玻璃纖維/聚丙烯纖維增強熱塑復合材料的制備及其性能
2019-03-25 06:58:48董衛國
紡織學報 2019年3期
董衛國
(1. 天津工業大學 紡織科學與工程學院, 天津 300387; 2. 天津工業大學 先進紡織復合材料教育部重點實驗室, 天津 300387)
相比于熱固性基體復合材料,熱塑性基體復合材料具有更好的韌性、更快的固化成型速度,特別是生產過程清潔化和產品可回收重復利用等環境友好特點[1],但是由于熱塑性基體材料具有較高的熔融黏度,增加了其浸潤增強纖維的難度,使得復合材料中增強纖維的比例較低(質量分數不高于40%)和長度較短,限制了熱塑性復合材料的應用范圍。
混纖法制作熱塑性復合材料是新工藝,將熱塑性的基體材料以纖維狀態和增強纖維充分混合,當熱塑性纖維被加熱融化時可快速浸潤增強纖維,從而克服高黏度的熱塑性樹脂浸漬增強纖維的困難。混纖預型件的制備采用紡織加工技術,加工效率高、成本低、增強纖維比例和排列方式設計自由度大,并且可得到長纖維增強復合材料或連續纖維增強熱塑復合材料[2-3]。混纖預型件有多種形式,包括混紡紗[4]、混合纖維氈[5]、包芯紗[6]、交織物[7]等。混紡紗(混紡氈)可實現2種組分纖維單纖維之間的混合,當熱塑纖維受熱融化時可以原位浸漬增強纖維,從而縮短浸漬時間,減少復合材料的孔隙率,得到高質量的復合材料制品。通過梳理成網或梳理成條可以實現2種單纖維之間的混合;然而對于碳纖維、玻璃纖維等脆性高性能纖維采用紡織工藝中的梳理成網混合或梳理成條混合并不適合,因此,可采用牽切成條混合方法制備熱塑復合材料的混纖預型件[8-10]。在牽切設備喂入的連續纖維絲束,當拉伸超過纖維斷裂伸長率時,絲束中的纖維會發生斷裂,使連續纖維束成為短切纖維條,纖維的長度通過調整牽切隔距等工藝參數控制[11];連續纖維在牽切過程中同時喂入其他短纖維須條,經過并合牽伸,可以使2種纖維達到單纖維水平的混合。
本文采用牽切工藝將連續玻璃纖維束和聚丙烯短切纖維(GF/PP)制成混纖預型件,然后熱壓得到GF/PP 纖維增強熱塑復合材料(GF/PPLRFT),對復合材料的形貌特征進行觀察、表征,并研究其力學性能和動態力學性能。
1 實驗部分
1.1 實驗材料
連續玻璃纖維束,單纖維直徑為15 μm,纖維束中單纖維根數為200;聚丙烯短切纖維,長度為33 mm,線密度為0.153 tex。以上纖維均由北京納盛通新材料科技有限公司提供。
1.2 試樣制備
聚丙烯短切纖維梳理成條,然后和連續玻璃纖維束一起根據一定比例喂入牽切設備,在牽伸羅拉作用下,連續纖維束被牽切成短切纖維,并與聚丙烯纖維混合,得到玻璃纖維/聚丙烯纖維混合須條。玻璃纖維/聚丙烯纖維混合須條再次進入并條機二次并合拉伸,使2種纖維得到充分混合。經過并合牽伸,可使2種纖維達到單纖維水平的混合,其原理如圖1所示。若喂入的增強纖維束纖維根數為m,經過n1倍的牽伸后纖維根數為m/n1,經過第2次n2倍的牽伸,纖維根數為m/n1n2,選擇合適的牽伸倍數和牽伸次數,可使喂入的增強纖維束分離為單纖維。

圖1 2種纖維牽切混合過程示意圖Fig.1 Schematic diagram of drawing and mixing of two kinds of fiber
