動力波技術及其在硫磺回收裝置的應用
2019-03-16 02:38:22劉榮
石油化工技術與經濟 2019年5期
關鍵詞:煙氣
劉 榮
(中國石化上海石油化工股份有限公司煉油部,上海 200540)
2015年4月,環境保護部和國家質量監督檢驗檢疫總局頒布了環保規范《石油煉制工業污染物排放標準》(GB 31570—2015),要求硫磺回收新建裝置自2015年7月1日起,現有裝置自2017年7月1日起,SO2一般排放限值為400 mg/m3,特別排放限值為100 mg/m3,這與960 mg/m3的原國家排放標準相比形成巨大反差。中國石化上海石油化工股份有限公司(以下簡稱上海石化)4#硫磺回收裝置(以下簡稱4#硫磺)設計能力為160 kt/a,其酸性氣來自于集中溶劑再生裝置(主要處理3.9 Mt/a渣油加氫裝置富液,酸性氣量為10 000 m3/h)、溶劑再生裝置(主要處理硫磺裝置、C2回收裝置和雙脫裝置富液和酸性氣量約為3 500 m3/h)和酸性水汽提裝置(主要處理渣油加氫加氫和重油催化裂化裝置酸性水,酸性氣量約為1 000 m3/h),在4#硫磺排放的煙氣中,SO2質量濃度設計值為低于960 mg/m3,實際值為400~500 mg/m3,經過液硫脫氣改造后,降至300~400 mg/m3,仍高于新標準要求。4#硫磺結合生產及工藝現狀,通過對尾氣達標方案的對比,在國內首次將動力波堿洗技術應用于大型硫磺回收裝置尾氣改造。改造于2017年6月完成投用,改造后排放尾氣中SO2質量濃度降低至20 mg/m3以下,遠低于國家環保法律法規的要求,為企業的安全環保和可持續發展做出了貢獻。
1 動力波技術介紹
1.1 動力波技術原理
圖1為動力波裝置運行時氣體進行凈化過程的示意圖。
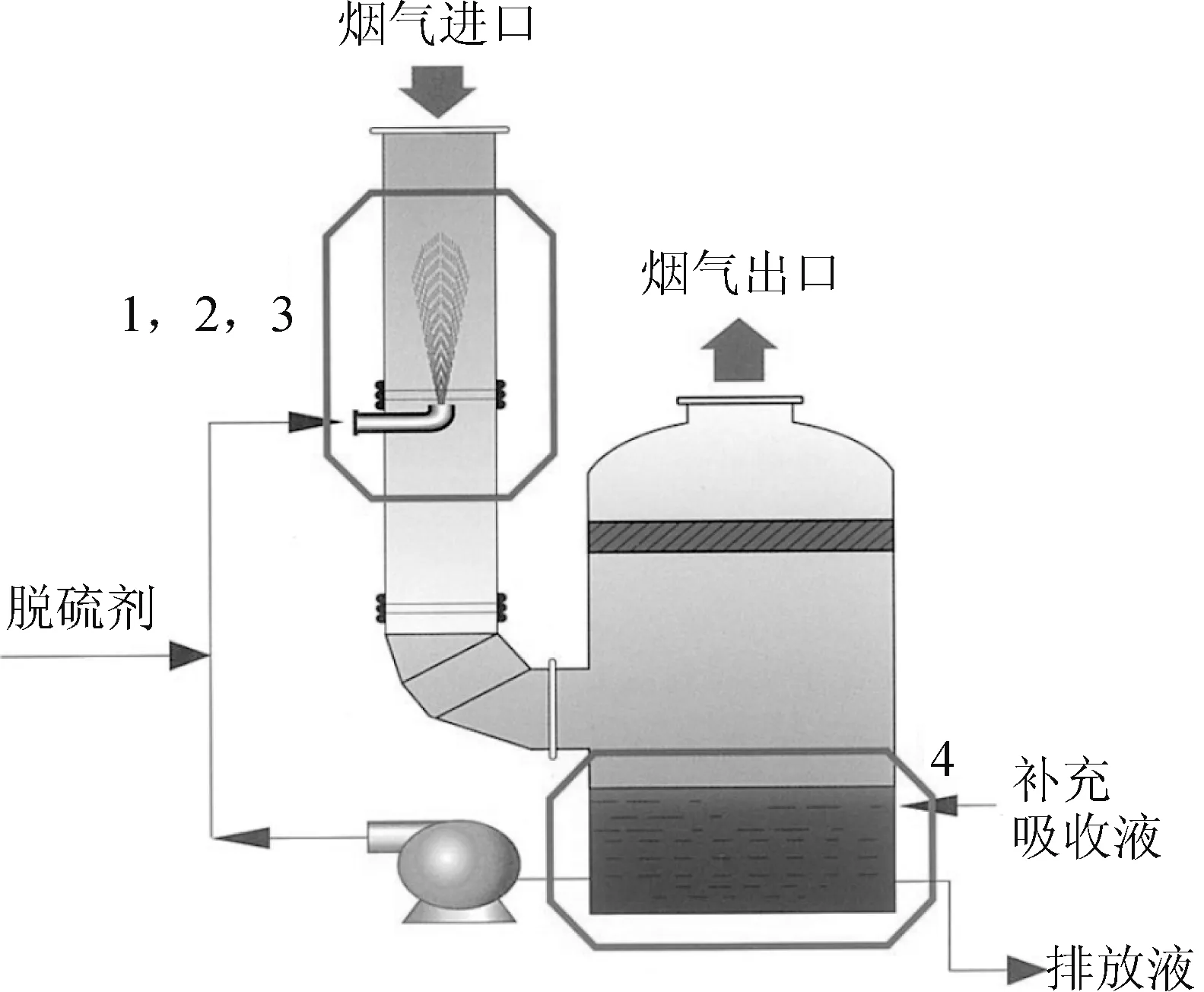
圖1 動力波裝置氣體凈化過程示意
