焊縫缺陷管件復(fù)合材料修復(fù)承壓能力研究
2019-04-10 09:21:54胡義勇馬漢龍褚大軍尹志彪高佳偉
全面腐蝕控制 2019年3期
王 欣 胡義勇 馬漢龍 褚大軍 尹志彪 高佳偉
(1. 北京市燃?xì)饧瘓F(tuán)有限責(zé)任公司,北京 100000;2. 北京永逸舒克防腐蝕技術(shù)有限公司,北京 100000)
0 引言
燃?xì)夤艿雷鳛閲?guó)家經(jīng)濟(jì)大動(dòng)脈中的毛細(xì)血管,其安全運(yùn)營(yíng)是民生大事。燃?xì)夤艿篮写罅亢缚p,而焊縫因?yàn)楹附託堄鄳?yīng)力再加上燃?xì)夤艿朗艿酵寥馈h(huán)境、內(nèi)壓等綜合應(yīng)力作用,屬于典型的應(yīng)力集中點(diǎn),是燃?xì)夤艿腊踩\(yùn)營(yíng)的重要節(jié)點(diǎn)。
燃?xì)夤艿赖陌踩苯佑绊懙匠鞘芯用裆睿陙硪虻刭|(zhì)災(zāi)害等原因頻發(fā)燃?xì)夤艿篮缚p失效造成人員傷亡案例,如何消除高風(fēng)險(xiǎn)區(qū)焊縫因綜合應(yīng)力致使產(chǎn)生裂紋而失效,如何有效的修復(fù)焊縫缺陷是擺在現(xiàn)場(chǎng)工程技術(shù)人員面前的一大難題。
復(fù)合材料補(bǔ)強(qiáng)技術(shù)因其性能好、成本低,施工快速方便等優(yōu)點(diǎn),得到了廣泛的應(yīng)用。目前指導(dǎo)管道修復(fù)的專業(yè)性標(biāo)準(zhǔn)很少。比較典型的關(guān)于復(fù)合材料修復(fù)管道的專業(yè)標(biāo)準(zhǔn)是ASME的ASME PCC-2《Repair of Pressure Equipment and Piping》。標(biāo)準(zhǔn)中提出復(fù)合材料可修復(fù)的管道缺陷類型及修復(fù)層數(shù)和寬度的設(shè)計(jì)方法,但實(shí)際工程應(yīng)用中,復(fù)合材料是一個(gè)復(fù)雜的系統(tǒng),許多難點(diǎn)仍需深入探索,如復(fù)合材料修復(fù)管道焊縫裂紋承壓能力評(píng)估。
1 復(fù)合材料修復(fù)管道焊縫裂紋試驗(yàn)
1.1 試驗(yàn)管道
為了測(cè)試含焊縫裂紋缺陷的管道采用纖維復(fù)合材料纏繞修復(fù)后的承壓能力,進(jìn)行了復(fù)合材料修復(fù)含缺陷管道的全尺寸壓力試驗(yàn)。缺陷采用機(jī)械加工方式制作。如圖1所示。

圖1 試驗(yàn)管道加工缺陷
試壓選取常用管材L245螺旋焊接鋼管進(jìn)行爆破試驗(yàn),材料力學(xué)性能如表1所示。
參照SY/T 5992-2012《輸氣鋼管靜水壓爆破試驗(yàn)方法》,試驗(yàn)管道長(zhǎng)度設(shè)為5m,且中心位置設(shè)置兩處環(huán)焊縫,并在兩處環(huán)焊縫處各加工一環(huán)向機(jī)械切割缺陷,具體參數(shù)如表2所示。
缺陷設(shè)置如圖2所示。
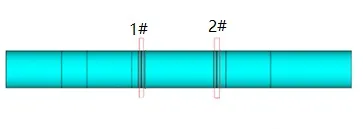
圖2 缺陷示意圖
1.2 缺陷修復(fù)
試驗(yàn)鋼管兩端采用橢圓封頭焊接密封。試驗(yàn)前,對(duì)試樣鋼管進(jìn)行外觀、尺寸檢查,確保無其他缺陷影響。
對(duì)于加工好的試驗(yàn)管件,修復(fù)前,核準(zhǔn)缺陷深度和長(zhǎng)度,清潔缺陷表面,保證表面光潔。1#環(huán)焊縫缺陷處采用環(huán)氧膩?zhàn)犹钇剑克⒄衬z后進(jìn)行修復(fù)補(bǔ)強(qiáng),詳細(xì)作用過程參照Q/SY GD0215.1-2011《管道缺陷纖維復(fù)合材料修復(fù)技術(shù)規(guī)范 第1部分:濕纏繞發(fā)》。2#環(huán)焊縫缺陷不修復(fù)。
本文采用增強(qiáng)纖維復(fù)合材料,該材料環(huán)向許用應(yīng)變?yōu)?.25%,單層纖維的最小抗拉強(qiáng)度Slt為700MPa,層間剪切強(qiáng)度τ為32MPa,單層復(fù)合材料厚度為0.5mm。

