基于有限元模擬的自沖鉚接工藝參數(shù)優(yōu)化
2019-04-07 02:37:00徐利利陳光權(quán)董衛(wèi)平張洪延
汽車工程學(xué)報 2019年3期
徐利利,汪 彬,陳光權(quán),董衛(wèi)平,張洪延
(1.浙江師范大學(xué),浙江,金華 321004;2.托萊多大學(xué),托萊多,OH 43606,美國 )
為降低汽車的燃料消耗和尾氣排放,車身輕量化已成為現(xiàn)代汽車工業(yè)發(fā)展的必然趨勢,采用鋁合金材質(zhì)車身是實現(xiàn)輕量化最有效的途徑之一[1-3]。對傳統(tǒng)的電阻點焊連接方法而言,由于鋁合金材料本身的特性如表面生成氧化膜、高熱傳導(dǎo)率、高電導(dǎo)率等,鋁合金電阻點焊接頭會出現(xiàn)嚴(yán)重的裂紋、縮孔、噴濺等缺陷[4]。近年來,汽車廠商廣泛采用自沖鉚接方法代替?zhèn)鹘y(tǒng)點焊工藝制造鋁合金車身,自沖鉚接工藝具有步驟少、操作過程簡便及接頭力學(xué)性能好的特點,特別是疲勞強(qiáng)度是傳統(tǒng)電阻點焊接頭的3倍[5]。
自沖鉚接工藝的廣泛應(yīng)用需要對其連接過程和力學(xué)性能進(jìn)行深入研究,黃志超等[6-7]和PORCARO等[8]對自沖鉚接工藝過程進(jìn)行了數(shù)值模擬,結(jié)果表明在一定范圍內(nèi)增加模具凸臺高度,能提高鉚接接頭的自鎖性能,適當(dāng)硬度的鉚釘有利于獲得高性能的接頭。萬淑敏等[9-10]、李曉靜等[11]和樓銘等[12]通過自行設(shè)計的鉚釘和模具進(jìn)行自沖鉚接試驗,開展了模具設(shè)計、鉚釘尺寸與板料匹配方面的研究,提出了鉚釘和凹模的設(shè)計量化指標(biāo)和改進(jìn)方案。萬淑敏等[10]對基于正交試驗的鋁合金/高強(qiáng)鋼異種金屬自沖鉚接工藝進(jìn)行優(yōu)化,分析了影響自沖鉚接接頭強(qiáng)度的關(guān)鍵因素及最佳工藝組合。