被凈化的氣體從進料管的頂部向下進入進料管內,而循環吸收液從底部噴嘴自下向上、逆流噴向進入進料管的氣體內部。在進料管內,氣液兩相的介質形成高速碰撞,氣液兩相介質的動量很快達到平衡狀態,在氣液接觸區形成了高速湍動的泡沫區。在湍動區域內,氣液兩相具有非常大的接觸面積,且接觸表面可以實現不斷快速更新,為兩相的傳熱和傳質提供了更大的動力,因此吸收效果良好。動力波吸收技術的關鍵在于建立適合體系的進料管及噴嘴,調整好操作時的氣、液比。運行結果表明,當液體的流量基本不變,而氣體的流量很低時,氣體和液體之間無法形成足夠的碰撞能力,也就產生不了劇烈變換的泡沫,這時氣、液兩相各自分層。隨著氣體流量的不斷増大,氣體逐漸將液體吹離,這樣液體和氣體便形成各自的流道,當氣體流量繼續增大并達到一定值后,氣體和液體表面就可以形成穩定的泡沫區。如果氣體流量繼續增大,液體則會被氣體霧化,泡沫區就會被破壞并消失。因此,動力波技術的關鍵在于使氣體和液體的流速保持在一個較為特定的范圍內,在這一范圍內泡沫區始終存在液泛,實現良好的吸收效果。
1.2 動力波技術工藝特點
動力波技術操作彈性很大,煙氣量在50%~120%范圍內波動都可以適應,能否形成穩定厚度的泡沫區是該項技術的關鍵。在一定的氣液比條件下,只要氣體的流速處于液泛速度的區域中,就可以形成泡沫區。因此,即使進入進料管的氣體流量產生一定的波動,進料管內仍然可以形成泡沫區,只是泡沫區的位置會隨著氣量的減小而逐漸升高,但不會影響煙氣的凈化效率。
動力波技術有以下幾個特點:(1)動力波技術脫除效率高,對塵粒的脫除、塵粒子捕集率與粒度的關系較其他技術要求不嚴格,可以進行多級洗滌,以較低的能耗獲得較高的凈化效率;(2)設備運行時操作彈性大,氣體流量適應的處理能力范圍寬,可實現翻倍提高生產負荷,且效率不會發生太大變化;(3)液體噴嘴不易堵塞,液體噴射設備由一個大孔非節流型的液體噴嘴構成(見圖2),因此循環吸收液可以容納較高的固含量運行,同時,因為噴嘴噴出的液體是連續不斷的,不會發生霧化的現象,所以使用常規的氣液分離器就可以脫除排出氣中的液體,不會對凈化尾氣造成影響;(4)動力波技術設備結構簡單、緊湊,易于加工和制作,對材料要求不嚴,相比傳統的凈化流程,投資少,占地面積小,制造、安裝工期短,具有良好的經濟效益。

