淺談細紗工序的牽伸工藝設置
2019-03-13 05:06:46鄒萌萌耿彩花
山東紡織科技 2019年1期
鄒萌萌,耿彩花
(魯泰紡織股份有限公司,山東 淄博 255100)
1 引言
細紗工序牽伸工藝設置參數包含搖架壓力、羅拉隔距、上銷隔距塊、上下銷位置、前區壓力棒配置、總牽伸倍數、后區牽伸倍數、粗紗捻系數等。不同的生產原料、不同的紗號,需要不同的工藝,工藝參數的設置也要隨著之變化。清晰明確的設置原則,對指導生產具有重要作用。
2 理論探討
細紗實現順利牽伸要從宏觀和微觀兩個方面來分析。宏觀方面,針對整個須條而言,握持力要大于牽伸力;微觀方面,針對某根纖維而言,引導力要大于控制力。只有同時滿足宏觀和微觀要求,才能實現順利牽伸,否則易出現“冒粗紗”,牽伸不順暢,斷頭增加等現象[1]。
在細紗牽伸區域,任何兩根纖維之間的移距偏差公式為:Δa=x(E-1),其中Δa 為纖維牽伸后的移距偏差,x為纖維開始變速時位置偏差,E為牽伸倍數。移距偏差越大,條干越差,要改善條干,需要減小x和E[1]。減小x,就是要使纖維變速點集中,需要增強對纖維的控制力,采取縮小隔距塊,縮小羅拉前區隔距,減小細紗后區牽伸倍數,加大粗紗捻系數等措施。減小E就是減少牽伸倍數,這是粗紗輕定量工藝有質量優勢的原理所在。
增強對纖維的控制,使變速點更集中,這是改善細紗成紗指標的普遍原則,但另一方面,會出現牽伸不順的問題。一般有兩種調整方向:其一,增加粗紗捻系數,縮小后區牽伸倍數,二者都增大了進入主牽伸區須條的抱合力,增大了牽伸力,不利于實現順利牽伸,此時需要采取重加壓工藝;其二,縮小前區羅拉隔距,上下銷及皮圈位置前移,縮小上銷隔距塊尺寸,加裝前區壓力棒,增強了對纖維的控制,使須條中纖維的變速點前移,改善成紗指標。
第一種與第二種調整也有不同之處,第一種調整,是以增大須條的牽伸力為代價的,但設備握持點對須條的握持力可認為沒有變化;第二種調整,同時增大了須條的牽伸力和上下銷皮圈的握持力,而前羅拉的握持力沒有發生變化,由這種情況造成的牽伸不暢,是由于改變了握持力的比例而形成的,不是須條中纖維本身的抱合力發生了原發性變化。