玻璃纖維/聚丙烯纖維混合須條正交鋪層(0/90),得到復合材料預型件,將預型件在模壓機中模壓,模具溫度為190 ℃,壓力為8 MPa,熱壓時間為15 min,保壓室溫冷卻,得到玻璃纖維/聚丙烯纖維復合材料,并與文獻[12]采用擠出模質法制備的復合材料進行對比分析。復合材料的制備工藝過程如圖2所示。
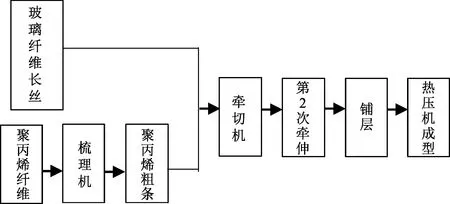
圖2 GF/PP熱塑復合材料試樣制備過程示意圖Fig.2 Preparation process diagram of GF/PP thermoplastic composite materials
1.3 復合材料表征與測試
1.3.1復合材料形貌觀察
在試樣表面和截面進行噴金處理后,采用TM-1000型掃描電子顯微鏡(日本日立公司)觀察復合材料的橫截面、復合材料拉伸斷裂斷口形貌。
1.3.2復合材料中玻璃纖維長度及含量測試
將試樣在馬弗爐中加熱到500 ℃,PP基體被燃燒分解,燃燒后得到玻璃纖維網,用顯微鏡觀察玻璃纖維的排列狀態;從玻璃纖維網中隨機取出一些纖維分散到質量分數為1%的丙三醇溶液中,用顯微鏡的標尺工具測量玻璃纖維的長度,本文實驗隨機測量纖維根數為200,得到纖維長度的平均值和長度分布。
根據GB/T 2577—2005《玻璃纖維增強塑料樹脂含量試驗方法》,稱取一定質量的復合材料試樣,在馬弗爐中加熱到500 ℃,PP基體被燃燒分解,稱量剩余玻璃纖維,根據試樣燃燒前和燃燒后的質量,得到復合材料中玻璃纖維的含量。
1.3.3復合材料密度及孔隙率測試
采用密度法測量復合材料的孔隙率,密度用浮力法測試,分別測出纖維、基體、復合材料的密度,根據復合材料中纖維含量計算復合材料孔隙率:
PV=1-ρM(GF/ρF+GR/ρR)
式中:GF為玻璃纖維所占質量百分比,%;GR為PP基體所占質量百分比,%;ρF為玻璃纖維密度, g/cm3;ρR為PP基體密度, g/cm3;ρM為復合材料密度, g/cm3。
1.3.4復合材料靜態力學性能測試
試樣拉伸實驗依據GB 1447—2005《纖維增強塑料拉伸性能試驗方法》,在INSTRON3369型萬能電子強力儀上進行,拉伸速度為2 mm/min;試樣彎曲實驗依據GB 1449—2005《纖維增強塑料彎曲性能試驗方法》,在INSTRON3369型萬能電子強力儀上進行,彎曲速度為2 mm/min;缺口沖擊強度實驗依據GB/T 1843—2008《塑料懸臂梁沖擊強度的測定》在擺錘式沖擊實驗機上進行。
1.3.5復合材料動態力學性能測試
試樣的動態力學性能采用242C型動態熱機械分析儀(DMA,德國NETZSCH公司)測試。試樣規格為60 mm×10 mm×4mm,設定溫度范圍為-40~200 ℃,升溫速率為10 ℃/min,采用氮氣氣氛,頻率設定在5 Hz。
2 結果與分析
2.1 復合材料形貌分析
圖3示出GF/PP復合材料形貌照片。可以看出:玻璃纖維在聚丙烯基體中以單纖維狀態分布,沒有發現束狀纖維,說明玻璃纖維在復合材料中得到了良好的分散;復合材料拉伸斷裂后伸出的玻璃纖維表面完全被PP基體包裹,說明熱熔纖維融化后能浸潤每根玻璃纖維,并與玻璃纖維形成良好的結合。