(a)外部結構 (b)內部結構
圖2 噴嘴結構
1.3 動力波技術的應用情況
動力波技術最早由美國杜邦公司在20世紀70年代設計開發并獲得發明專利,1987年美國孟山都環境化學公司和美國杜邦公司簽訂了一項許可協議,將動力波技術開始應用于硫酸廠的煙氣凈化和更大范圍內的空氣污染控制[1]。90年代初期,動力波洗滌技術開始在國內有色金屬冶煉和化學工業中得到應用,例如:金隆銅業有限公司于1994年4月建立了375 kt/a單質銅冶煉煙氣制硫酸的生產線;湖北黃麥嶺磷化工集團公司在2004年7月建立了120 kt/a硫鐵礦煉制同時制酸的生產線[2]。同時,利用堿與酸易于反應的原理,將該技術應用到脫除煙氣中SO2、氮氧化物、有機酸等酸性污染物上,取得了良好的應用效果。安徽銅陵有色金屬公司第一冶煉廠在2001年7月首次建立了硫酸生產的尾氣凈化裝置;2006年,湖北宜化集團有限責任公司的電廠投用了動力波煙氣脫硫系統。由于動力波洗滌技術能巧低、凈化效率高、噴嘴不易堵塞,運行的設備都取得了優良的效果[3]。
2 動力波脫硫技術在4#硫磺的應用情況
2.1 4#硫磺工藝流程簡介
4#硫磺主要由常規克勞斯制硫、尾氣凈化和液硫脫氣這3部分組成,其中克勞斯制硫單元由A系列(80 kt/a)、B系列(80 kt/a)兩部分組成,兩個系列流程相同,制硫反應完成后并入同一管線進入尾氣凈化單元。
酸性氣進入燃燒爐與空氣反應生成硫,經過冷凝回收硫,剩余的過程氣經過加熱,在催化劑作用下繼續反應生成硫,通過加氫反應器還原成H2S,再經過急冷和吸收,凈化后的尾氣進入焚燒爐焚燒后排入煙囪。生成的液硫在液硫池中停留一段時間,在改造前通過鼓入空氣,將液硫中的硫化氫及硫蒸汽脫出,通過蒸汽抽射器送至尾氣焚燒爐焚燒后排至煙囪(見圖3)。
裝置尾氣凈化系統采用中國石油化工股份有限公司齊魯分公司開發的“LS-DeGAS”液硫脫氣及其廢棄處理成套技術,液硫中H2S質量分數脫至10 μg/g以下,廢氣中氧體積分數小于1%。溶劑再生采用兩級吸收、兩段再生工藝,比常規的溶劑一級吸收、一段再生工藝吸收效果更好,可節省重沸器蒸汽約30%,大大降低操作費用。
