車燈材料激光焊接研究
2019-03-11 02:16:34朱彩萍丁浩
汽車零部件 2019年2期
關(guān)鍵詞:焊縫
朱彩萍,丁浩
(常州星宇車燈股份有限公司,江蘇常州 213022)
0 引言
車燈作為汽車的眼睛,其外觀造型直接影響著整車的外觀質(zhì)量,因此對(duì)車燈的焊接質(zhì)量要求越來(lái)越高。汽車行業(yè)的金屬激光焊接方式已經(jīng)得到日益廣泛的推廣,而汽車塑料的激光焊接方式,尤其是對(duì)于有復(fù)雜曲面的車燈,激光焊接正作為一種新型專業(yè)化的焊接技術(shù),以其優(yōu)良的焊接質(zhì)量、易于控制的特點(diǎn)逐漸成為行業(yè)關(guān)注的重點(diǎn)[1]。目前,針對(duì)車燈這類三維激光焊接的研究也越來(lái)越深入,隨著三維塑料激光焊接設(shè)備的逐步商品化,三維塑料激光焊接的應(yīng)用必將越來(lái)越廣泛。
1 車燈激光焊接工藝
車燈激光焊接工藝近幾年才流行起來(lái),較常見(jiàn)的激光焊接方式有軌跡式激光焊接、同步式激光焊接、準(zhǔn)同步式激光焊接[2-4]。
軌跡式激光焊接又名順序型軸線焊接,是指焊接件和激光束按照預(yù)定的路線進(jìn)行相對(duì)移動(dòng)而完成的焊接。隨著激光束的移動(dòng),焊接材料熔化后冷卻凝固從而完成焊接,激光束的移動(dòng)可以通過(guò)機(jī)器人來(lái)完成。這種激光焊接方式降低了加工成本,減少了工藝破壞。此塑料焊接技術(shù)單位成本極低,對(duì)于低產(chǎn)量的生產(chǎn)也是如此,因此格外經(jīng)濟(jì)。
