基于PLC控制的普通車床車削軸類工件的加工工藝研究
2019-03-30 03:49:19王輝
數字技術與應用 2019年12期
關鍵詞:工藝
王輝
摘要:單件或者小批量加工軸類零件時,我們一般用普通車床對其進行加工,普通車床的電氣部分由PLC控制,用PLC編制的程序來控制車床各個部分的運動。普通車床是數控車床的基礎,讓學生先學習如何使用普通車床加工零件,讓他們了解車床的運動原理和基本操作,然后讓學生按照零件圖和工藝卡親自動手把毛坯加工成產品,使其達到尺寸精度和形位精度要求,這樣才能使學生對設計和工藝有更深的領悟。本文從本科院校的車工實習教學出發,結合機械專業的理論知識和學生的專業基礎,對軸類工件的加工工藝進行了深入的研究。
關鍵詞:車工;圓錐;內孔;短軸;工藝
中圖分類號:TG519 文獻標識碼:A 文章編號:1007-9416(2019)12-0001-02
隨著國家對應用型技術人才的需求量劇增,全國很多本科院校紛紛轉型為應用型院校,這些院校也更加側重于培養學生的加工技能和實踐能力,也投入了大量的資金來購買機械加工設備。車工作為機械加工中的一個重要工種,占據著重要的地位,所以安排學生學習車工的一些基本加工技能。車工實習內容的制定既要結合理論教學內容,又要結合車工訓練技能,達到理論聯系實踐。作者根據多年的實踐教學經驗,特為本科生制定了一套完整的車工實習內容,采用模塊化教學,把實習內容分成三部分,學生通過加工圓錐,軸套和短軸這三個工件,可以學習車端面,外圓,倒角,圓錐,內孔,退刀槽等車工的基本加工技能,同時學會了如何使用外圓車刀,端面車刀,切斷刀,內孔車刀等常用車削刀具,最終使學生提高了車工操作水平。
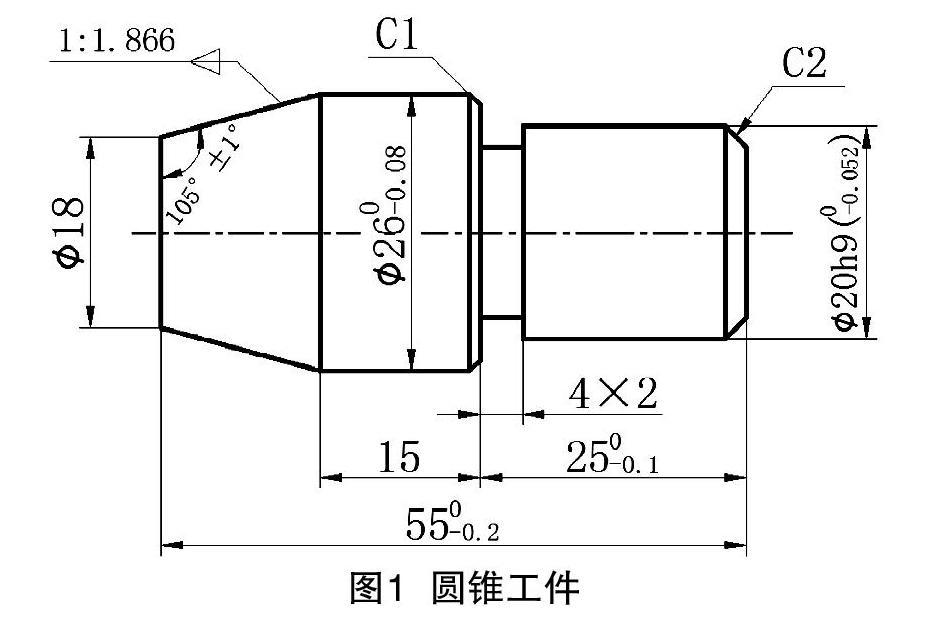
1車削圓錐工件的加工工藝路線
圓錐零件圖如圖1所示。圓錐加工工藝路線如下:
(1)用三爪自定心卡盤裝夾毛坯外圓(定位基面),伸出長度80mm,并找正,夾緊。
(2)用45°車刀粗、精車右端面(測量基準)。刻線長度56mm,用90°右偏刀粗車26外圓,留加工余量0.5mm,車至尺寸26.5mm×56mm。
(3)刻線長度24.5mm,粗車20外圓,留加工余量0.5mm,車至尺寸20.5mm×24.5mm。
(4)試切,先精車26外圓,后精車20外圓,使長度尺寸25mm達圖。倒角1×45°。
(5)應用直進法或左右借刀法,用切槽刀(切斷刀)粗、精車尺寸5×1.8退刀槽。末一刀橫向進給后,再縱向進給以精車槽底,橫向退刀。必須手動慢速進給。
(6)用切斷刀按刻線長度56mm切斷工件,留長度余量1mm。必須手動慢速進給。
(7)調頭工件,墊銅皮裝夾20外圓,軸肩貼合卡爪,并找正,夾緊。用45°車刀粗、精車另一端面,并使總長度尺寸55mm達圖。
(8)刻線長度14.5mm,作為車削圓錐高度參考線。
(9)應用小滑板轉位法。停止機床,松開螺母;將小滑板沿逆時針方向旋轉圓錐半角α/2=15°,使基準零線與圓錐半角刻線(α/2)對齊;然后擰緊螺母。
(10)用90°右偏刀粗車圓錐面,留加工余量0.5mm,車至小徑尺寸18.5mm。對刀:使刀尖與軸端外圓表面接觸。讓刀:將小滑板向后退出。進刀:橫向移動中滑板,給定切削深度1mm。走刀:雙手交替轉動小滑板進給手柄,連續勻速進給。退刀:橫向移動中滑板,再移動小滑板快速退出復位。注意:勿動大滑板,保證刀具軌跡是平行四邊形。
(11)試切,精車圓錐面,使圓錐的錐度、高度、小徑尺寸均達圖。
(12)測量合格后,取下工件。