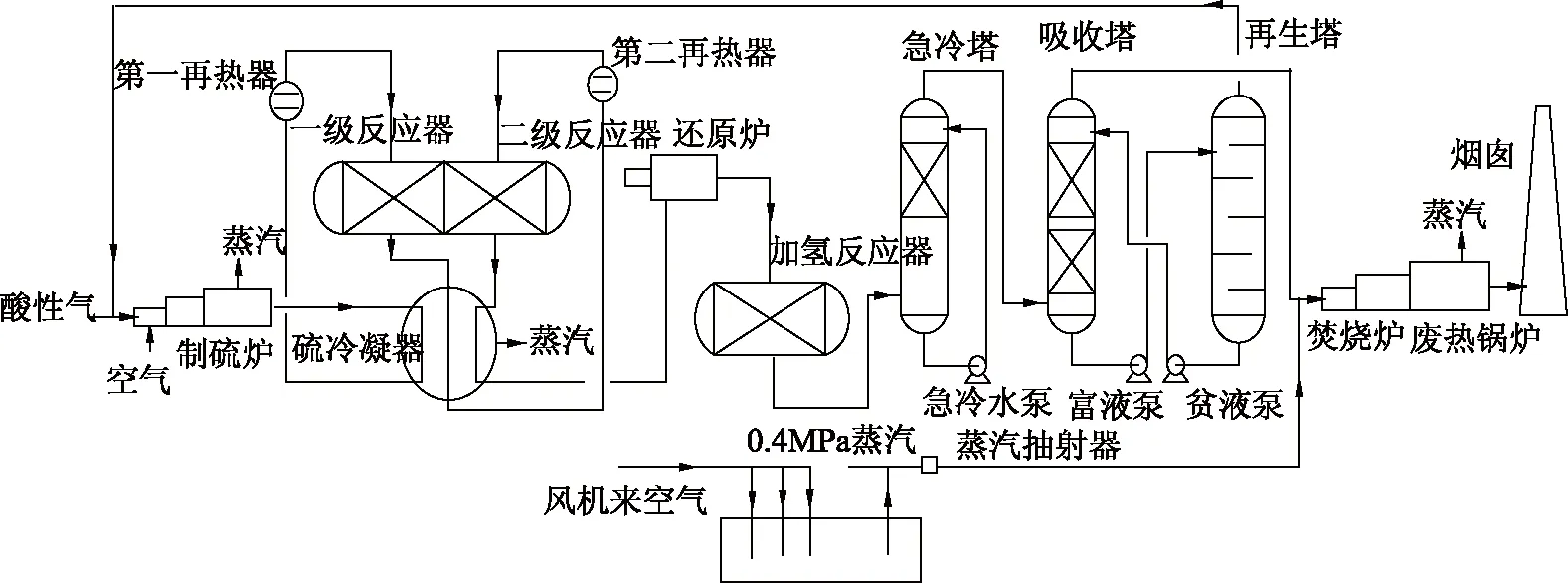
圖3 改造前4#硫磺流程
2.2 動力波技術改造工藝流程介紹
4#硫磺動力波技術改造工藝流程可分為煙氣換熱、堿液供應和分離塔脫硫3個部分(見圖4)。
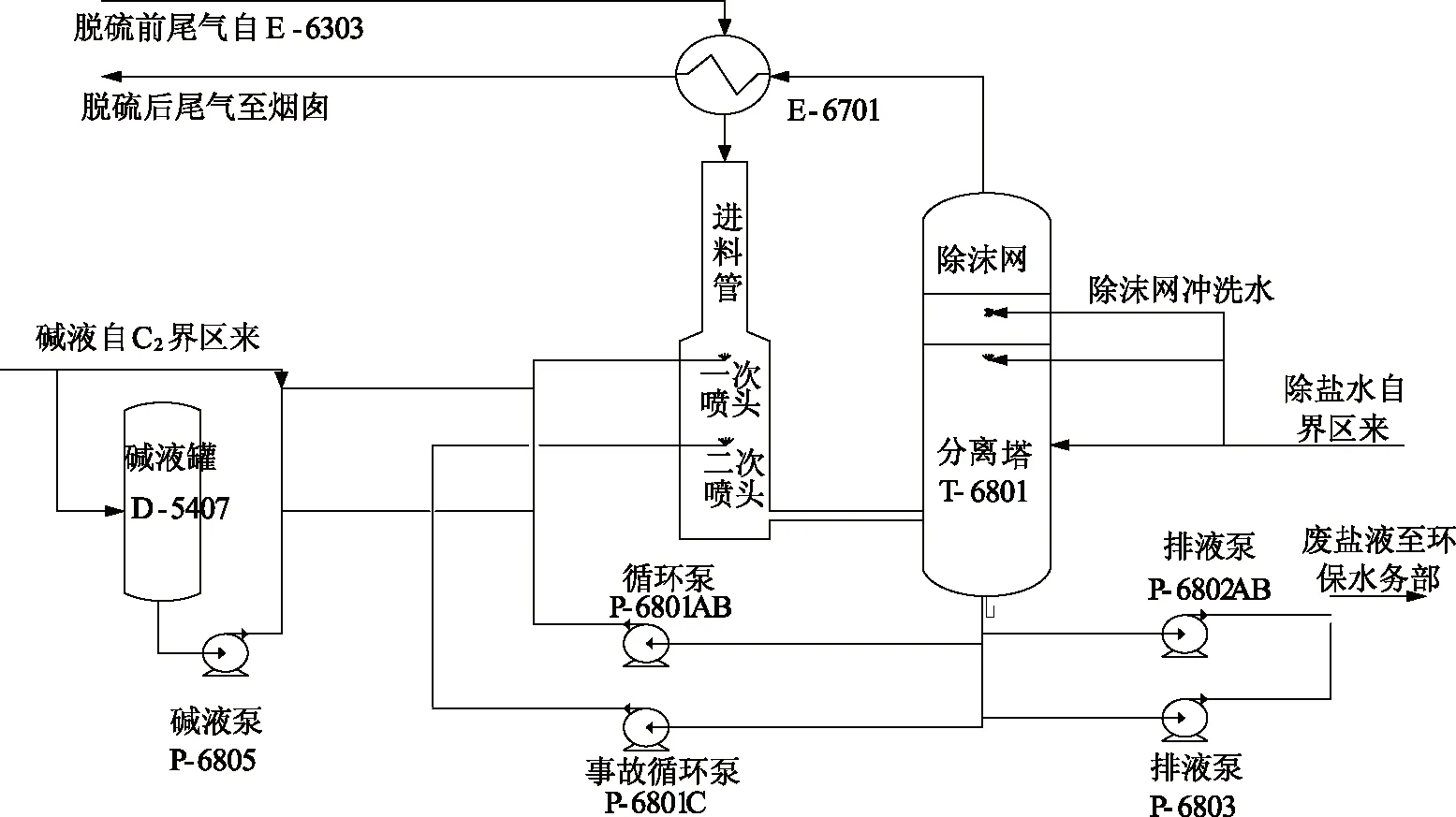
圖4 動力波技術改造流程
(1)煙氣換熱
來自尾氣焚燒爐蒸汽發生器(E-6303)的煙氣,與從新增分離塔(T-6701)塔頂排放出的凈化尾氣通過進出口換熱器(E-6701)進行換熱,然后這股煙氣垂直進入逆噴進料管(V-6701)頂部。
(2)堿液供應
從界區外通過外管道輸送來的30%NaOH,分為兩路:一路直接通過調節閥AV-14201A/B進入洗滌水的循環管道,輸送至分離塔脫硫系統;另一路先進入堿液儲槽(D-5407)存儲,在裝置發生異常或開停工期間,通過堿液泵(P-6805)輸送至分離塔脫硫系統。
(3)分離塔脫硫系統
煙氣逆流對沖濕式洗滌脫硫:經換熱后的煙氣垂直進入逆噴進料管(V-6701)頂部,與通過大口徑的噴頭噴出的吸收液逆向接觸,吸收液從噴頭出來后與氣體接觸形成泡沫區。這種高湍流的駐波泡沫區是由液滴和氣體接觸高傳質產生的,泡沫區使液滴不斷的冷卻和更新,迅速冷卻煙氣和吸收SO2。接觸后的液體進入分離塔(T-6701)塔底,吸收的煙氣向上通過塔內設置的雙層折流板除霧器,除去夾帶液滴后的凈化煙氣,從分離塔(T-6701)塔頂排出,進入現有煙囪(A-6301)高點排放。分離塔(T-6701)的塔底液相,大部分作為脫硫系統的洗滌水通過循環泵(P-6801A/B)返回進料管(V-6701),其余含Na2SO3、NaHSO3的含鹽廢水則經排液泵I(P-6802A/B)與排液泵II(P-6803)通過外管道輸送至上海石化環保水務部進行處理。