本研究在前期工作的基礎(chǔ)上[1,4,13-14],采用有限元模擬為主,試驗驗證為輔的方法,通過正交設(shè)計有限元模擬試驗,建立工藝參數(shù)對接頭形貌和力學(xué)性能影響的有限元模型[15-16]。模擬研究了自沖鉚接過程中工藝參數(shù)對工藝過程、接頭形貌及接頭力學(xué)性能的影響,并以力學(xué)性能最佳為目標(biāo),通過方差分析找出最佳工藝參數(shù)及各參數(shù)的影響大小。結(jié)果表明,采用數(shù)值模擬方法可以快速有效地進(jìn)行工藝過程分析和工藝參數(shù)優(yōu)化,且可作為自沖鉚接工藝設(shè)計及其工藝參數(shù)優(yōu)化的依據(jù)。
1 試驗方法
本研究采用的具體研究方案如圖1所示。首先進(jìn)行有限元建模及網(wǎng)格劃分,通過對自沖鉚接過程的模擬,獲得自沖鉚接接頭的橫截面形貌以及下壓過程中的力-位移曲線。選取一種工藝參數(shù)條件,進(jìn)行自沖鉚接試驗和模擬比較,在自沖鉚接接頭形貌一致的條件下,進(jìn)行基于自沖鉚接工藝參數(shù)正交設(shè)計的有限元模擬。工藝參數(shù)的3個因素為鉚釘長度、鉚釘直徑及模具凹下面積。通過9組不同的模擬試驗,獲得在不同工藝參數(shù)條件下的鉚接過程及接頭剪切拉伸模擬結(jié)果,以剪切拉伸強(qiáng)度最大為目標(biāo),采用方差分析獲得最佳接頭剪切強(qiáng)度條件下的最佳工藝參數(shù)。
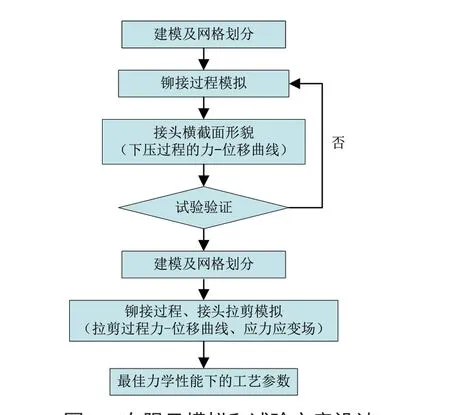
圖1 有限元模擬和試驗方案設(shè)計
