7055合金熔鑄工藝研究
2019-04-08 07:47:50張芯華
鋁加工 2019年6期
張芯華
(西南鋁業(yè)(集團(tuán))有限責(zé)任公司,重慶401326)
0 前言
7055鋁合金是航天航空新一代輕質(zhì)高強(qiáng)結(jié)構(gòu)材料,是目前變形鋁合金中強(qiáng)度較高的合金之一,而且斷裂韌性好,抗疲勞裂紋擴(kuò)展能力強(qiáng)。目前,7055-T77制品已用于波音777客機(jī)的上翼蒙皮、機(jī)翼桁條[1]。但由于7055合金元素含量高,結(jié)晶溫度范圍寬,在半連續(xù)鑄造過程中具有極大的熱裂以及冷裂傾向。同時7055合金Zn含量很高,熔體黏度大,流動性差,凝固結(jié)晶過程氣體不易析出,熔體補(bǔ)縮較差,容易在鑄錠中形成疏松或氣泡。因?yàn)轲ざ却螅T造過程中渣子不容易從熔體分離,造成鑄錠夾渣缺陷。因此,確定合理的熔鑄工藝是7055合金的技術(shù)難點(diǎn)之一。
我們根據(jù)7055合金的熔鑄特點(diǎn),并結(jié)合已有的技術(shù)經(jīng)驗(yàn),通過多輪工藝試驗(yàn),最終突破了400mm×1320mm規(guī)格熔鑄工藝,鑄造出合格的鑄錠。
1 試驗(yàn)過程及結(jié)果
1.1 試驗(yàn)過程
試驗(yàn)所用合金符合國家GB/T 3190-2008標(biāo)準(zhǔn)中對7055合金化學(xué)成分的要求,見表1。
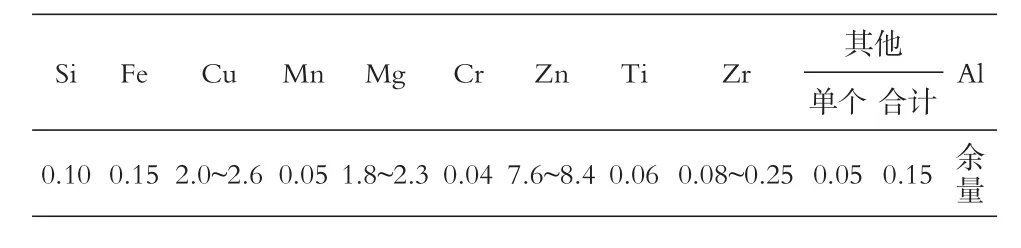
表1 7055合金成分(質(zhì)量分?jǐn)?shù)/%)
一級廢料使用量不超過50%,合金中所需的Cu、Mg、Zn以純金屬形式加入,Zr以Al-Zr中間合金形式加入。配料時控制ω(Si)≤0.05%,ω(Fe)≤0.08%。試驗(yàn)用9t熔鑄機(jī)組采用天然氣加熱,分為熔煉爐和靜置爐,鑄造機(jī)為9t液壓式半連續(xù)鑄造機(jī)。為提高熔體質(zhì)量,在靜置爐內(nèi)采用爐底透氣磚進(jìn)行連續(xù)精煉處理,在線采用SNIF除氣裝置除氣,采用單級泡沫陶瓷板進(jìn)行過濾,采用Al-3Ti-0.15C在線細(xì)化,加入量3~5kg/t。本輪試驗(yàn)共生產(chǎn)了9個熔次,鑄錠規(guī)格為400mm×1320mm,從1-5熔次開始采用圓弧結(jié)晶器,具體工藝參數(shù)見表2。
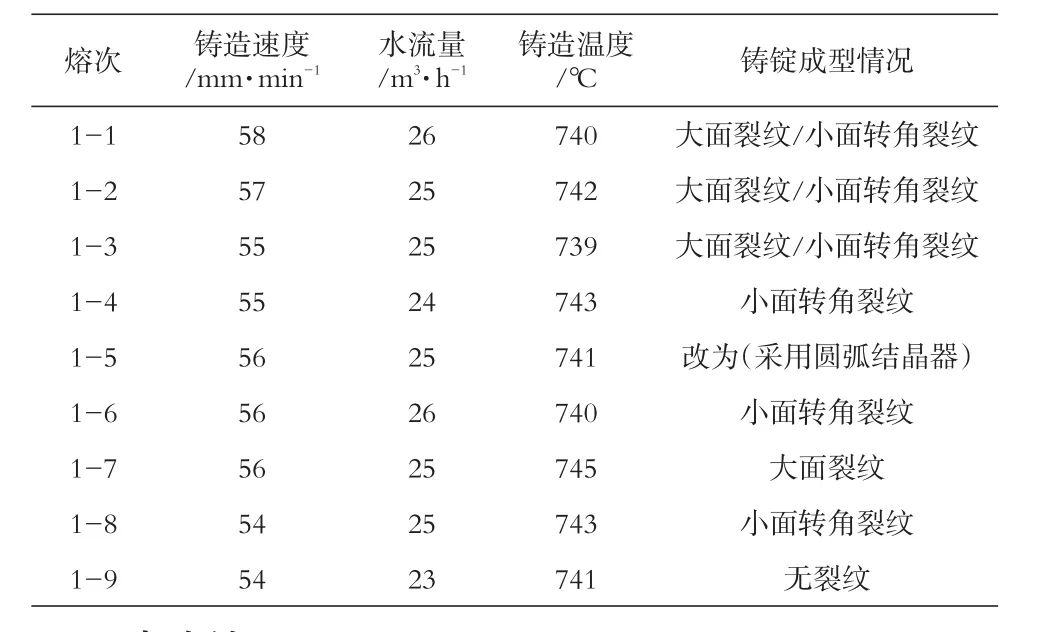
表2鑄造工藝參數(shù)及鑄錠成型情況
1.2 試驗(yàn)結(jié)果