工藝水補充與除霧:逆流對沖濕式洗滌脫硫系統的水損失主要是飽和尾氣帶走的水和硫酸鈉外排時攜帶的水分,這些水通過補充除鹽水來維持分離塔(T-6701)塔底液位。經過逆流對沖濕式洗滌后的尾氣進入除霧區分離夾帶的液滴,并通過二層折流板除霧器除去所含的吸收劑液滴后進入煙囪高點排放。除霧區設置的清洗噴淋噴嘴組定期啟動,以防止除霧器結垢堵塞。
2.3 動力波技術改造后的運行情況
4#硫磺尾氣堿洗動力波技術改造于2017年6月18日中交,并于6月30日完成生產準備,從抽堿洗裝置脫硫尾氣放煙囪盲板,到抽含硫尾氣進堿洗裝置盲板,尾氣旁路逐漸關閉,尾氣改進后堿洗裝置,直至尾道氣旁路閥全部關閉,尾氣全部改進尾氣堿洗系統后裝置正常開車,操作參數見表1,堿洗前后尾氣組成見表2。

表1 尾氣堿洗裝置操作參數
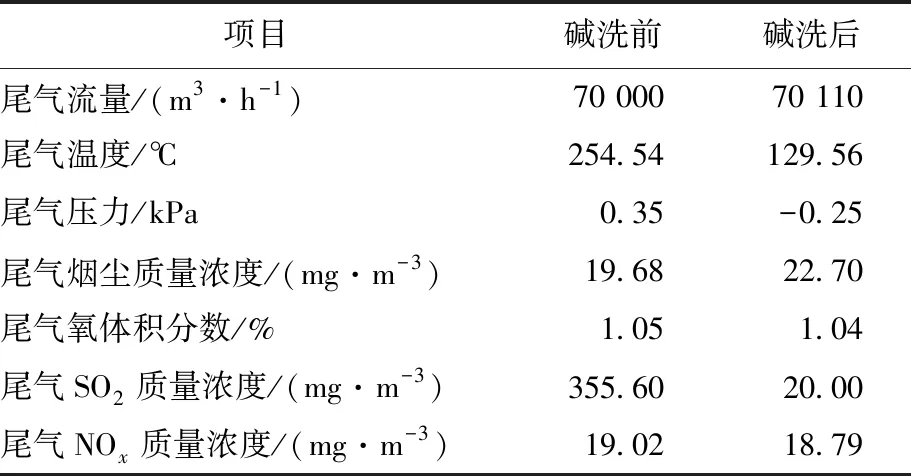
表2 堿洗前后尾氣組成
在表1~2操作條件下,SO2排放值由投用前的350 mg/m3降至20 mg/m3以下,遠低于新國標的要求。
對運行數據進行核算,結果如下。
(1)投用后實際負荷為設計負荷的87.50%,系統各項參數均在設計范圍內,運行情況良好。
(2)投用后尾氣SO2質量濃度為20 mg/m3,低于50 mg/m3的設計值,SO2脫除率為94.38%,SO2脫除效果良好;尾氣煙塵濃度反而有所上升,可能是因為尾氣煙塵濃度本身較低,尾氣溫度降低導致水汽含量升高,檢測數據顯示尾氣煙塵濃度上升;尾氣NOx質量濃度稍有下降,脫除率僅1.21%,表明在現有條件下,動力波技術并不適用于硫磺尾氣的NOx脫除。
(3)投用后系統尾氣流量及氧體積分數均無明顯變化,系統壓降上升了0.6 kPa,增加的系統壓降較低,對硫磺制硫系統影響較小,表明動力波技術完全適用于硫磺裝置的改造。
2.4 動力波技術改造運行存在問題及對策
2.4.1 煙氣換熱器換熱效果未達到設計值且換熱效果持續變差
煙氣換熱器(E-6701)自投用時即未達到換熱效果,運行過程中換熱效果呈持續下降趨勢(見表3)。
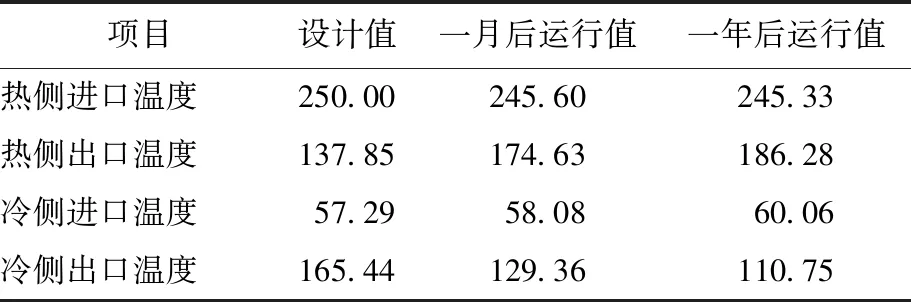
