羽毛絨蓬松度試驗方法分析
2019-04-08 02:43:56賴淦珠馬芳劉丹
中國纖檢 2019年3期
文/賴淦珠 馬芳 劉丹
1 引言
羽絨羽毛纖維是天然綠色蛋白質纖維,具有質地輕柔、結構蓬松和保暖隔熱性能優良等優點,是生產防寒服裝、寢具用品的優良原材料。我國不僅擁有豐富的羽毛羽絨資源,也是世界最大的羽絨及其制品生產國、出口國、消費國,每年羽絨羽毛原料產量約36.7萬噸,居世界首位。中國生產的羽絨及制品占世界市場70%~80%的份額,貿易額占世界總貿易額的40%左右,每年羽絨制品出口創匯13億美元以上,主要輸往日本、歐盟、美國、澳大利亞等國家和地區[1]。由于各國對于羽絨及其制品的質量要求較高,因此加強羽毛絨的檢驗、提高我國羽絨產品質量,對于提升我國羽絨產品的國際競爭力、保持我國產品在市場上的地位具有非常重要的意義。
衡量羽毛羽絨制品質量的指標有許多,包括含絨量、蓬松度、種類鑒定、清潔度、耗氧量、含水率、殘脂率、氣味等級、微生物等,其中蓬松度是一個關鍵指標。蓬松度是指羽絨羽毛的彈性程度,通過測量一定口徑的容器內一定量的樣品在恒重壓力下所占的體積來獲得。羽絨之所以具有保暖功能,就在于它能有效地形成空氣層,從而阻斷熱量的損失。蓬松度不僅決定了羽絨制品的保暖性,還影響穿著者的舒適感。因此,蓬松度不僅是國際通行的反映羽絨保暖程度的重要指標,也在一定程度上表征了羽絨制品的質量檔次。不僅商家把蓬松度值作為產品的賣點,消費者也將蓬松度看作鑒別羽絨產品質量高低、區分產品優劣的標志。
目前國內外現行羽毛羽絨蓬松度測試標準有GB/T 10288—2016《羽絨羽毛檢驗方法》[2]、GB/T 14272—2011《羽絨服裝》[3]、BS EN 12130:2018《羽絨羽毛-測試方法-蓬松度的測定》[4]、JIS L 1903—2017《羽毛絨試驗方法》[5]、IDFB:2017《國際羽絨羽毛局官方分析方法》[6]、KS K0820—2014《羽毛絨試驗方法》[7]、AS 2479—2007《羽絨羽毛填充料及其制品》[8]以及QB/T 1193—2012[9]、QB/T 1194—2012[10]、QB/T 1195—2012[11]、QB/T 1196—2012[12]系列標準。為探索更為先進、科學和合理的蓬松度測試方法,本文對這些標準從儀器參數、前處理要求、測試要求等方面進行了分析比較。
2 現狀