如上所述是從為了使變速點集中的角度考慮改善質量的,而減小牽伸倍數,也就是減小粗紗定量,同樣可以改善質量指標。在紡同樣紗號的條件下,減小粗紗定量,除了改善質量外,還使得須條原發性牽伸力減小,利于實現牽伸。即采用減小牽伸倍數的工藝,同時具備改善質量和改善牽伸的優點。
總之,變速點集中,在帶來高質量指標的同時可能因調整過度,導致牽伸不暢;減小牽伸倍數,同時具備了改善質量和改善牽伸的雙重優點。
3 粗紗重定量工藝實踐
粗紗重定量工藝,由于細紗牽伸倍數加大,會導致質量惡化和牽伸不暢的雙重問題。故實踐中,只有采取變速點集中或前移的方式改善質量,而同時又必須增大搖架壓力以克服牽伸力變大的情況。
以8.3 tex細絨棉紗品種為例,粗紗重定量實驗如表1所示。
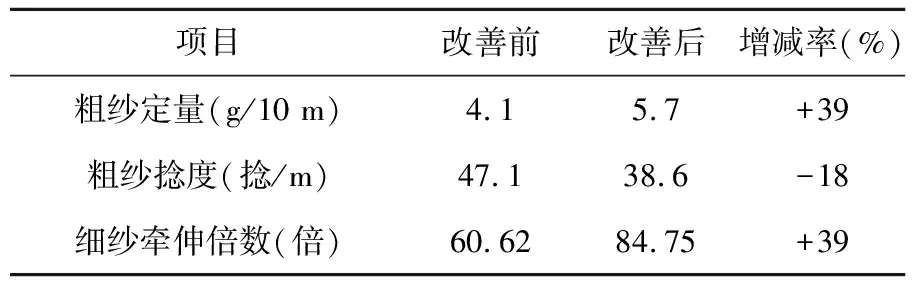
表1 8.3 tex細絨棉紗粗紗重定量實驗參數
表2顯示了細紗工序不同后區牽伸倍數對質量的影響。當后區牽伸倍數變小時,成紗質量明顯提高,取1.26倍工藝開展后續實驗,但在實際生產中發現明顯的細紗牽伸不開現象,調查結果如表3所示。
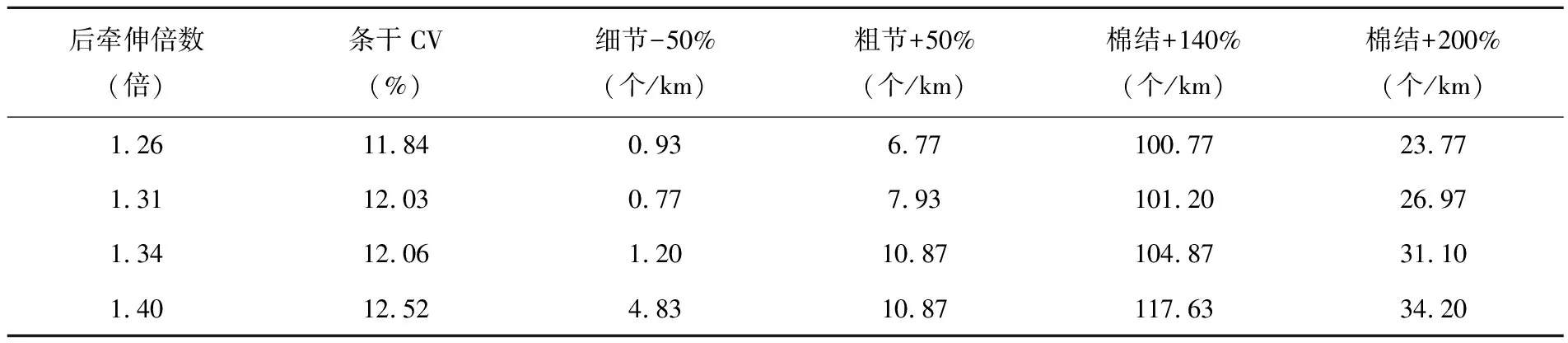
表2 8.3 tex細絨棉紗后牽伸倍數對紗線質量的影響
注:數據由USTER TESTER5條干儀測得,測試速度400 m/min,測試環境:溫度20℃,相對濕度65 %。
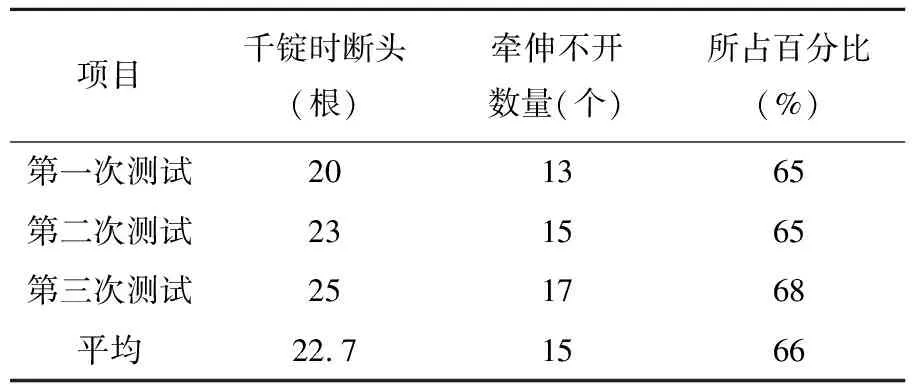
表3 8.3 tex細絨棉紗細紗牽伸不開現象調查
根據理論分析,粗紗定量加重,牽伸力變大,后區牽伸倍數調小,質量變好,但牽伸力進一步變大時,盡管采取了重加壓工藝,卻仍出現牽伸不開的現象。因此應從降低須條抱合力的角度出發,降低粗紗捻系數(同種紗線捻度和捻系數正相關),以改善牽伸不開的情況,調整參數后實驗結果如表4所示。

表4 8.3 tex細絨棉紗粗紗捻度調整實驗
注:指標由USTER TESTER5條干儀測得,測試速度400 m/min,測試環境:溫度20℃,相對濕度65 %。
當粗紗捻度調整為36.3 捻/m時,牽伸不順暢情況明顯改善,但此時粗紗生產斷頭多,粗紗伸長率過大,不利于正常生產和產品質量。故逐步將粗紗捻度調整為38.6 捻/m。由此,工藝調整基本定型,滿足了重定量工藝正常生產的要求,且保證了成紗的質量。