表3 煙氣換熱器(E-6701)進出口溫度變化情況 ℃
由表3可見:換熱器熱側和冷側進口運行值較設計值變化很小,但熱側出口溫度運行初期較設計值高37 K,冷側出口溫度較設計值低36 K。主要原因是換熱器制作與原設計有差異,導致進進料管的煙道氣溫度過高,洗滌水溫度偏高,去煙囪的煙道氣溫度過低,運行一年后熱側出口溫度運行初期較運行初期高12 K,冷側出口溫度較運行初期低19 K。這是由于運行過程中除沫網除沫效果較差,部分液滴帶入換熱器,導致換熱器內部結鹽,換熱效果降低,同時系統壓力升高,熱側進口壓力從0上升至目前的2.2 kPa,且當環境溫度低于10 ℃或環境濕度較大時,煙囪容易冒“白煙”。針對換熱效果差的問題,已多次與設計部門溝通,而設計上無沖管線,裝置目前接臨時除氧水對換熱器內部進行沖洗,每次沖洗效果較好,但從長周期運行看來系統壓力呈持續上升趨勢,需擇機停工檢修。
2.4.2 事故狀態無法運行
裝置在運行中發現,當事故循環泵(P-6801C)開啟時,會發生一系列“奇怪”的現象:溢流管大量出水且分離塔液位不斷降低;分離塔底部現場磁翻板液位計液位快速降低;循環液密度快速降低至800 kg/m3以下,循環液pH快速上升;一次噴頭壓力不穩定,上下劇烈波動等。設計部門兩次邀請杜邦公司技術人員到現場技術交流,通過多次討論,初步結論為事故循環泵(P-6801C)開啟時循環水量過大,在分離塔內形成渦流,循環液大量夾帶煙氣,造成上述一系列現象。根據杜邦公司及設計部門的建議,準備下次檢修時在分離塔內增加導流板,防止渦流的產生。
2.4.3 系統補堿液壓力低
4#硫磺尾氣治理項目于2017年6月底投用后,由于4#硫磺處于聯合裝置末端,收堿管線在上海金山石化物流股份有限公司(以下簡稱金石物流公司)開一臺4 m3/h堿液泵的情況下,管網壓力偏低,堿液無法直接進入尾氣吸收逆噴進料管(V-6701),目前堿液通過C2裝置收堿管線進堿液罐存儲(D-5407),再由罐底堿液泵(P-6805)升壓后進V-6701。