同步式激光焊接是指焊縫同時(shí)被多束激光照射加熱。同步焊接沒(méi)有焊縫長(zhǎng)度的限制,焊縫也可以不在一個(gè)平面,只要夾具的壓力沿整個(gè)焊縫能夠均勻分布即可。同步焊接可以很好地完成同一平面上的焊接,如果是復(fù)雜曲面的曲線焊接,需要添加光束整形部件,通過(guò)控制和調(diào)整光束整形部件使激光能量在整個(gè)焊縫長(zhǎng)度范圍內(nèi)均勻分布。同步式激光焊接方式生產(chǎn)效率高,適合批量生產(chǎn)。
準(zhǔn)同步式激光焊接是指軌跡式激光焊接和同步式激光焊接兩種方式的結(jié)合。準(zhǔn)同步式激光焊接中激光束移動(dòng)的速度比軌跡式激光焊接更快,而且這種方式可以同時(shí)加熱整個(gè)焊縫,從而使焊縫受熱更加均勻。另外這種焊接方式產(chǎn)生的溢料較少,加工時(shí)間比軌跡式激光焊接短很多。但由于電鏡掃描范圍的限制,對(duì)燈具尺寸有一定的要求,不能過(guò)大,同時(shí)燈罩角度不能過(guò)大,不過(guò)仍然可以通過(guò)采用多個(gè)電鏡的方法來(lái)實(shí)現(xiàn)較大零件的焊接。準(zhǔn)同步式激光焊接方法適合用于焊接時(shí)間短、小尺寸燈具的焊接或需要監(jiān)控焊接軌跡的焊接。
2 車燈激光焊接原理
激光透射焊接技術(shù)的基本工作原理如圖1所示。在焊接過(guò)程中,兩種不同的塑料制品在壓力下被夾緊在一起,通過(guò)反射鏡、透鏡或光纖組成的光路系統(tǒng),將激光器產(chǎn)生的光束聚焦在待焊接區(qū)域,激光穿過(guò)上方的透射材料,然后被下方的吸收材料吸收,并將光能轉(zhuǎn)化為熱能,使得下方的吸收材料升溫,并將熱量傳遞到上方的透射材料,在兩種材料的接觸面形成一個(gè)焊接區(qū),在隨后的凝固過(guò)程中,已融化的材料形成接頭,待焊接的兩種材料即被連接起來(lái)。
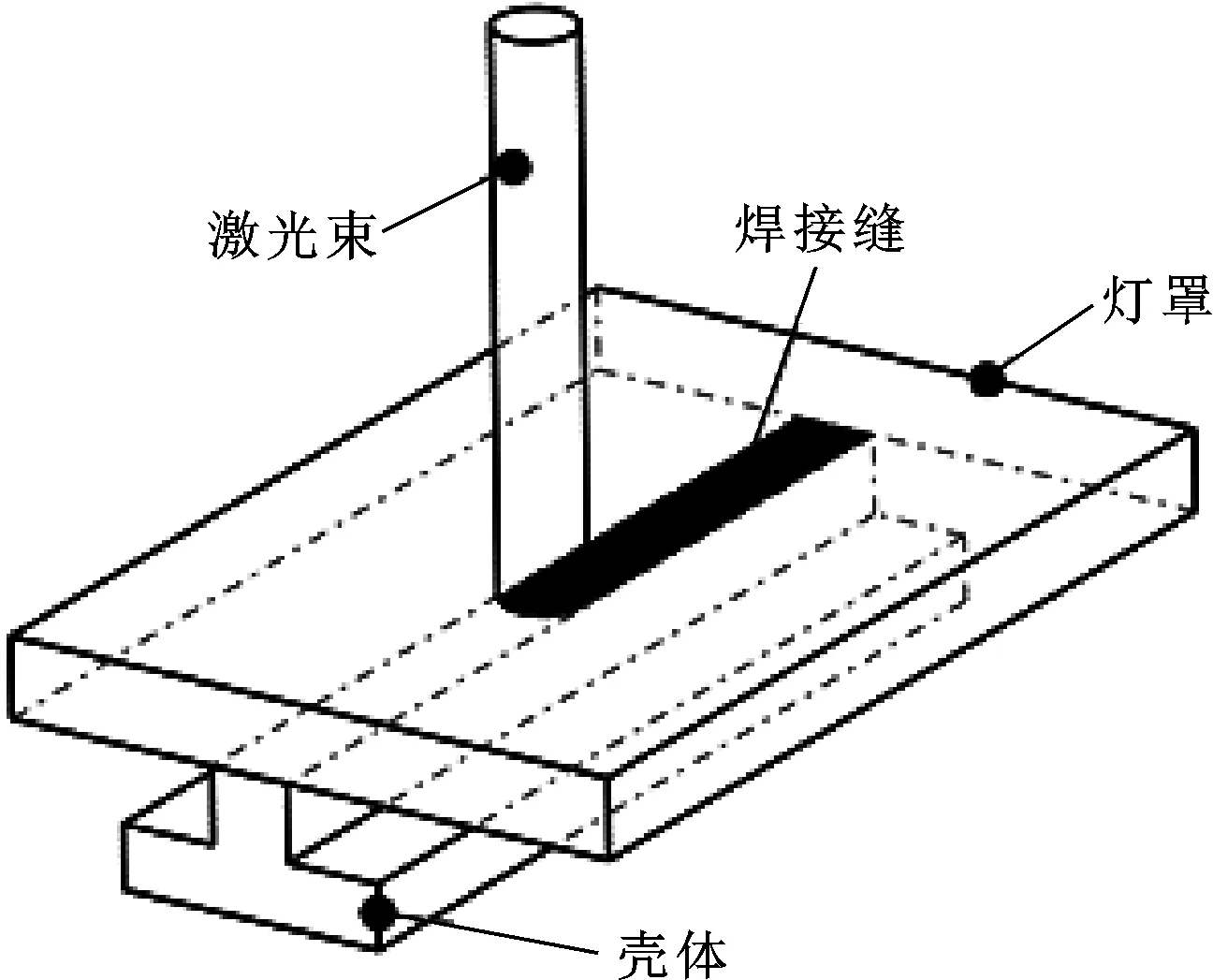