本研究模擬和試驗均選用2 mm+2 mm的A5052 H32鋁合金板進(jìn)行自沖鉚接,試驗設(shè)備和結(jié)果與文獻(xiàn)[4]一致。模擬鉚接下壓過程采用二維軸對稱模型建模,剪切拉伸模擬無法采用二維模型,所以將鉚接過程獲得的二維接頭形貌進(jìn)行三維擴(kuò)展并建模。具體的下壓過程和拉剪過程幾何模型分別如圖2a和圖2b所示,下壓過程通過在沖頭施加垂直向下行程來完成,拉剪過程通過固定左端下層鋁板,施加在上板上水平向右的勻速位移來實現(xiàn)。
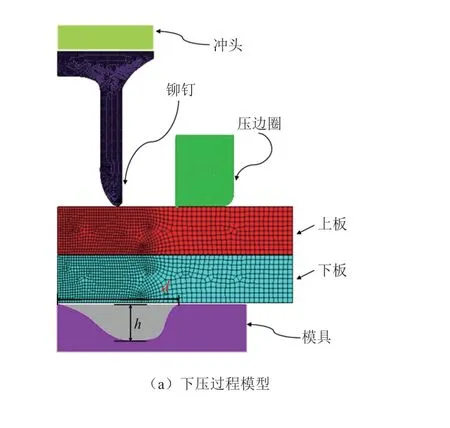
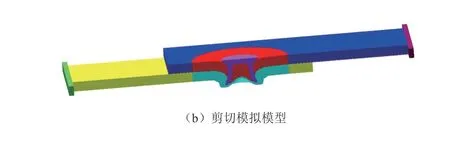
圖2 自沖鉚接有限元模型
本模擬試驗為3個因素3個水平試驗,正交表采用標(biāo)準(zhǔn)的L9(34)進(jìn)行設(shè)計,具體參數(shù)見表1。3個因素包括鉚釘長度、鉚釘直徑及模具凹下印記的面積。鉚釘長度的3個水平為5 mm、6 mm、6.5 mm,鉚釘直徑在保證鉚釘壁厚不變的基礎(chǔ)上,3個水平為4.82 mm、5.14 mm、5.48 mm。模具的尺寸變化在通過保持凸起部分線條基準(zhǔn)輪廓不變的條件下,線條基準(zhǔn)輪廓采用文獻(xiàn)[4]中的最優(yōu)模具輪廓,等比例縮放獲得3種不同的模具凹下面積,其3個水平為3.43 mm2、4.71 mm2、5.12 mm2。模具半寬及深度如圖2a中d、h所示,3個水平對應(yīng)的半寬分別為4.5 mm、5 mm、5.5 mm,深度為1.35 mm、1.5 mm、1.65 mm。
表1 自沖鉚接模擬正交試驗設(shè)計表
沖頭、模具和壓邊圈均為剛體材料模型,鉚釘為冷鍛的高強(qiáng)鋼,屈服強(qiáng)度為1520 MPa,搭接接頭采用2 mm+2 mm的5052-H32鋁板,試驗及模擬采用的材料性能參數(shù)見表2。