表5展示了7.3 tex細絨棉品種粗紗定量由4.1 g/10 m調整到5.7 g/10 m后,為改善質量采取的措施及實驗結果,可見加前區壓力棒可以改善重定量情況下成紗質量。加前區壓力棒本質上是為了使須條中纖維的變速點集中,進一步增大牽伸力,所以需要重加壓工藝相配合。

表5 7.3 tex細絨棉紗重定量工藝實踐
注:條干指標由USTER TESTER5條干儀測得,強力指標由USTER TENSOJET4強力儀測得;測試速度400 m/min,測試環境:溫度20℃,相對濕度65%。
通過以上實踐,證明了理論分析的正確性。在粗紗重定量情況下,造成細紗牽伸力增大,而要改善重定量條件下的細紗成紗質量,又必須采取減小后區牽伸倍數、增大粗紗捻度,增加前區壓力棒等措施,這會進一步增大牽伸力,從而促使采取進一步增大搖架壓力的工藝。實際中,要同時考慮保證質量和避免牽伸不開兩個方面的要求,采取折中工藝,保證后牽伸倍數不要太小,粗紗捻度不要太大,上銷隔距塊尺寸不要太小,前區羅拉隔距不要太小,上下銷及皮圈位置不要太靠前等。
粗紗重定量工藝,可進一步擴展為前紡重定量工藝,具有提高產能,提升效率,均攤人工成本降低等優勢。但同時應考慮增大細紗工序搖架壓力以后,產生的細紗工序耗電增加,皮輥使用周期縮短等問題。實際采取何種粗紗定量,要綜合考慮以上兩方面的因素。
隨著纖維原料的日趨多樣化,不同纖維原料本身所具有的抱合力以及產生的牽伸力是不一樣的。粗紗定量和細紗牽伸倍數的設置不是一成不變的,而應根據原料的變化而調整,盲目地追求粗紗重定量或者粗紗輕定量都是不合適的。
4 結論
細紗工序的牽伸工藝有相對明確的設置方向和原則。宏觀上主要是保證握持力大于牽伸力,微觀上主要是保證引導力大于控制力,這是實現順利牽伸的基礎條件。要改善細紗成紗質量,牽伸工藝須滿足須條中纖維變速點集中和總牽伸倍數小的原則,可以采取的措施有很多。減小牽伸倍數的方法有利于實現順利牽伸,而在采取使纖維變速點集中的措施時,必須要考慮到其對實現順利牽伸的影響,要合理選擇牽伸工藝,在保證質量的前提下實現順利生產。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