現有的國內外羽毛絨蓬松度測試標準在儀器參數、前處理及測試要求等方面各有不同,但測試方法都主要依賴手工,機械化程度不高,人為因素較多,所產生誤差較大,具體內容如表1所示。
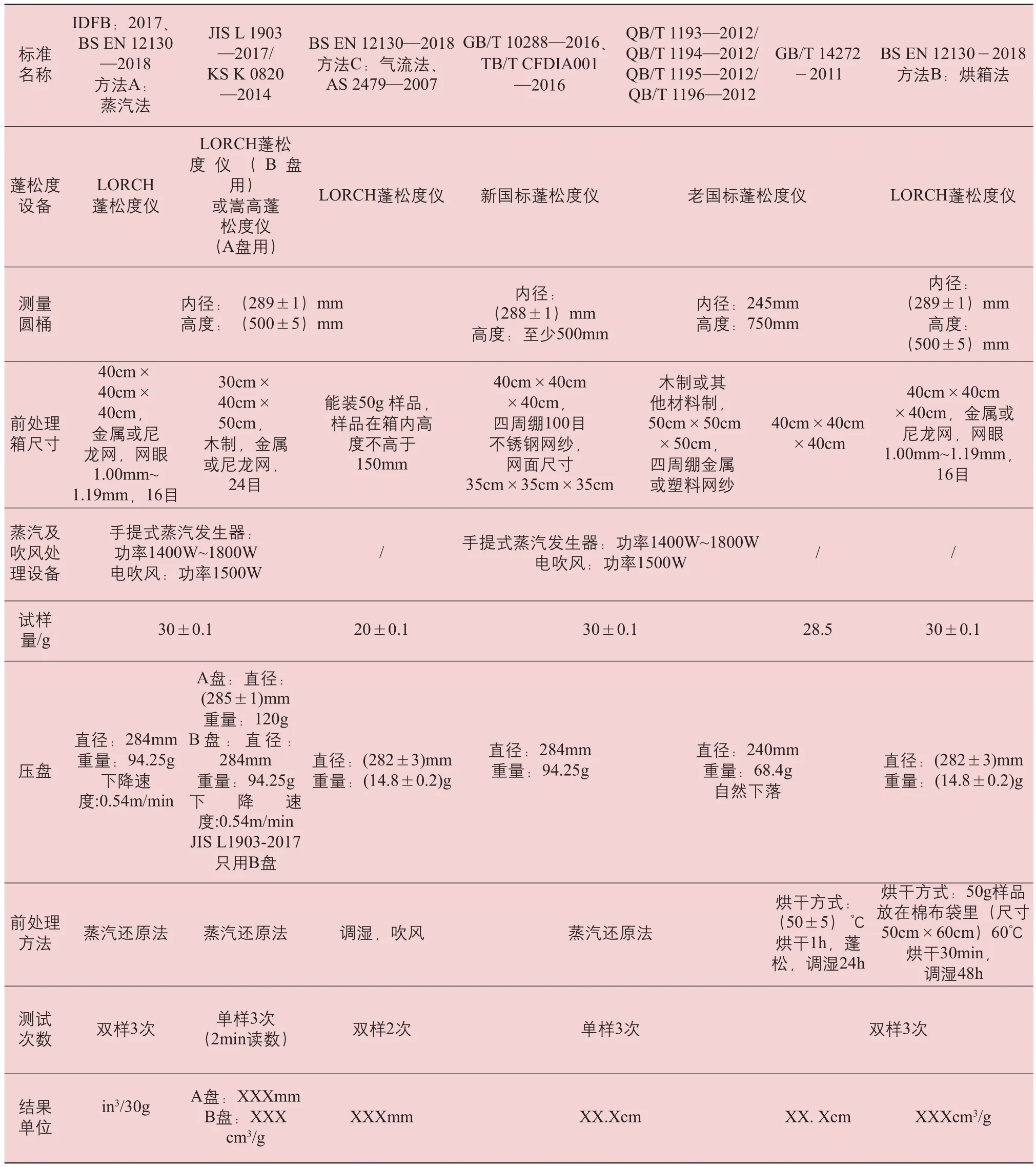
表1 國內外標準有關蓬松度測試技術要求
3 分析與討論
在蓬松度檢測方面,影響檢測值的關鍵因素是前處理方式,由表1可知,在眾多國內外檢測標準中并沒有一個統一的處理方法。水洗后羽毛絨由于存放時間長,存放環境潮濕,羽毛絨易吸潮的特性使它吸收空氣中大量水分,在重力作用下蓬松度會嚴重下降,所以蓬松度測試前需進行前處理,盡可能讓羽毛絨充分還原,一般采用蒸汽處理的羽毛絨蓬松度更高。
從總體來看, GB/T 14272—2011與BS EN 12130—2018方法B蓬松度前處理均采用烘干方式,但是由于烘干溫度、烘干時間及蓬松度測試儀器存在差異導致結果沒有可比性;IDFB—2017、BS EN 12130—2018方法A與 JIS L 1903—2017、 KS K 0820—2014的蓬松度前處理方式均采用蒸汽還原法,測試方法大致相同,但由于蓬松度儀壓盤選擇不同、蒸汽及吹風處理時間不同也造成了結果沒有可比性;GB/T 10288—2016、TB/T CFDIA001—2016與QB/T 1193—2012、QB/T 1194—2012、QB/T 1195—2012、QB/T 1196—2012蓬松度前處理方式也采用蒸汽還原法,但蓬松度測試儀器、蒸汽處理時間不同導致測試結果存在差異;BS EN 12130—2018方法C、AS 2479—2007與IDFB:2017相比蓬松度測試儀器一致,但也存在前處理方式、測試克數、測試方法及結果表示的不同而沒有相關性。
由此可見,目前國內外蓬松度測試標準存在很多不統一的地方,并且蓬松度測試儀器、前處理設備基本都是手動操作的,在檢測過程中人為因素的影響極其重要,如操作人員的檢測技術水平、情緒波動、目光、試驗數據的分析及取舍處理等,都會對最終檢測結果產生一定的偏差,這就造成了蓬松度檢測結果不一致的局面。
4 建議
4.1 盡量避免試驗人員的主觀影響
(1)注重學習,規范操作。首先,檢測人員平時要注重對標準的學習,加深對標準的理解。因為往往同一份標準大家的理解不一定是一致的,在測試過程中也將會按照自己的理解去測試,這樣將造成操作細節的不統一,最終影響測試結果。因此,必須注重標準的學習,多交流探討,加深理解,統一操作。其次,在測試過程中,不能忽視操作規范,要從細節抓起,認真細致地完成每項步驟,不能隨意減少步驟。只有操作規范了,才能保證檢測的準確性。