由于P-6805設計上沒有備泵,長期處于單泵運行狀態,一旦該泵故障后不能通過外管網正常收堿,則會造成4#硫磺尾氣排放超標。裝置制定應急預案,一旦4#硫磺P-6805不能正常運行,則立即通知總值班長,煉油部調度通知總調金石物流公司立即開啟15 m3/h應急堿液大泵,通過DN80 mm堿液管線增加堿液輸送,并通知正常用堿裝置(4#煉油、5#煉油)立即停止收管網堿液,確保4#硫磺直接收外管網堿液壓力,防止堿液中斷后尾氣排放超標。根據目前存在問題制定以下措施:(1)P-6805單泵運行,不能正常檢維修,機泵故障風險大,上報零星項目增加一臺備泵;(2)衛六路金一路口至金石物流公司舊堿液管線管徑偏小(DN50 mm),第一聯合裝置大修時,將該管線擴徑至DN80 mm;(3)4#硫磺堿液罐液位盡量高控,堿液罐液位控制在75%~85%。
3 結論
與其他技術相比,動力波逆噴洗滌技術具有較多技術特點,完全適用于硫磺回收裝置的煙氣脫硫,同時也存在一定問題。
(1)動力波技術工藝控制簡單,操作靈活,在操作中只需要控制好噴頭壓力及循環液的pH,控制較為穩定。脫硫系統運行穩定,操作彈性高,能適應硫磺煙氣波動大的特點,且兼顧開停工工況;占地面積較少,可以適應老裝置的建設。本次為動力波脫硫技術首次應用于國內大型硫磺回收裝置,經改造后尾氣SO2由355 mg/m3降至20 mg/m3以下,脫除率高達94.38%,遠低于新的國家排放標準,表明動力波技術在處理硫磺尾氣脫硫方面,有著較高的應用和推廣價值。
(2)在設計時雖然考慮到了煙氣帶液及塔底渦流問題,并設置了兩層除沫網和防渦器,但由于硫磺煙氣量較大,煙氣帶液問題依然嚴重,導致含鹽煙氣在換熱器內部結垢導致換熱器效果持續下降,排煙溫度較低,當環境溫度低于10 ℃或環境濕度較大時,煙囪容易冒“白煙”。同時事故泵開啟時循環液循環量較大,在分離塔內形成渦流,形成一系列“奇怪”的現象,事故泵無法運行,根據設計部門建議,需在下次檢修時增加導流板整改。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12