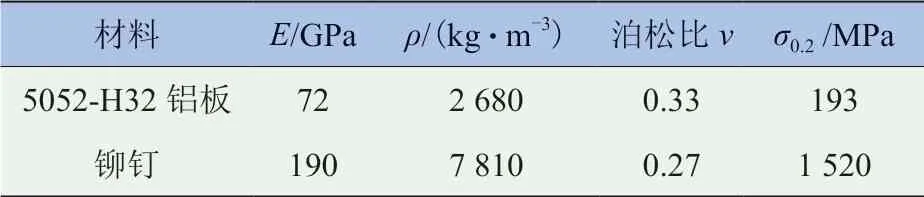
表2 材料性能參數(shù)
自沖鉚接過程模擬由于大變形,可能會導(dǎo)致單元網(wǎng)格畸變嚴(yán)重而不能進(jìn)行計算的問題,本研究通過自適應(yīng)網(wǎng)格技術(shù),讓大變形部位在指定的自適應(yīng)時間步進(jìn)行網(wǎng)格重新劃分。同時,將上層板材在塑性變形至最薄處為0.1 mm厚度時將其分開為兩部分,解決在模擬與實際鉚接過程中上層板材都會被鉚釘穿透截斷的問題。自沖鉚接下壓過程完成后,剪切試驗的模擬通過導(dǎo)入鉚接好的模擬截面形貌進(jìn)行三維拓展,以進(jìn)一步分析自沖鉚接在剪切拉伸過程中的接頭強(qiáng)度以及對應(yīng)的應(yīng)力應(yīng)變場。
2 自沖鉚接成形模擬結(jié)果分析
2.1 成形過程模擬分析
自沖鉚接成形過程模擬結(jié)果如圖3所示(表1中9號)。隨著沖頭向下運動,鉚釘腿部尖端先在力的作用下刺入上層板材(圖3a)。隨著鉚釘進(jìn)一步向下運動,上層板材被鉚釘穿透截斷,同時上下層板材產(chǎn)生大的塑性變形并沿著底座模具的邊沿塑性流動(圖3b)。最終鋁材被沖擊變形并充滿底座模具的凹槽,鉚釘腿部由于模具和鋁材的反作用力徑向脹開,將鉚釘自鎖在疊放的鋁材內(nèi)形成自鎖式的緊固連接(圖3c)。由圖3可知,自適應(yīng)網(wǎng)格劃分以及單元分離功能保證了模擬過程的進(jìn)行。
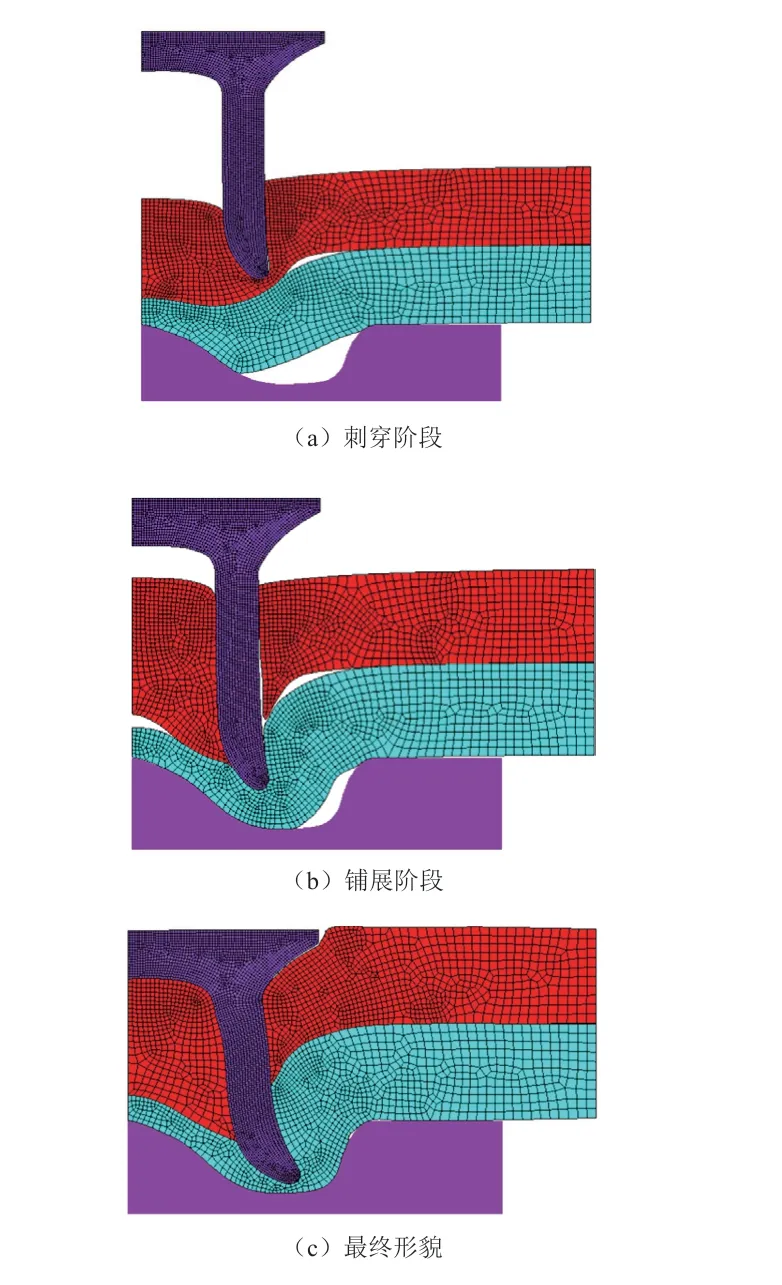
圖3 自沖鉚接成形過程模擬
由模擬獲得的自沖鉚接過程中沖頭下壓力隨位移變化曲線(圖4)可知,在位移點A左側(cè),鉚釘下壓過程阻力較小,這主要是因為模具內(nèi)部有足夠的空間利于鋁材變形,在A點和B點之間,曲線有一個力值下探點,這主要是因為上層鋁板在此時刻被截斷。過了B點之后,沖頭的下壓力陡增,這是因為鉚釘已接近模具的底端,此時模具留給鋁板和鉚釘變形的空位不多,同時鉚釘腿部要橫向脹開,使沖頭壓力增加,最終在鉚接完成時刻達(dá)到極值45 kN左右。