(2)勤于思考,善于總結。由于蓬松度測試大多為手工操作,而標準對于細節方面并沒有做進一步闡述,這就要求操作人員在檢測過程中要勤于思考,善于總結,不斷提高自身檢測能力和水平。
4.2 關于測試操作的一些建議
經過多年的實踐操作,個人認為蓬松度測試時有以下幾個關鍵點需操作到位:
一是將羽毛絨樣品放入前處理箱后用攪拌棒盡可能地將羽絨打松、打散、不出現結塊,這樣后續進行前處理或平衡時能更充分有效;
二是進行蒸汽前處理時,用蒸汽發生器處理后建議用手檢查羽毛絨是否被打濕,如果沒有打濕可適當增加處理時間;
三是進行蒸汽前處理時,使用吹風機處理后可用手檢查樣品是否都被吹干,特別是箱體底部,如果沒有可適當增加吹風時間保證樣品全部干燥;
四是按照GB/T 10288—2016標準進行蓬松度測試時,由于標準中使用到的前處理箱目數為100目,網眼特別小,蒸汽及熱風不容易吹進箱體內,可以適當調整蒸汽噴頭及吹風機風口與前處理箱網紗的距離,比如貼著網面噴或吹,可以保證羽毛絨都能被充分處理;
五是按照QB/T 1193—2012、QB/T 1194—2012、QB/T 1195—2012、QB/T 1196—2012、GB/T 14272—2011標準使用老國標蓬松度儀進行蓬松度測試時,羽毛絨樣品倒入圓筒后應使用攪拌棒盡可能使羽毛絨攪拌均勻松散,多攪拌幾次,順時針逆時針交替攪拌,這樣得到的蓬松度值會比較高;
六是羽毛絨樣品經過前處理后一定要放置在標準規定的大氣環境下進行平衡;
七是使用老國標蓬松度儀讀數時檢測人員目光要保持水平,不能俯視或仰視,減少一些不必要的誤差。
4.3 亟待標準的修訂與統一
關于蓬松度測試的操作方法各有差別,且有些標準對操作方法闡述不夠明確、不夠細致,勢必引起測試結果存在差異最終造成結果判定的不一致。鑒于上述情況,建議有關部門對羽毛絨標準進行修訂與統一,標準中盡可能減少手工操作,如蒸汽前處理方面可研制一臺前處理設備,專門進行蒸汽及吹風處理,統一操作,減少人為因素的干擾;再如蓬松度儀盡量使用自動蓬松度測試儀,盡可能規避檢測結果五花八門的情況。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
海峽科技與產業(2016年3期)2016-05-17 04:32:12