圖1 激光焊接原理
車燈的燈罩和殼體是兩種不同的材料。為了實(shí)現(xiàn)激光焊接,燈罩材料必須能夠?qū)す庥袠O高的透過(guò)率,而殼體材料則必須對(duì)激光有極高的吸收率。同時(shí),在焊接前必須確保燈罩和殼體之間沒(méi)有凹坑和凸點(diǎn),當(dāng)燈罩和殼體之間存在凹坑和凸點(diǎn)時(shí),兩者之間會(huì)存在間隙,且這種間隙無(wú)法通過(guò)加壓的方式去除。當(dāng)激光照射在殼體焊筋表面時(shí),殼體焊筋產(chǎn)生的熱量由于間隙的存在無(wú)法傳遞到燈罩上,從而導(dǎo)致間隙處的殼體焊筋溫度過(guò)高,發(fā)生碳化,影響整燈外觀,嚴(yán)重時(shí)還會(huì)影響到整燈的氣密性。
波長(zhǎng)為980 nm的半導(dǎo)體激光器輸出功率較小,適用于焊接激光功率要求較低的場(chǎng)合,容易被塑料吸收,激光能量轉(zhuǎn)化效率高,易于實(shí)現(xiàn)激光器的小型化,方便通過(guò)光纖來(lái)構(gòu)建光路。
3 汽車尾燈常用材料的性能
汽車尾燈燈罩常用的材料是PMMA,殼體常用的材料是PC+ABS,測(cè)試這兩種材料對(duì)波長(zhǎng)為980 nm激光的透過(guò)率和吸收率,確定燈罩與殼體的材料牌號(hào)分別為PMMA 8N-Clear 和PC+ABS MAC-601 BK102。圖2所示的是PMMA 8N-Clear材料對(duì)不同波段激光的透過(guò)率(3 mm),圖3所示的是PC+ABS MAC-601 BK102材料對(duì)不同波段激光的吸收率(3 mm)。
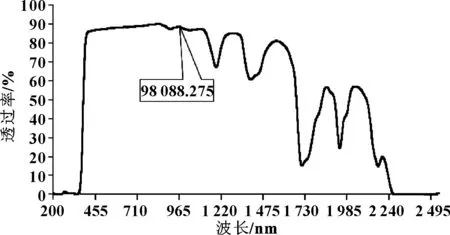