圖4 自沖鉚接過程中沖頭下壓力隨位移變化曲線
如圖5所示,在鉚釘長度6 mm,鉚釘直徑5.14 mm,模具凹部面積5.12 mm2工藝參數(shù)條件下的自沖鉚接接頭橫截面形貌,Δu和Δh的試驗值和模擬值分別為0.62 mm、0.57 mm和0.42 mm、0.43 mm。由圖5a的模擬結(jié)果和圖5b的試驗結(jié)果可知,模擬和試驗得到的接頭形貌基本一致,試驗驗證了所建立的有限元模型的準(zhǔn)確性。
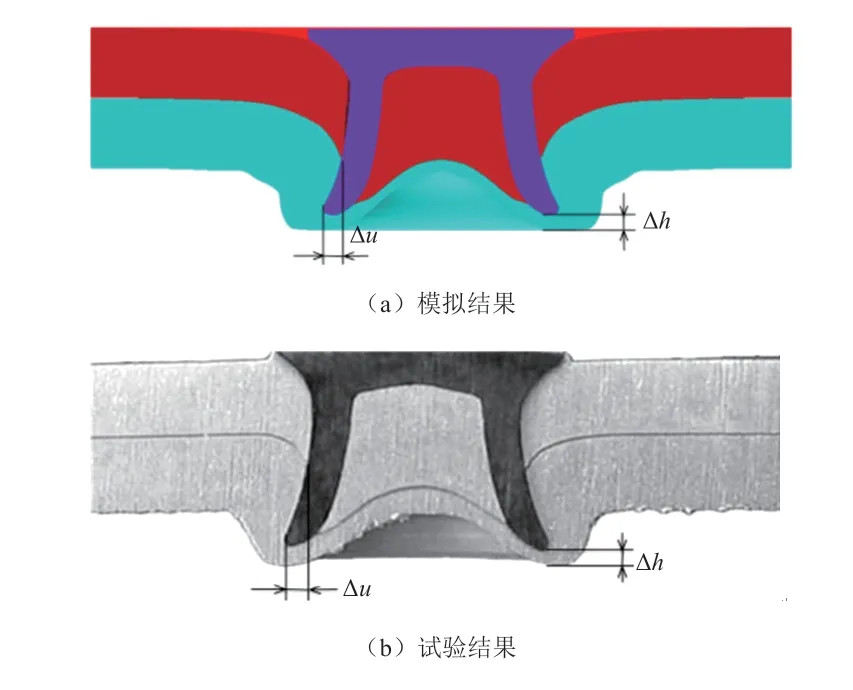
圖5 自沖鉚接接頭形貌
2.2 鉚釘尺寸的影響
通過改變鉚釘長度參數(shù)后得到的模擬結(jié)果(圖6a,c,d分別對應(yīng)表1中的3號,5號,9號樣品),由圖可知,鉚釘長度與最終接頭形貌有密切關(guān)系,在鉚釘長度為5 mm較短的情況下(圖6a),鉚釘腿部變形不明顯,下層鋁板只是被鉚釘腿部卡住小部分,這種接頭形貌不利于獲得好的力學(xué)性能。隨著鉚釘長度值的增加,鉚釘變形程度也隨之增加,在鉚釘長度為6 mm時得到最佳效果,鉚釘腿部沿徑向呈平滑內(nèi)凹弧線脹開,上層鋁板最后截斷在鉚釘軀干接近中間的位置(圖6b)。在鉚釘長度為6.5 mm時,由于鉚釘長度較長,最終鉚釘腿部接近刺穿下層鋁板,且由于材料流動空間有限,使鉚釘腿部有墩彎成S型的趨勢。
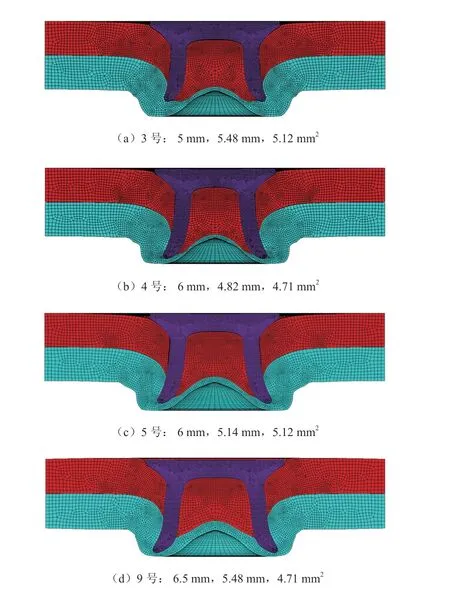
圖6 鉚釘尺寸對接頭形貌的影響
