輕量化乘用車鑄鋁焊接工藝探索
2019-04-08 07:47:54于欣
鋁加工 2019年6期
于 欣
(遼寧忠旺集團有限公司,遼陽111003)
0 前言
在汽車制造業(yè)日益重視節(jié)能、環(huán)保的迫切形勢下,減輕汽車自重以降低能耗、減少廢氣排放和提升效率已經(jīng)成為各大汽車企業(yè)提高競爭力的重要方向。使用鋁合金代替鋼鐵材料則是各國汽車制造商采用的主要減重手段之一。汽車質(zhì)量每減重1%,可節(jié)省燃料消耗0.6%~1.0%。如果每輛轎車減重100kg,那么行駛100km可減少油耗0.48L[1-3]。其明顯的減重節(jié)能效益使汽車鋁材和鑄材的用量與日俱增。其中鑄鋁主要應(yīng)用在發(fā)動機、輪毅、前后副車架等部件上。
A356鑄造鋁合金具有優(yōu)良的鑄造性能、熱處理性能、加工性能、良好的強度、韌性和導(dǎo)熱導(dǎo)電性能、制造成本低廉等一系列的優(yōu)點,逐漸成為汽車工業(yè)中應(yīng)用廣泛的Al-Si系鑄造鋁合金[4]。然而隨著汽車等工業(yè)不斷進步和發(fā)展,在實際的生產(chǎn)中部分A356鑄造鋁合金工件需要通過焊接與其它車身部件進行連接。
本文對汽車前副車架上截取的A356-T6鑄造鋁合金試件與擠壓型材6005A-T6進行對接和搭接的焊接試驗,并通過一系列的焊接檢驗手段測試試驗件中焊接接頭的性能。實驗證明采用傳統(tǒng)的焊接方式和設(shè)備即可實現(xiàn)這兩種材料的焊接連接,而且還可以降低設(shè)備成本。此實驗豐富了汽車零部件的連接材料和連接方式的嘗試,是一次積極的連接方式與材料性能的探索。
1 試驗材料與方法
1.1 試驗材料
本試驗采用高強度真空低壓壓鑄件A356-T6,使用砂型與金屬鑄造相結(jié)合的方式鑄造,鑄件抗拉強度225MPa,厚度為4mm,主要成分非常接近中國的合金代號ZL101(鋁合金鑄造行業(yè)視其為一種合金鋁鑄件,GB/T 1173-1995標(biāo)準(zhǔn)中ZL對應(yīng)的合金牌號是ZAlSi7Mg,其標(biāo)準(zhǔn)的化學(xué)成分見表1)。鋁合金型材6005A-T6的標(biāo)準(zhǔn)力學(xué)性能為225MPa,其化學(xué)成分見表2。

表1 ZL101鋁合金化學(xué)成分表(質(zhì)量分?jǐn)?shù)/%)

表2 6005A鋁合金化學(xué)成分表(質(zhì)量分?jǐn)?shù)/%)
1.2 試驗方法
本試驗方案見表3。鑄件A356-T6規(guī)格為180mm×100mm×4mm,6005A-T6型材規(guī)格為180mm×100mm×4mm。首先,進行一組MIG焊對接試驗,其中對接接頭焊接坡口70°,對接焊縫的焊接參數(shù)見表4。組對間隙0~0.5mm,焊絲為伊薩鋁合金焊絲,牌號SAL5356,直徑φ1.2。然后,模擬實際產(chǎn)品結(jié)構(gòu)進行3組MIG焊搭接試驗,焊接設(shè)備為TPS5000福尼斯焊機,同時進行6組TIG焊搭接試驗與搭接試驗做對比。焊接設(shè)備為PanasonicYC-300wx松下焊接機,焊絲同為伊薩鋁合金焊絲,牌號SAL5356,直徑φ2.4。
對比分析焊接接頭和原鑄件的力學(xué)性能,原鑄件力學(xué)性能試樣選取位置如圖1所示,對接焊縫接頭選取位置如圖2所示。對MIG、TIG焊搭接接頭進行低倍組織檢測,截取位置見圖3。另外6組TIG搭接試件的取樣方法與MIG焊接試件相同。

表3焊接試驗方案

表4對接試板焊接參數(shù)

