碳纖維增強PEEK薄壁結構件加工工藝研究
2019-03-28 08:00:12江希龍
宇航材料工藝 2019年6期
關鍵詞:工藝
李 星 江希龍 李 松 陳 曦 馬 駿
(北京空間機電研究所,北京市航空智能遙感裝備工程技術研究中心,北京 100094)
0 引言
PEEK(聚醚醚酮)做為一種新型熱固性工程材料[1-2]在航空航天、汽車行業、電子電器和醫療器械等領域有廣泛的應用前景[3]。碳纖維(CF)是一種高強度、高模量、低密度增強材料,采用30%碳纖維增強PEEK可克服普通材料彈性模量低、軟化溫度低、抗溶劑性差、纖維/樹脂粘接強度低等缺點,具有優異的物理力學性能(表1),在航空、航天、航海、機械、電氣、生物工程等領域廣泛應用[4]。目前國內外對PEEK/450CA30材料的成型機理研究較多且較為成熟,機械加工性能及工藝方面研究較少。本文通過對PEEK/450CA30遮光罩零件的加工特性及加工工藝進行了分析,通過切削試驗確定了加工工藝參數及熱處理參數,解決了其加工中的技術難題。

表1 PEEK/450CA30物理及力學性能Tab.1 Physical/mechanical properties of PEEK/450CA30
1 PEEK/450CA30遮光罩結構特點及加工難點分析
圖1所示為光學遙感器上使用的PEEK/450CA30遮光罩,主要用于消除太空中對遙感相機鏡頭的有害雜散光,對結構質量及尺寸精度有嚴格要求。
圖1 PEEK/450CA30遮光罩結構形式Fig.1 Structural form of PEEK/450CA30 lens hood
1.1 遮光罩結構特點
PEEK/450CA30遮光罩的結構(圖2)為典型薄壁結構,主要設計要求如下:
(1)零件為回轉體結構,為了有效消除雜、散光,內部分布了數十個間距不等、大小不同的方形光闌片,形成了整體帶角度的錐形通光孔;
(2)內部方形光闌片厚度1 mm,內切槽深度最大30 mm,且有45°刃口,各處壁厚均為1 mm;
(3)連接平面度要求為0.01 mm。
圖2 PEEK/450CA30遮光罩設計要求Fig.2 Design requirement of PEEK/450CA30 lens hood
1.2 加工難點分析
(1)PEEK/450CA30材料大尺寸棒料成型困難,內應力大。分析PEEK/450CA30材料制備工藝過程,材料屬于熱固性材料,由于成型壓力、剪切應力、各向異性、模溫不勻,硬化不均等因素的影響,會形成較大內應力[5],注塑成型過程中,源于熔體中纖維的流動取向,所以這種注塑材料的力學行為會呈現明顯的各向異性[6-7],因此,原材料尺寸越大,成型過程中的內應力就越大,加工過程中因應力集中容易出現開裂。
(2)PEEK材料具有良好的加工性能,但通過比強度高、脆性的碳纖維進行增強后,使PEEK強度提高、脆性增大,加劇了該材料在加工過程中的刀具磨損和因材料脆性導致開裂的風險,磨損方式主要為刀具前刀面磨損,如圖3中光亮處所示。
(3)零件結構復雜、精度高、整體壁薄、剛性差,加工過程中易發生顫振,影響加工精度及刀具磨損。整個零件要求保證的尺寸超過100處,內腔有19層壁厚為1 mm的方孔形光闌片,每處光闌片的邊緣要求為45°尖角,最深內槽30 mm,深槽位置需要使用加長桿和專用刀具才能實現加工,連接面的平面度要求0.01 mm。