通過改變鉚釘直徑參數(shù)后得到的模擬結(jié)果(圖6b,c,d分別對應(yīng)表1中的4號,5號,9號樣品),由圖中可知,在鉚釘直徑為4.82 mm(圖6b)的情況下,鉚釘腿部變形充分,能充分形成自鎖式連接,但鉚釘腿部之間距離較小,下層鋁板被鉚釘腿部卡住的部分較底層鋁板過薄,在鉚釘直徑為5.14 mm的情況下有所改善。圖6c可得到較好的接頭橫截面效果,鉚釘腿部沿徑向呈平滑內(nèi)凹弧線脹開,上層鋁板最后截斷在鉚釘軀干中間位置,鉚釘腿部中間的下層鋁板厚度適中。圖6d顯示隨著鉚釘直徑繼續(xù)增大,使下壓過程中鉚釘腿部直接指向底座模具的最低處,鉚釘腿部的弧線張開沒有圖6c好。
2.3 模具尺寸的影響
底座模具對自沖鉚接接頭形貌的影響如圖7所示(圖7a,b,c分別對應(yīng)表1中的6號,9號,7號樣品參數(shù)),當(dāng)模具的凹部面積過小時(圖7a),下方空間不足,導(dǎo)致鋁材往上擠出超過上板平面,且鉚釘腿部墩粗。增大模具尺寸如圖7b所示,鉚釘?shù)耐炔繌堥_量足夠,有較好的力學(xué)性能,繼續(xù)增大模具尺寸如圖7c所示,導(dǎo)致鉚釘中部張開過量而腿部張開量不足,且模具凹槽部分可看出有空隙部分未填滿。
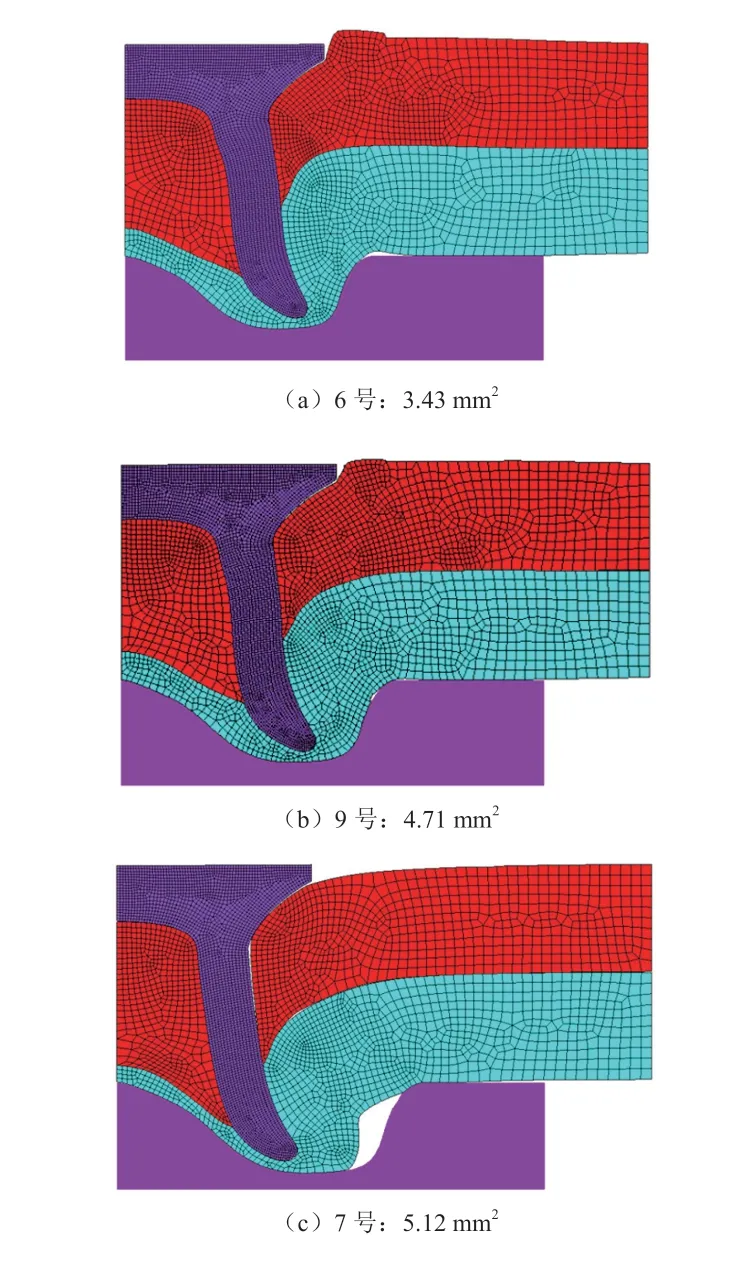
圖7 底座模具對自沖鉚接接頭形貌的影響
2.4 正交設(shè)計模擬拉剪強(qiáng)度結(jié)果分析
本研究采用正交表L9(34)綜合分析法來確定最優(yōu)工藝參數(shù)。9組試驗的剪切強(qiáng)度值結(jié)果依次為2.17、2.32、2.24、2.71、2.84、2.65、2.93、3.05、3.20 kN,通過方差理論算出各水平的k值,并求出極差,最后根據(jù)極差判斷各因素的主次順序,根據(jù)k值大小確定各因素最優(yōu)水平(表3)。由表可知,鉚釘長度對剪切強(qiáng)度的影響較大,而鉚釘直徑和模具尺寸對綜合分的影響較小。最優(yōu)參數(shù)為鉚釘長度6.5 mm,鉚釘直徑5.14 mm,模具凹部面積5.12 mm2。