從表2可以看出7055合金鑄造成型性很差,有很大的裂紋傾向性。隨著鑄造速度及冷卻水流量的降低,鑄錠開裂概率隨之下降,采用圓弧結(jié)晶器有利于減少小面轉(zhuǎn)角裂紋。經(jīng)檢測鑄錠晶粒度為2.5~3.0級、氧化膜1級、疏松1級,主要合金元素Cu偏析在10%左右,Mg偏析在8%左右,Zn偏析在5%左右,鑄錠邊部元素含量高于鑄錠心部,呈現(xiàn)反偏析特征。經(jīng)壓延加工后,板材性能滿足指標(biāo)要求,達(dá)到A級探傷要求。
2 熔鑄工藝總結(jié)及討論
2.1 熔煉工藝
7055合金熔煉主要解決的問題:(1)熔體Fe、Si雜質(zhì)含量的控制;(2)控制和調(diào)整化學(xué)成分;(3)減少熔體氧化燒損,減少吸氣和造渣。
2.1.1 熔體Fe、Si雜質(zhì)含量的控制
7055合金中雜質(zhì)元素Si、Fe主要生成Al7Cu2Fe、Fe2Si2Al9等相。這些相經(jīng)過后續(xù)的熱變形加工破碎和固溶熱處理仍難以回溶,殘留在最終狀態(tài)合金中成為開裂源,同時消耗了合金中的主合金元素,造成合金中沉淀強(qiáng)化相的體積分?jǐn)?shù)難以提高,對合金的綜合性能造成負(fù)面影響。7055合金中Fe、Si雜質(zhì)的主要來源為原材料、爐襯、鐵制工具。因此,在7055合金熔煉過程中,采取了以下措施:
(1)配料時合理搭配廢料、高精鋁錠和普通鋁錠的用量,一般高精鋁錠的用量不低于40%。
(2)對接觸熔體的工具必須進(jìn)行噴涂鈦白粉處理。
(3)每熔次必須徹底清理干凈爐底及爐墻的鋁渣。
2.1.2 熔體質(zhì)量控制
7055合金由于合金化元素含量高、種類多,含有易氧化和增加熔體黏稠度元素,吸氣造渣現(xiàn)象較突出。而熔體中夾渣與氣體往往共生,增加熔體除氣難度,熔體中大量的氫除在鑄錠凝固時以氣孔、孔洞形式存在外,更多是以顯微疏松形式存在于鑄錠中,鑄錠內(nèi)部顯微疏松很大程度上也取決于熔體中氫含量。這些以疏松孔洞形式存在的氫,會割裂合金基體,造成鑄態(tài)強(qiáng)度降低、鑄錠開裂,同時對后端加工材的力學(xué)強(qiáng)度、韌性、耐疲勞、耐腐蝕性等有著決定性影響。
熔體質(zhì)量的控制主要體現(xiàn)在熔體吸氣和含渣量是否高、是否產(chǎn)生了過熱、成分是否均勻等,這些因素會影響鑄錠質(zhì)量和鑄造裂紋的產(chǎn)生。因此,7055合金在熔煉過程中采取以下措施:
(1)加料前在爐底均勻鋪撒20~30kg熔劑粉,加料后在爐料上層鋪撒20~30kg熔劑粉,熔體化平充分?jǐn)嚢韬箐伻?0~30kg熔劑粉,以減少熔體的氧化、吸氣和造渣。