圖1基材力學(xué)試驗截取位置

圖2焊接接頭力學(xué)試驗截取位置
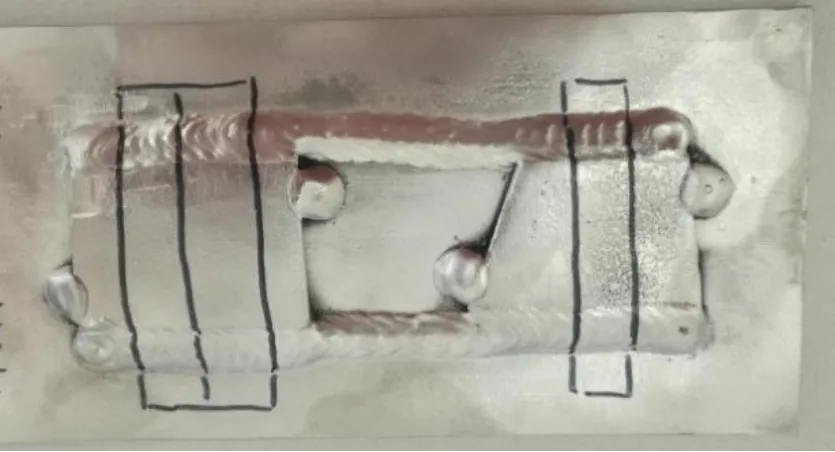
圖3 MIG搭接及低倍取樣位置
2 試驗結(jié)果及分析
2.1 M IG對接焊縫PT檢測
對接焊接后的試件先進行目視檢測(ISO 17637),檢驗合格后方可進行后續(xù)滲透檢驗(ISO 23277)。檢測結(jié)果表明,焊接試件經(jīng)表面目視和滲透檢測合格,未發(fā)現(xiàn)超標(biāo)的缺陷,但是表面目視可以檢驗相對宏觀一些的缺陷,滲透檢測能發(fā)現(xiàn)表面微小的開口缺陷,但是對于近表面的和內(nèi)部缺陷需要進行射線透照才能發(fā)現(xiàn)。
2.2 MIG對接焊縫RT檢測
目視檢測、滲透檢測合格后進行射線(RT)檢測。射線(RT)檢測結(jié)果表明,RT射線底片上顯示沒有焊接缺陷,說明上述焊接工藝符合要求,焊接參數(shù)選擇合理,焊接操作規(guī)范。焊后的試板達到了力學(xué)檢測的要求,可以進行后續(xù)的力學(xué)試驗檢測。
2.3 MIG對接焊縫力學(xué)性能檢測
射線(RT)透照合格后可進行焊接接頭的力學(xué)檢驗,這點對于焊接的性能檢測尤為重要。鑄件A365-T6基材和鑄件A365-T6+型材6005A-T6的焊接接頭力學(xué)試驗結(jié)果見表5。其中試件1-1#和1-2#為對接接頭的力學(xué)性能檢測結(jié)果,2-1#和2-2#則是基材的力學(xué)性能檢測結(jié)果。力學(xué)試驗結(jié)果表明,鑄件焊接性能較好,氣孔傾向較小,試件2-1#、2-2#的強度分別為291MPa和295MPa,與型材焊接后1-1#、1-2#的焊接接頭強度均為215MPa,焊接接頭系數(shù)約為73%。對接焊縫的檢測結(jié)果證明這兩種材料的可焊性符合鋁合金焊接相關(guān)標(biāo)準(zhǔn)的規(guī)定。

表5力學(xué)檢驗對比結(jié)果
2.4 MIG對接焊縫低倍檢測
為了更深入觀察焊縫內(nèi)部熔合情況,將對接接頭再進行破壞性低倍宏觀檢測,其形貌如圖4所示。從圖4可知,焊縫處均未發(fā)現(xiàn)氣孔、未熔合等缺陷,焊縫質(zhì)量良好。
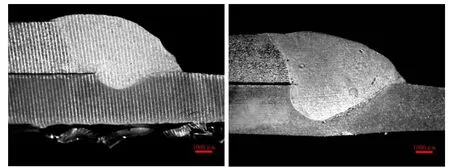
圖4 MIG焊對接接頭低倍宏觀檢測試樣
2.5 MIG搭接焊縫低倍檢測
采用MIG搭接焊接方法模擬產(chǎn)品前后副車架的焊接,對其搭接接頭進行截面低倍檢測,結(jié)果如圖5所示。從圖5可知,采用MIG搭接焊接方法的接頭熔合良好,但出現(xiàn)少量氣孔。

圖5 MIG焊搭接接頭低倍宏觀檢測試樣
2.6 TIG搭接焊縫低倍檢測
為了豐富產(chǎn)品焊接操作的多樣性和選擇性,增加了6組TIG焊的搭接對比試驗,以此與MIG搭接焊的熔合情況做對比,焊后的焊縫低倍宏觀檢驗如圖6所示。

圖6 TIG焊搭接接頭低倍宏觀檢測試樣
3 結(jié)論
汽車材料日益復(fù)雜多樣化,現(xiàn)階段鋁合金作為存儲非常豐富的材料被越來越多的應(yīng)用到車身上以達到減重增里程的目的,但鋁合金又是一種焊接后強度會下降的材料,所以異種鋁材料車身結(jié)構(gòu)想通過焊接來達到連接的目的需要進行系統(tǒng)化的試驗做論證方可應(yīng)用于汽車零部件的生產(chǎn)制造中。此次試驗結(jié)果表明鑄件A365-T6與6005A-T6的異種材料可以實現(xiàn)一般鋁合金材料的焊接強度,這兩種材料也成功應(yīng)用于高端汽車的前后副車架與主梁的焊接連接中。但需注意的是在應(yīng)用于零部件結(jié)構(gòu)時,應(yīng)采用更加合理的結(jié)構(gòu)連接形式來補強焊縫焊接后的強度損失。根據(jù)本實驗研究結(jié)果,可以得出以下結(jié)論:
(1)本試驗表明鑄件A365-T6與6005A-T6的異種材料焊接性能可以達到鋁合金焊接的要求,但鑄件的壁厚要控制在8mm以內(nèi),鑄件與型材壁厚差不能過大。
(2)搭接接頭的產(chǎn)品可以通過對接接頭來驗證異種材料的可焊性,并增加模擬產(chǎn)品的搭接接頭形式來仿真測試產(chǎn)品焊接結(jié)構(gòu)可行性。
(3)鑄件和型材的焊接更適合使用MIG焊,焊接參數(shù)要合理,TIG焊的角焊縫根部不易熔合。
(4)類似的焊接試驗過程中應(yīng)盡可能排除環(huán)境和影響焊接結(jié)果的因素。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
作文大王·低年級(2016年4期)2016-04-18 00:24:37
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