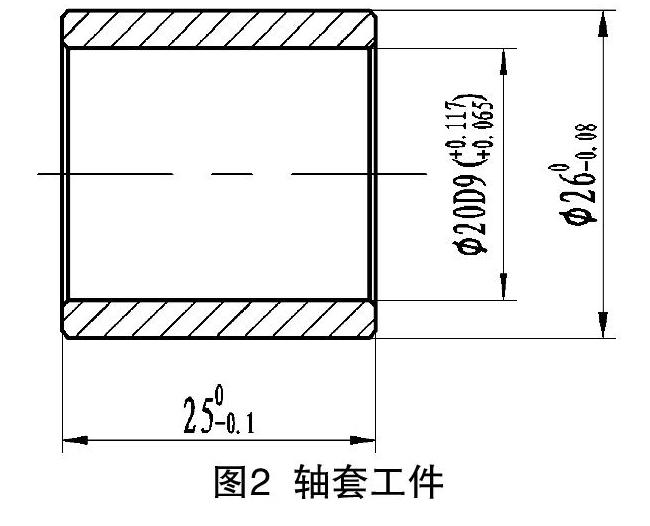
2 車削軸套工件的加工工藝路線
軸套零件圖如圖2所示。軸套加工工藝路線如下:
(1)用三爪自定心卡盤裝夾毛坯外圓(定位基面),伸出長度70mm,并找正,夾緊。
(2)用45°車刀粗、精車右端面(測量基準)。刻線長度26mm,用90°右偏刀粗車26外圓,留加工余量0.5mm,車至尺寸26.5mm×26mm。
(3)用中心鉆鉆中心孔,孔起到定位作用。1)停止車床,將中心鉆裝在鉆夾頭上,鉆夾頭裝在尾座套筒內并鎖緊。2)移動尾座,使中心鉆接近工件端面,然后緊固尾座。3)啟動車床,手搖尾座手柄,使中心鉆慢速均勻進給。4)鉆畢時,中心鉆在孔內停留2~3秒鐘,以修光中心孔,提高中心孔的形狀精度和表面質量。5)退出中心鉆,移動尾座復位,卸下鉆夾頭,停止車床。
(4)用麻花鉆鉆孔18mm,深30mm。操作步驟與鉆中心孔基本相同。注意:鉆削時主軸轉速要低,進給速度要小,澆注冷卻液,且鉆削過程中必須經常退出鉆頭,以利于排屑和冷卻鉆頭。
(5)用內孔車刀粗、精車內孔20mm,深26mm。檢測時可用臺階軸做塞規,滿足裝配精度。內孔倒角0.5×45°。
(6)試切,精車26外圓,車至尺寸26mm×26mm。倒角0.5×45°。
(7)用切斷刀按刻線長度26mm切斷工件,留長度余量1mm。必須手動慢速進給。
(8)調頭工件,墊銅皮裝夾26外圓,并找正,夾緊。用45°車刀粗、精車另一端面,并使總長度尺寸25mm達圖。外圓和內孔倒角0.5×45°。
(9)測量合格后,取下工件。
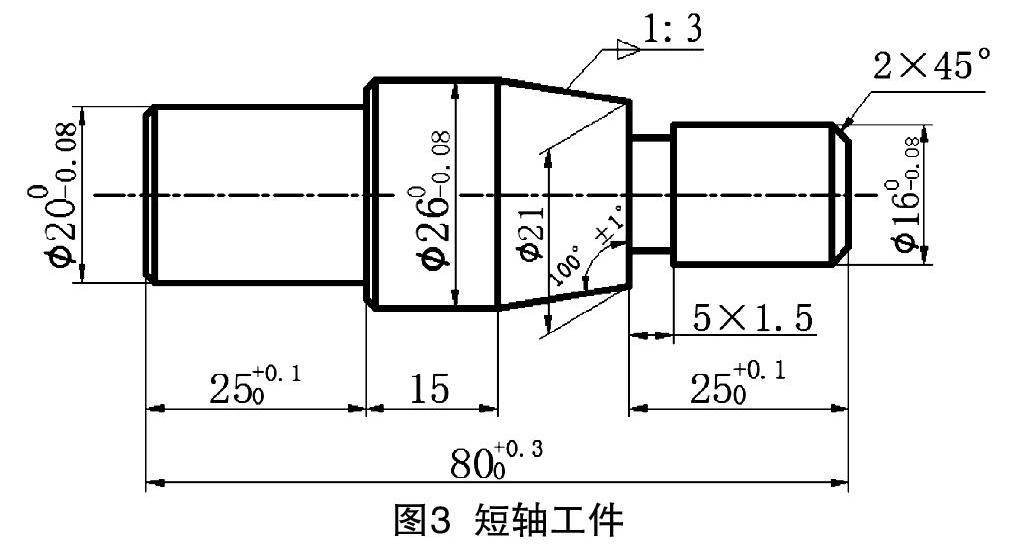
3 車削短軸工件的加工工藝路線
短軸零件圖如圖3所示。短軸加工工藝路線如下:
(1)下料,毛坯棒料長度82mm,去毛刺。必須手動慢速進給。
(2)用三爪自定心卡盤夾持毛坯外圓,伸出長度55mm,并找正,夾緊。
(3)用45°車刀粗、精車左端面。刻線長度41mm,用90°右偏刀粗車26外圓,留加工余量0.5mm,車至尺寸26.5mm×41mm。
(4)刻線長度24.5mm,粗車20外圓,留加工余量0.5mm,車至尺寸20.5mm×24.5mm。
(5)試切,先精車26外圓,后精車20外圓,并使長度尺寸25mm和表面粗糙度Ra3.2μm達圖。倒角1×45°。
(6)調頭工件,夾持20外圓,軸肩貼合卡爪,并找正,夾緊。用45°車刀粗、精車另一端面,并使總長度尺寸80mm達圖。
(7)粗、精車26外圓,車至尺寸26mm×39mm。
(8)刻線長度24.5mm,粗車16外圓,留加工余量0.5mm,車至尺寸16.5mm×24.5mm。
(9)試切,精車16外圓,并使長度尺寸25mm和表面粗糙度Ra3.2μm達圖。倒角2×45°。
(10)應用直進法或左右借刀法,用切槽刀(切斷刀)粗、精車5×1.5退刀槽。末一刀橫向進給后,再縱向進給以精車槽底,橫向退刀。必須手動慢速進給。
(11)應用小滑板轉位法,用90°右偏刀粗、精車圓錐面(小滑板沿逆時針方向旋轉圓錐半角α/2=9°27),使圓錐的錐度、高度、小徑尺寸均達圖。
(12)測量合格后,取下工件。
4 注意事項
(1)實習之前,學生的著裝要做到三緊,即拉鏈要拉緊,領口和袖口要扣緊。實習過程中,也要做到三緊,即工件、車刀要夾緊,刀架要鎖緊,必須用加力桿。
(2)刀具最大切削深度是1mm,是為了防止刀具崩刃,傷及面部和眼睛。而且,加工鋼料時,必須戴護目鏡。
(3)實習指導教師要不斷地巡視,若發現學生的不規范操作,一定要及時制止和糾正。
參考文獻