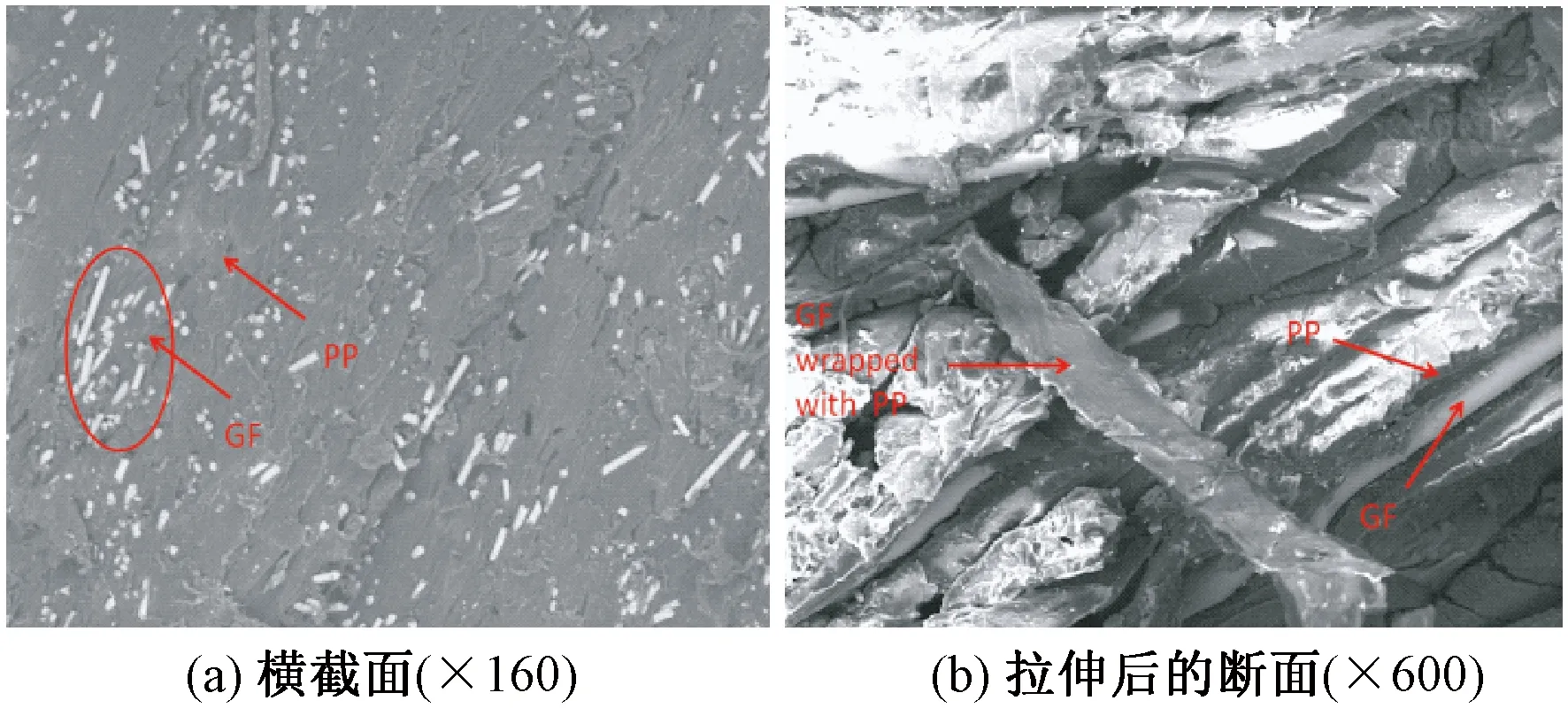
圖3 GF/PP復合材料形貌照片Fig.3 Images of GF/PP composite. (a) Cross section(×160); (b) Section after stretch (×600)
2.2 復合材料中增強纖維長度分布
圖 4(a)示出GF/PP復合材料燒蝕后得到的玻璃纖維網照片。將含有玻璃纖維(長度為25 mm)和聚丙烯樹脂的粒料喂入擠出機中,經熱熔、混合、擠出后模壓成型[13]制得GF/PP復合材料,其材料中玻璃纖維排列如圖4(b)所示。可以清晰地看到:玻璃纖維以90°的角度交叉排列,具有高伸直度、高取向度、較好分散性的特點;中纖維排列是隨機的,纖維伸直度差。

圖4 GF/PP復合材料中纖維網照片Fig.4 Images of glass fiber mesh in GF/PP composites.(a) After allation; (b) Extrusion molding
圖5為GF/PP復合材料中玻璃纖維長度分布圖。可以看出:采用牽切混纖法得到的復合材料中玻璃纖維平均長度為22.9 mm,長度大于21 mm的比例占62.5%;采用擠出模壓法制得的復合材料雖然喂入玻璃纖維的長度為25 mm,但是由于在擠出過程中纖維受到損傷,使玻璃纖維的平均長度變為9.81 mm,10 mm以下的纖維在53.1%以上。
纖維長度和分散度是影響纖維增強材料力學性能的關鍵因素,為了制備性能良好的長纖維增強熱塑性復合材料,需要保持纖維有較長的長度,纖維長度越長,越有利于材料性能的提高;同時,應該使纖維分散成單絲,以保證被樹脂良好浸漬,提高界面的結合強度,充分發揮長纖維的優勢[13]。

圖5 GF/PP復合材料中玻璃纖維長度分布圖Fig.5 Fiber length distribution plot of glass fiber of GF/PP composites
在熱塑復合材料中增強纖維的長度為0.3 mm以上即稱為長纖維增強熱塑復合材料,文獻[12]中纖維平均長度達到9.81 mm,屬于纖維長度較長的熱塑復合材料。本文實驗采用牽切混纖法得到復合材料,玻璃纖維平均長度達到22.9 mm,是擠出模壓法的2倍以上,而且伸直度高,取向度高,分散性好,為復合材料獲得高力學性能提供了重要保證。
2.3 復合材料力學性能分析
GF/PP復合材料中玻璃纖維含量為45.73%,測得玻璃纖維、聚丙烯纖維、GF/PP復合材料的密度分別為2.4、0.89、 1.23 g/cm3,計算得到GF/PP復合材料的孔隙率為1.58%。
在保持基體與纖維能夠良好結合的條件下,纖維的含量升高,復合材料的力學性能和耐熱性都會提高。熱塑復合材料中的孔隙率主要是由于基體與纖維浸潤不良造成的。熱塑樹脂由于黏度大,流動性差,難以浸潤纖維,因此熱塑復合材料與熱固性復合材料相比,孔隙率較大。在包芯紗和交織物預型件中由于增強纖維是束狀形態,熱塑纖維融化后難以完全浸潤增強纖維,得到的熱塑復合材料孔隙率一般在3%以上,在纖維含量較高時,孔隙率會更大[14]。