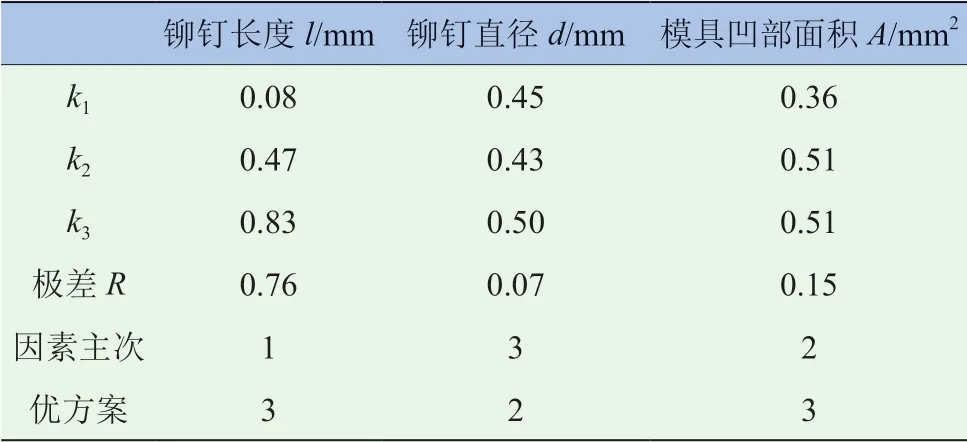
表3 正交試驗設(shè)計直觀分析
2.5 等效應(yīng)力、應(yīng)變分析
采用在鉚釘長度6 mm、鉚釘直徑5.14 mm、模具凹部面積5.12 mm2工藝參數(shù)條件下形成的自沖鉚接接頭的等效應(yīng)力、應(yīng)變的分布云圖如圖8所示。由圖8a可知,自沖鉚接接頭中最大等效應(yīng)力達(dá)到1559.38 MPa,應(yīng)力集中在鉚釘?shù)耐炔课恢茫阢T釘?shù)耐炔颗c根部達(dá)到最大值。由圖8b可知,靠近鉚釘腿部的材料變形嚴(yán)重,最大等效塑性應(yīng)變值為6.56,由于鉚釘下壓的拖拽作用,上下層鋁材的大應(yīng)變集中分布在鉚釘腿部周圍。
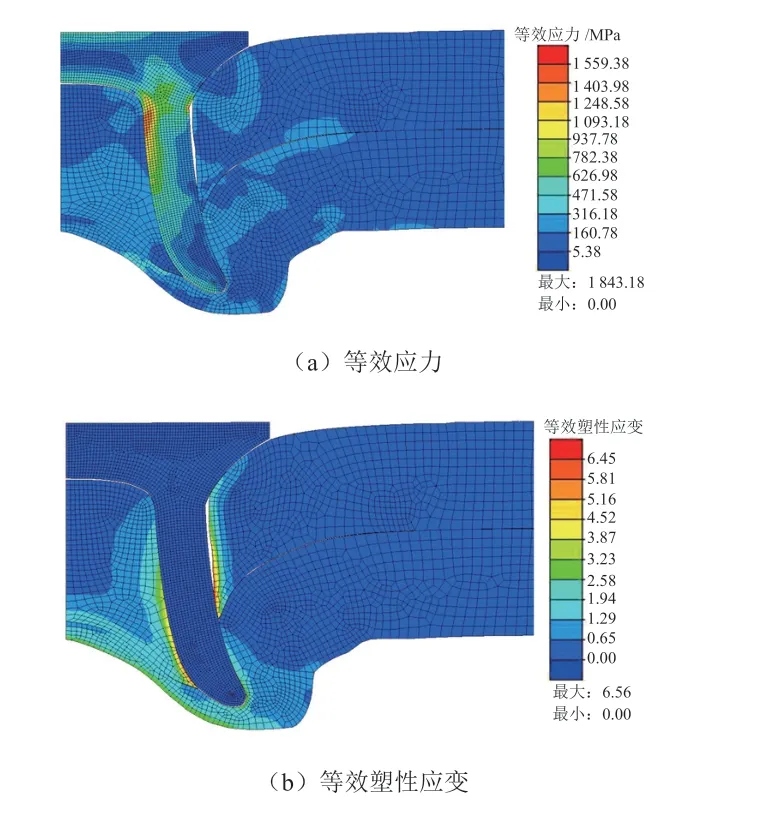
圖8 自沖鉚接接頭應(yīng)力、應(yīng)變云圖
2.6 剪切拉伸模擬結(jié)果分析
剪切拉伸過程的有限元模擬結(jié)果如圖9所示。由圖可知,由于下層鋁板固定,隨著上板的向右水平移動,鉚釘?shù)耐炔靠拷康奈恢檬艿降膽?yīng)力最大(圖9a),隨著剪切拉伸的進(jìn)行,鉚釘開始在接頭內(nèi)部順時針翻轉(zhuǎn),帶動上板左端翹起,鉚釘頭部右側(cè)及鉚釘腿部兩側(cè)受到的應(yīng)力最大(圖9b)。直到鉚釘腿部左側(cè)被拔出鋁板,上板和下板分離(圖9c)。
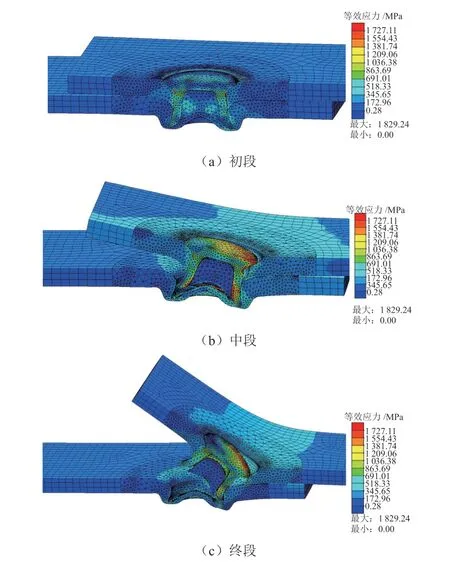
圖9 剪切拉伸過程的有限元模擬
模擬條件下剪切拉伸的力-位移曲線如圖10所示,模擬獲得2號、4號、6號、8號和9號模擬曲線(具體工藝參數(shù)見表1)。9號最優(yōu)工藝參數(shù)下模擬曲線獲得的最大拉剪力值為3194 N、5.19 mm。