(2)熔煉時熔體金屬溫度小于750℃。(3)熔體倒?fàn)t前充分?jǐn)嚢琛?/p>
2.1.3 化學(xué)成分控制
Zn、Mg、Cu元素是材料關(guān)鍵性能的決定因素,在合金中主要以固溶質(zhì)子、平衡相h(Mg-Zn2)、T(Al2Mg3Zn3)以及非平衡相h′的形式存在。此外合金中還存在一定量的Al7Cu2Fe、S(Al2CuMg)相。合金元素Cu大部分溶于基體,起輔助強(qiáng)化作用,還可以降低晶內(nèi)和晶界之間的電位差而改善應(yīng)力腐蝕性能。但較高銅量和存在較多鎂量時,可生成難溶化合物S(Al2CuMg)相,在鑄錠均化和板材熱處理時難以全部充分溶入基體,影響合金韌性疲勞性能。當(dāng)合金雜質(zhì)鐵量較高時還生成幾乎不溶的Al7Cu2Fe,對塑性性能也有相當(dāng)影響。因此銅量應(yīng)在保證標(biāo)準(zhǔn)成分范圍內(nèi)盡量控制在較下限區(qū)域。合金元素Zn、Mg構(gòu)成主要強(qiáng)化相MgZn2、Al2Mg3Zn3等,Zn、Mg含量理應(yīng)按上限控制,較高M(jìn)g量對抑制Si不利影響和提高鑄造成形都有利。但提高M(jìn)g量一方面會促進(jìn)生成難溶Al2CuMg,另一面也會降低Zn/Mg值,不利于合金韌性指標(biāo)提高。從綜合合金性能看,Mg量宜于中下限控制,Zn量宜于在中上限控制。
生產(chǎn)控制中要求ω(Si)<0.05%、ω(Fe)<0.08%,Cu含量、Mg含量位于中下限,Zn含量位于中上限[2]。
2.2熔體凈化
熔體凈化主要是指除氣和除渣操作。本試驗(yàn)除氣操作采用爐底透氣磚對熔體持續(xù)精煉除氣。除氣介質(zhì)為氬氣,壓力0.4~0.6MPa,在線采用SNIF除氣設(shè)備精煉除氣,整個系統(tǒng)除氣效率達(dá)到70%~75%。除渣是通過采用泡沫陶瓷板過濾實(shí)現(xiàn)的,過濾精度為60ppi。實(shí)際生產(chǎn)中液態(tài)氫含量控制在0.08~0.10mL/100gAl范圍。圖1為鑄錠1/2寬度處表層、1/4厚度和1/2厚度處顯微疏松組織圖片。從表層到心部顯微疏松的尺寸增大,數(shù)量變多,最大顯微疏松尺寸控制在100μm以內(nèi)。

圖1鑄錠微觀顯微疏松
2.3 鑄造工藝
鋁合金鑄造主要是解決鑄錠成型問題,其次才是鑄錠內(nèi)部質(zhì)量問題。而7055合金由于成分特點(diǎn)決定了容易產(chǎn)生鑄錠裂紋,再加上扁鑄錠因?qū)捳娴睦鋮s強(qiáng)度不均而產(chǎn)生應(yīng)力,也極易造成鑄錠裂紋,因此需要合理搭配鑄造工藝參數(shù)來控制鑄造裂紋。