圖3 刀具磨損情況Fig.3 Tool wear condition
2 PEEK/450CA30遮光罩加工過程設計
根據上述分析,要解決PEEK/450CA30遮光罩加工難題,需要從控制原材料內應力、避免刀具快速磨損、降低結構難度等方面著手,并需要合理設計工藝流程及工藝參數保證產品加工精度。
2.1 工藝措施
(1)拆分零件,降低材料成型及加工難度。將圖2零件拆分為圖4兩個部分,采取螺紋連接的方式組合成一體。首先,拆分后產品長度減半,原材料成型長度縮短,降低了成型難度,同時隨著原材料體積縮小,注塑過程中有效降低了原材料的內應力分布;其次,長度減少后,特別是內部深孔及內槽結構,加工時懸臂結構變短,有利于產品加工。
圖4 拆分后結構示意圖Fig.4 Structural sketch after splitting
(2)從材料成型和熱處理兩方面控制材料內應力。采用管料替代棒料,減少加工去除量,通過多次熱處理降低原材料內應力及提高結構件尺寸穩定性。
(3)合理劃分加工階段,采用粗加工、半精加工、精加工等3個階段完成精密加工。過程中需嚴格控制每個加工階段的切削量:粗加工切削量,每次切深不超過0.2 mm;半精加工和精加工切深控制在0.1 mm以內,過程中穿插熱處理及尺寸穩定化,控制及消除切削應力。
(4)合理安排加工順序,考慮加工過中銑削的力較大,車削的力相對小,采取先進行內部結構的銑削加工,后進行外部結構的車削,光闌片壁厚為1mm,加工后產品結構薄弱,造成零件失穩,易造成產品開裂、產品精度難以保證等問題,所以采取先銑削后車削的工序安排。
2.2 工藝流程
針對PEEK/450CA30遮光罩的結構特點、工藝難點及所采取的工藝措施設計了工藝流程,見圖5。
圖5 PEEK/450CA30遮光罩加工工藝流程Fig.5 Processing process of PEEK/450CA30 lens hood
2.3 PEEK/450CA30材料試驗
材料的切削性能可以通過刀具耐用度、切削力、切削溫度、表面粗糙度等指標來衡量。本文從刀具耐用度、切削力、切屑連續性以及熱處理方面進行工藝試驗,通過分析得出PEEK/450CA30材料的切削參數和熱處理參數。
試驗材料采用PEEK/450CA30棒材,規格為φ100 mm×250 mm;加工設備分別采用SPINNER數控車床/DMU125P進行車削和銑削加工;試驗刀具采用YG6X硬質合金刀/PCD金剛石鑲片刀。
試驗方法:分別采用YG6X硬質合金刀/PCD金剛石鑲片刀,在相同的切削速度、進給量、切削深度工藝參數下,采用Kistler測力儀測量切削力,采用HLEO精密投影測量儀測量刀具的磨損量,采用粗糙度儀測量表面粗糙度。
3 結果與討論
3.1 刀具耐用度
在刀具試驗中,切削長度每10 mm檢驗刀具磨損情況,磨損程度對比結果見表2。可見PCD刀具磨損量明顯低于YG6X,因此更適用于PEEK/450CA30材料的加工。
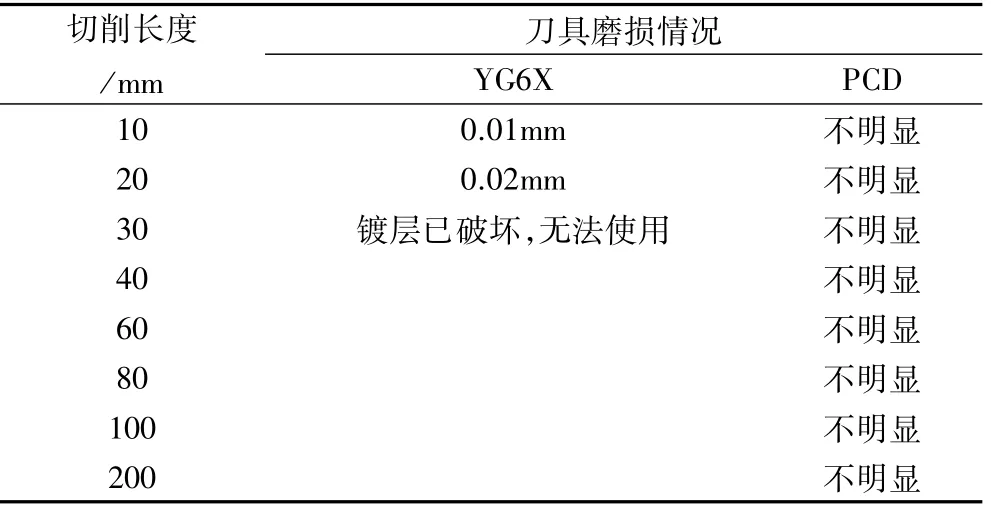
表2 YG6X/PCD刀磨損程度Tab.2 Wear degree of YG6X/PCD tool
3.2 切削力
得出YG6X和PCD刀具在同樣切削速度下加工PEEK/450CA30材料的切削力如圖6所示。可見,采用PCD刀具加工PEEK/450CA30的切削力明顯降低。