由于經過牽切工藝使得玻璃纖維可較好地分散,本文實驗得到的熱塑復合材料既有較高的纖維含量(45.73%),又有較小的孔隙率(1.58%)。
2.3.1靜態力學性能分析
表1示出GF/PP復合材料的拉伸、彎曲和沖擊性能測試數據。由擠出模壓法制得GF/PP復合材料的拉伸、彎曲和沖擊性數據[12]也列于表1中。由牽切混纖法得到的復合材料具有更好的力學性能,其拉伸強度為128 MPa,彎曲強度為180 MPa,沖擊強度為35 kJ/m2,拉伸模量為8 300 MPa,彎曲模量為9 780 MPa。主要是由于玻璃纖維含量更高和長度長,分散度、伸直度、取向好。當纖維長度長,纖維伸直度、取向度高,纖維與基體界面結合牢固時,纖維能夠有效地傳遞載荷,因此,復合材料的拉伸性能、彎曲性能、沖擊性會明顯提高,將接近于連續纖維增強復合材料[15-16]。

表1 GF/PP復合材料的力學性能Tab.1 Mechanical properties of GF/PP composites
注:牽切混纖法中玻璃纖維含量為45.73%;擠出模量法中玻璃纖維含量為40%。
2.3.2動態力學分析
圖6示出GF/PP復合材料的DMA曲線。可看出,GF/PP復合材料具有較高的儲能模量。經計算得材料的玻璃化轉變溫度為73.4 ℃。在73.4~150 ℃溫度范圍內,材料的儲能模量沒有明顯的降低;在溫度為150 ℃時,儲能模量是初始最大儲能模量的60%以上,損耗因子在0.08以下,因此,材料在150 ℃以上提高了熱塑基體的玻璃化轉變溫度和耐熱性。影響儲能模量的主要因素有增強材料的含量、形狀,增強材料在基體樹脂中的分布和分散狀態,以及二者之間的界面形態等[18]。對于增強纖維和熱塑材料基體之間具有良好界面相容性的復合材料,強的界面黏結作用可以限制增強纖維-基體界面鏈段的運動,使得耗能因子的振幅值降低,并使玻璃化轉變溫度不明顯或移動到更高的溫度[20]。

圖6 GF/PP復合材料的DMA曲線Fig.6 DMA curve of GF/PP composites
3 結 論
1)采用牽切工藝將玻璃纖維和聚丙烯短切纖維制成混纖預型件,由此混纖預型件制成的熱塑復合材料玻璃纖維含量為45.73%,平均長度為22.9 mm。玻璃纖維含量高,長度長,其在復合材料基體中具有高伸直度、高取向度和較好的分散性。纖維與基體形成良好的結合,具有較小的孔隙率,其值為1.58%。
2)與擠出模壓法得到的復合材料相比,該復合材料具有更好的力學性能,復合材料的拉伸強度、彎曲強度、沖擊強度分別為為128、180 MPa和35 kJ/m2,拉伸模量、彎曲模量分別為8 300、9 780 MPa。
3)復合材料的玻璃化轉變溫度為73.4 ℃,溫度在150 ℃時,能夠保持較高的儲能模量和較小的損耗因子,具有良好的熱力學性能。
FZXB
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年3期)2019-07-10 00:54:00
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29