2.3.1 鑄造速度控制
鑄造速度過快時,液穴的深度將變深,易產(chǎn)生鑄錠寬面裂紋;鑄造速度過低時,液穴的壁厚將增加,從而導(dǎo)致外層收縮的阻力增加,易產(chǎn)生鑄錠側(cè)面裂紋。從表2可知,鑄造速度從58mm/min降至54mm/min時,大面開裂的概率降低,但小面轉(zhuǎn)角開裂情況沒有好轉(zhuǎn)。通過加大結(jié)晶器轉(zhuǎn)角弧度,能降低小面轉(zhuǎn)角開裂的概率。
2.3.2 鑄造水冷強(qiáng)度控制
7055合金扁錠在半連續(xù)鑄造時,鑄錠裂紋對水冷強(qiáng)度的影響較為敏感,要求水冷強(qiáng)度各面均一,一次水冷強(qiáng)度小。這主要是由于一次水冷強(qiáng)度較大時,鑄錠在結(jié)晶器內(nèi)易形成較厚的硬殼,增加了鑄錠與結(jié)晶器內(nèi)壁摩擦阻力,使鑄錠表面形成冷隔或產(chǎn)生拉痕,造成應(yīng)力集中而導(dǎo)致鑄錠開裂[2]。
在7055合金熔鑄工藝研究中,采取的水冷強(qiáng)度控制措施主要包括:冷卻水流量由26m3/h降至23m3/h,并減小鑄錠的冷卻強(qiáng)度;通過控制結(jié)晶器內(nèi)有效高度來控制一次水冷強(qiáng)度;采用刮水器來降低對鑄錠的冷卻,刮水位置一般位于液穴底部。通過刮水器可以減少對已經(jīng)凝固鑄錠的冷卻,提高鑄錠溫度,增加鑄錠塑性。
2.3.3 鑄造溫度控制
在鑄造溫度的選擇上,主要考慮兩點(diǎn),一是鑄造溫度不能過高,溫度過高使液穴加深,溫度梯度增大,導(dǎo)致鑄造應(yīng)力加大;反之鑄造溫度過低,影響金屬的流動性,易產(chǎn)生冷隔引發(fā)鑄錠側(cè)裂;二是考慮熔體的在線精煉和過濾,溫度過高對除氣不利,溫度過低影響過濾,對除渣不利。結(jié)合其它高Zn合金的鑄造溫度經(jīng)驗(yàn),最終選擇7055合金的鑄造溫度為730~750℃。
3 結(jié)論
(1)7055合金成分要求ω(Si)<0.05%、ω(Fe)<0.08%,Cu含量、Mg含量位于中下限,Zn含量位于中上限。
(2)靜置爐透氣磚精煉、在線SNIF除氣設(shè)備精煉以及60ppi泡沫陶瓷板過濾的凈化工藝,能有效保證熔體純凈度。
(3)7055合金扁錠鑄造工藝參數(shù):鑄造速度52~54mm/min,鑄造水流量 22~25m3/h,鑄造溫度730~750℃。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(2014年3期)2014-03-11 17:08:02