[1] 王吉東.關于車工實習教學的探討[J].科學技術創新,2011(34):4.
[2] 劉鳳弟.技術型高校車工實訓課程的教學改革探討[J].農家參謀,2018(22):179.
[3] 俞革.大學生車工實習的教學方法研究[J].時代農機,2018(08):114.
Research on the Processing Technology of? Turning Shaft Workpieces with General Lathe Based on PLC Control
WANG Hui
(Jilin Business and Technology College,Changchun? Jilin? 130507)
Abstract:When processing shaft parts in single piece or small batch, we usually use ordinary lathe to process them,the electric part of the common lathe is controlled by PLC, and the program compiled by PLC is used to control the movement of each part of the lathe. General lathe is the foundation of CNC lathe, firstly Let students learn how to use the general lathe to process parts, so that they can understand the principle and basic operation of the lathe, then let the students process the roughcast into products by hand according to the part drawing and process card, make it meet the requirements of dimensional accuracy , shape and position accuracy, in this way, students can have a deeper understanding of design and technology, in this way, students can have a deeper understanding of design and technology. This paper starts from the practice teaching of the lathe workers in the Universities, combining the theoretical knowledge of mechanical major with the professional basis of students, the processing technology of shaft workpiece is studied deeply.
Key words:lathe worker;cone;inner hole;short axis;technology
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