圖2 PMMA 8N-Clear對(duì)不同波段激光的透過(guò)率(3 mm)
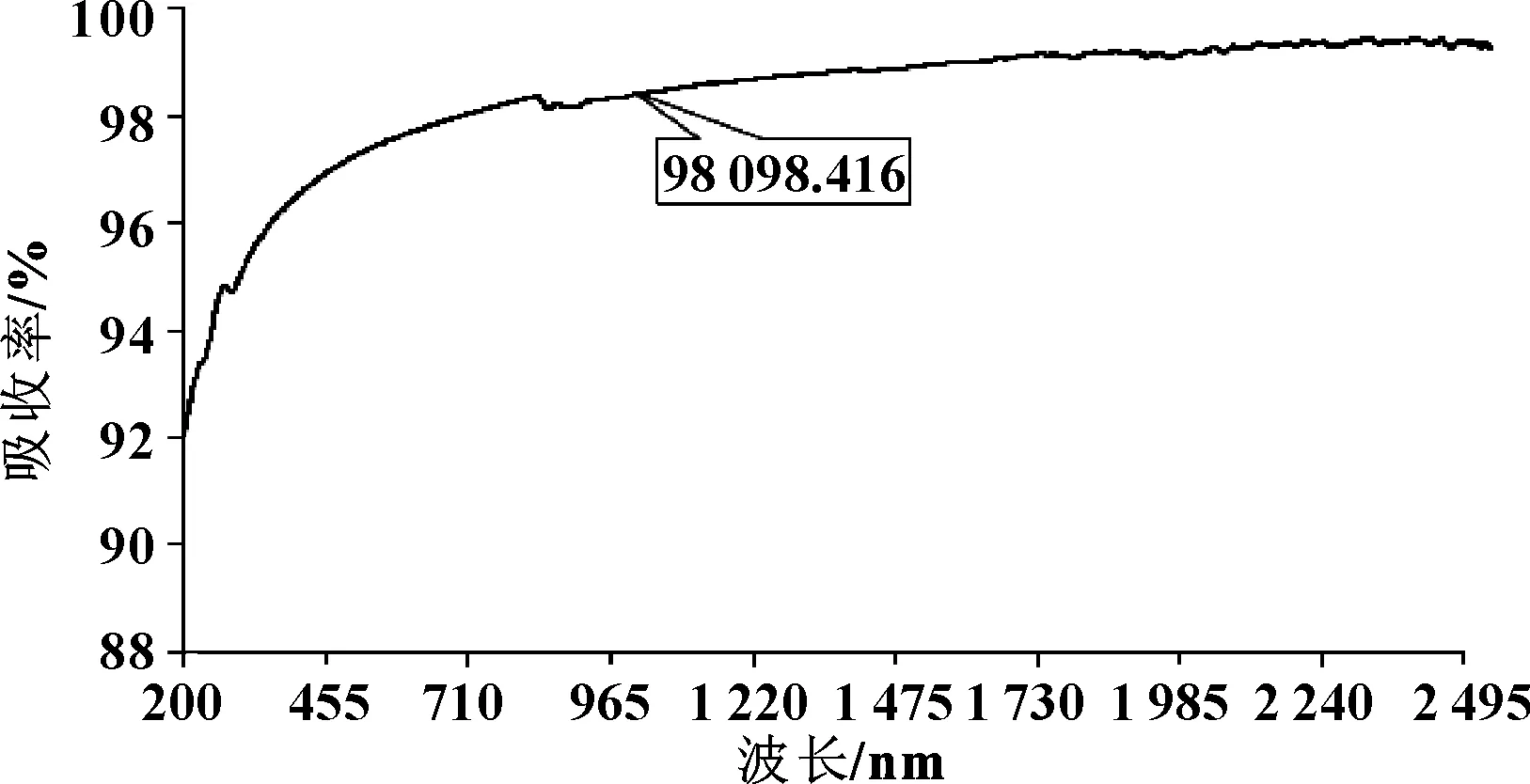
圖3 PC+ABS MAC-601 BK102 對(duì)不同波段激光的吸收率(3 mm)
4 焊接試驗(yàn)及效果驗(yàn)證
以軌跡式激光焊接設(shè)備來(lái)研究車燈燈罩和殼體常用材料的焊接性能,從而獲得最佳的焊接參數(shù),材料試驗(yàn)樣板的尺寸均為100 mm×50 mm×2.5 mm。試驗(yàn)樣板的焊接形式如圖4所示。
排除材料和燈罩殼體之間的間隙這兩個(gè)因素,影響焊接效果的參數(shù)主要有激光功率、焊接速度和焊接壓力。影響因素較多,且激光功率和焊接速度之間交互影響,每個(gè)因素有3個(gè)水平,為保證每次試驗(yàn)結(jié)果的準(zhǔn)確性,每次試驗(yàn)需進(jìn)行5次取平均值。如果將所有可能的試驗(yàn)都做完,需要做53×5=652次試驗(yàn),這會(huì)耗費(fèi)大量的時(shí)間和精力,所以用正交試驗(yàn)來(lái)設(shè)計(jì)此次試驗(yàn),試驗(yàn)的影響因素以及水平參數(shù)如表1所示。
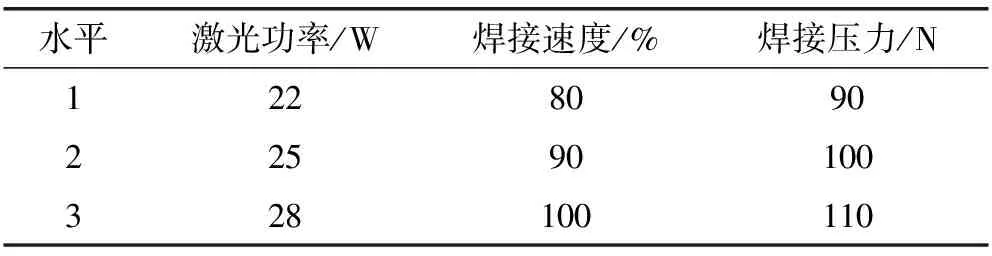
表1 試驗(yàn)影響因素與水平參數(shù)
注:速度值為設(shè)備最高速度的百分比。
經(jīng)正交試驗(yàn)設(shè)計(jì),所得試驗(yàn)結(jié)果如表2所示。
根據(jù)試驗(yàn)結(jié)果可知:3個(gè)因素中,激光功率對(duì)焊接效果的印象最大,其次是焊接壓力和焊接速度。且對(duì)于燈罩材料為PMMA 8N-Clear,殼體材料為PC+ABS MAC-601 BK102的材料組合,激光功率28 W,焊接速度80%,焊接壓力90 N時(shí)焊接效果最好。