圖6 刀具切削力(v C=100 m/min)Fig.6 Cutting force of tool(v C=100 m/min)
3.3 切屑連續性
隨著切削的進行,切削由帶狀[圖7(a)]轉化為細屑狀[圖7(b)],是由于刀具磨損導致切削不連續,切削過程由單純的切削轉為切削+擠壓的復合過程,加工表面也隨之發生變化,由最初的光亮表面轉為紋路明顯的表面(圖8)。

圖7 PEEK/450CA30切屑Fig.7 Chips of PEEK/450CA30
通過切削加工試驗,確定的PEEK/450CA30材料加工工藝參數如表3所示。

圖8 PEEK/450CA30試件加工表面Fig.8 Machining surface of specimen of PEEK/450CA30

表3 PEEK/450CA 30材料加工參考工藝參數Tab.3 Reference process parameters of PEEK/450CA30
表3中所示參數選用原則如下:
(1)粗加工階段,宜采取較小切削速度、進給量相對大的方式,以保證生產效率;
(2)半精加工和精加工階段,宜采取切削速度較大、進給量和切深量較小的方式,以保證產品尺寸精度和表面質量。
3.4 尺寸穩定化處理
目前,尺寸穩定化處理一般有熱處理、自然時效、超聲振動時效等方式。本文采用熱處理的方式對PEEK/450CA30原材料進行消除應力,通過對PEEK/450CA30復合材料進行熱處理,改善力學性能的同時,可以一定程度上消除其內應力[7]。
通過試驗,對PEEK/450CA30材料進行熱處理(圖9)能夠有效消除該材料的內應力,有助于改善產品的機械加工性能、保證產品尺寸精度及形位精度。
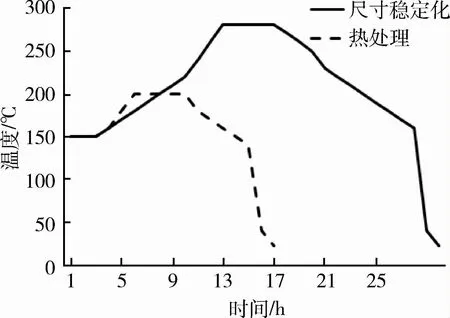
圖9 PEEK/450CA30熱處理/尺寸穩定化曲線Fig.9 Temperature curve of heat treatment/size stabilization treatment of PEEK/450CA30
通過上述措施,成功加工PEEK/450CA30薄壁件(圖10),主要精度指標實測如下:
(1)光闌片壁厚尺寸實測(1±0.05)mm,整體壁厚(1±0.05)mm;
(2)安裝面平面度0.01 mm;
(3)加工表面粗糙度Ra1.6μm。
該零件滿足設計要求,經空間飛行驗證,能夠滿足空間使用條件。

圖10 PEEK/450CA30遮光罩產品Fig.10 PEEK/450CA30 lens hood
4 結 論
(1)針對PEEK/450CA30的薄壁結構件,通過優化結構設計,可以有效降低材料成型難度和加工難度。
(2)采用PCD刀具加工PEEK/450CA30材料,可以保證尺寸精度和良好的表面粗糙度。
(3)對PEEK/450CA30進行熱處理,可以在一定程度上消除內應力,降低零件加工開裂風險;可以起到尺寸穩定化的效果,保證零件尺寸形位精度。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
