圈3-6S→裝配:利用輔具手動(dòng)裝配到位→檢查:檢測(cè)合件齒面跳動(dòng)參數(shù)→轉(zhuǎn)運(yùn):轉(zhuǎn)運(yùn)裝配。
優(yōu)化后工藝方案,首先通過檢測(cè)齒面狀態(tài)(齒圈其余參數(shù)已通過自制設(shè)備檢測(cè)合格),確保齒圈來料合格;其次改進(jìn)冷裝法為熱裝法,避免過盈量過大,導(dǎo)致人工放置傾斜;再次增加工裝導(dǎo)向(如圖4),壓裝時(shí)保證相關(guān)件同軸度要求;最后在總成下線時(shí)對(duì)裝配參數(shù)進(jìn)行檢測(cè),通過控制過程參數(shù)保證最終產(chǎn)品合格,避免返工、返修,造成浪費(fèi)。
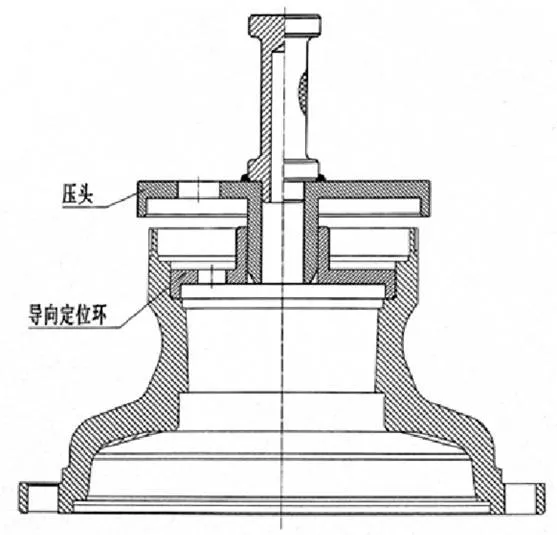
圖4
(3)現(xiàn)場(chǎng)通過改進(jìn)后工藝方案裝配、驗(yàn)證,現(xiàn)場(chǎng)連續(xù)驗(yàn)證10件總成裝配,并對(duì)檢測(cè)參數(shù)、結(jié)果進(jìn)行記錄,統(tǒng)計(jì),均符合標(biāo)準(zhǔn)要求,具體數(shù)據(jù)如表2:
表2

由實(shí)驗(yàn)效果可知:改進(jìn)后工藝方案裝配一次合格率達(dá)100%,后工序無返工、返修作業(yè),效果極佳。
4 應(yīng)用推廣
目前改進(jìn)后工藝方法已應(yīng)用于該結(jié)構(gòu)全部橋型,完全通過在線檢測(cè)工藝參數(shù),保證最終產(chǎn)品質(zhì)量,將原有的后工序發(fā)現(xiàn)問題,返修、返工,完全改進(jìn)為裝配過程中發(fā)現(xiàn)問題、控制參數(shù);避免因二次返工、返修,造成環(huán)境污染及其它質(zhì)量事故。
5 總結(jié)
通過此次問題分析、改進(jìn),我們了解到,技術(shù)人員只有深入現(xiàn)場(chǎng),善于發(fā)現(xiàn)現(xiàn)場(chǎng)問題,通過數(shù)據(jù)統(tǒng)計(jì)、分析,才能更有效地分析問題、解決問題。
[1] 王文斌.機(jī)械設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2004.
Optimizing the Assembly Method of a Thin-walled ABS Gear Ring
Qin Le, Fan Yong, Ma Linke, Zhang Bei
( Shaanxi Hande Axle Co., Ltd., Shaanxi Baoji 722408 )
At present, there is no relevant acceptance equipment for the thin-wall ABS ring, so it is impossible to test and accept the relevant parameters of the ring. Meanwhile, it is impossible to check the assembly status during the assembly process, with a high defect rate. This paper introduces a kind of self-made gear ring parameter detection equipment, and optimizes the assembly method, so that ABS gear ring parameters can be detected, thus reducing the failure rate in the process.
Thin-walled ABS ring; Parameters; Assembly method
A
1671-7988(2019)03-187-03
U466
A
1671-7988(2019)03-187-03
U466
秦樂(1992-),男,助理工程師,就職于陜西漢德車橋有限公司。主要負(fù)責(zé)裝配新工藝、新方法的改進(jìn)與應(yīng)用,過程質(zhì)量改進(jìn)、測(cè)量系統(tǒng)分析,售后質(zhì)量問題攻關(guān)、改進(jìn)等。
10.16638/j.cnki.1671-7988.2019.03.062
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