按照此焊接參數(shù),再次進(jìn)行焊接,測(cè)得拉脫力為1 563.75 N,其斷面圖如圖5所示,圖中可見(jiàn)焊接區(qū)域的PMMA材料被剝離下來(lái),和殼體材料緊緊的結(jié)合在一起。焊接質(zhì)量非常高,焊接頭的強(qiáng)度已經(jīng)大于材料自身的強(qiáng)度。
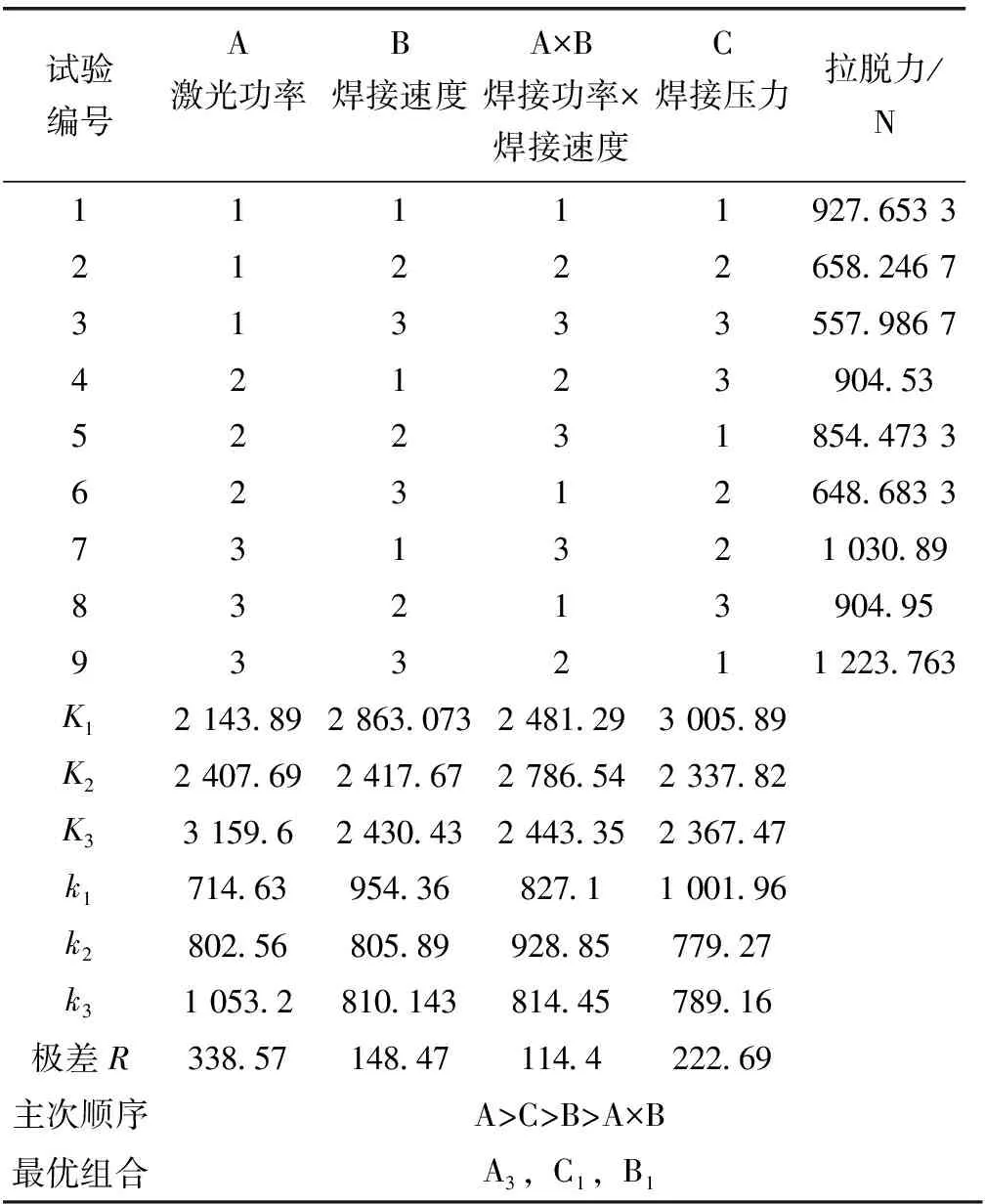
表2 焊接試驗(yàn)結(jié)果

圖5 高焊接質(zhì)量斷面圖
低焊接質(zhì)量的斷面圖如圖6所示,圖中有明顯可見(jiàn)的氣泡,是由于激光能量過(guò)高,殼體材料溫度過(guò)高發(fā)生碳化,產(chǎn)生氣體形成的。這種焊接不僅外觀難看,焊接強(qiáng)度也不足,在生產(chǎn)中必須要避免。

圖6 低焊接質(zhì)量斷面圖
5 結(jié)論
通過(guò)正交試驗(yàn)設(shè)計(jì),確定了激光功率、焊接速度、焊接壓力對(duì)焊接效果的影響大小,同時(shí)通過(guò)試驗(yàn),得出了最優(yōu)焊接參數(shù)組合,這3個(gè)影響因素中焊接速度對(duì)焊接效果影響最小,在實(shí)際生產(chǎn)中,為了保證生產(chǎn)效率,降低單件成本,可以考慮將焊接速度提高。激光功率對(duì)焊接效果的影響最大,在實(shí)際生產(chǎn)中,為了保證產(chǎn)品質(zhì)量的穩(wěn)定性,每天開(kāi)班生產(chǎn)前需要對(duì)激光功率進(jìn)行測(cè)試,確保激光功率符合要求。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07