2號的結(jié)果顯示拉剪強(qiáng)度和位移都較小,主要是因為鉚釘長度和直徑較小,導(dǎo)致鉚釘腿部卡住下層鋁板的材料有限,同時鉚釘直徑較小使拉剪過程中鉚釘很容易拔出。比較2號、4號和6號、8號和9號可知,隨著鉚釘長度的增加,接頭拉剪力值和最大位移明顯增加。
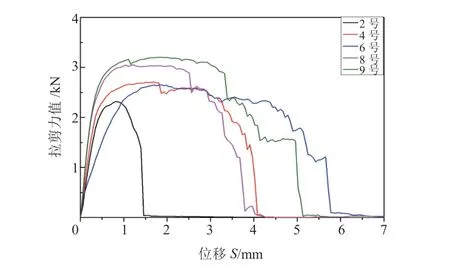
圖10 模擬條件下剪切拉伸的力-位移曲線
3 結(jié)論
本研究基于有限元模擬成功地對2 mm+2 mm兩層5052 H32鋁合金板自沖鉚接工藝過程進(jìn)行了數(shù)值模擬,建立了鉚接工藝及后續(xù)的剪切拉伸過程模擬的有限元模型,獲得了最優(yōu)化的工藝參數(shù)。主要結(jié)論如下。
(1)通過自適應(yīng)網(wǎng)格技術(shù)和單元分離技術(shù),自沖鉚接工藝過程模擬與試驗結(jié)果一致性較好,該模擬方法可作為自沖鉚接工藝設(shè)計及其工藝參數(shù)優(yōu)化的依據(jù),同時為快速開發(fā)新型的點連接接頭提供技術(shù)積累。
(2)模擬分析了模具尺寸和鉚釘尺寸對最終的鉚接接頭形貌的影響,獲得了最優(yōu)化的模具凹部面積尺寸參數(shù)為5.12 mm2、鉚釘長度為6.5 mm和鉚釘直徑為5.14 mm,并對自沖鉚接及剪切拉伸過程中接頭的等效應(yīng)力、等效塑性應(yīng)變進(jìn)行了分析,獲得了自沖鉚接接頭中最大等效應(yīng)力參數(shù)為1559.38 MPa、最大等效塑性應(yīng)變?yōu)?.56。
猜你喜歡
上海節(jié)能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