表1 試驗(yàn)管材力學(xué)性能

表2 試驗(yàn)管缺陷加工參數(shù)
根據(jù)ASME PCC-2《Repair of Pressure Equipment and Piping》,基于復(fù)合材料許用應(yīng)力設(shè)計(jì)修復(fù)厚度,考慮修復(fù)區(qū)管材的承載作用,修復(fù)層數(shù)和寬度計(jì)算公式如下:
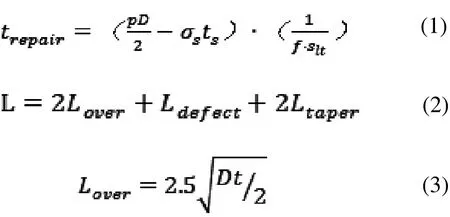
式中 p—設(shè)計(jì)壓力,MPa
D—管道外徑,mm;
ts—管道剩余最小壁厚,mm;
f—工作條件系數(shù),取0.5;
Lover—纏繞寬度,mm;
Ldefect—缺陷寬度,mm;
Ltaper—錐度寬度,mm。
修復(fù)寬度至少要大于50mm,錐度寬度 Ltaper與修復(fù)厚度的最小比值為5:1。結(jié)合計(jì)算結(jié)果,確定試驗(yàn)管道環(huán)向修復(fù)層數(shù)為15層,考慮焊縫受軸向作用,軸向修復(fù)層數(shù)亦為15層,修復(fù)寬度為500mm。修復(fù)后的試驗(yàn)管道如圖3所示。
圖3 纏繞修復(fù)后的試驗(yàn)管道
兩處缺陷布置應(yīng)變片,收集測(cè)試時(shí)應(yīng)力應(yīng)變數(shù)據(jù)。
1.3 壓力試驗(yàn)
壓力試驗(yàn)裝置示意圖如圖4所示。
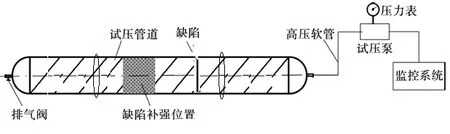
圖4 壓力試驗(yàn)裝置示意圖
試驗(yàn)流程為兩個(gè)階段,
(1)第一階段(內(nèi)壓增壓)
逐步升壓4.3MPa、6.3MPa、7.5MPa、8.7MPa和9.2MPa,采集應(yīng)變值;
(2)第二階段(內(nèi)壓增壓+吊重增重)
逐步增重吊重,每次增重均打壓至9.2MPa,采集應(yīng)變值。
對(duì)于試驗(yàn)管件,第一階段隨著內(nèi)壓增壓過程,管道及修復(fù)了的1#缺陷,未修復(fù)的2#缺陷均未破壞。第二階段,吊重增重至7.1t,內(nèi)壓增壓過程中,2#缺陷斷裂。斷裂圖如圖5所示。

圖5 2#缺陷斷裂圖
2 試壓結(jié)果分析
2.1 內(nèi)壓增壓過程
試驗(yàn)管件在內(nèi)壓增壓過程中,因兩邊密封,會(huì)產(chǎn)生軸向作用力,圖6為1#缺陷、2#缺陷、管體在軸向力作用下的應(yīng)變表現(xiàn),1#缺陷采用復(fù)合材料修復(fù)保證了軸向作用增加的情況下與管體一致的抵抗作用,2#缺陷在1.5MPa以后逐漸出現(xiàn)鼓脹,呈現(xiàn)出啟裂趨勢(shì),若內(nèi)壓繼續(xù)增壓則可能出現(xiàn)裂紋軸向擴(kuò)展,擴(kuò)展穿越鼓脹即會(huì)發(fā)生斷裂。
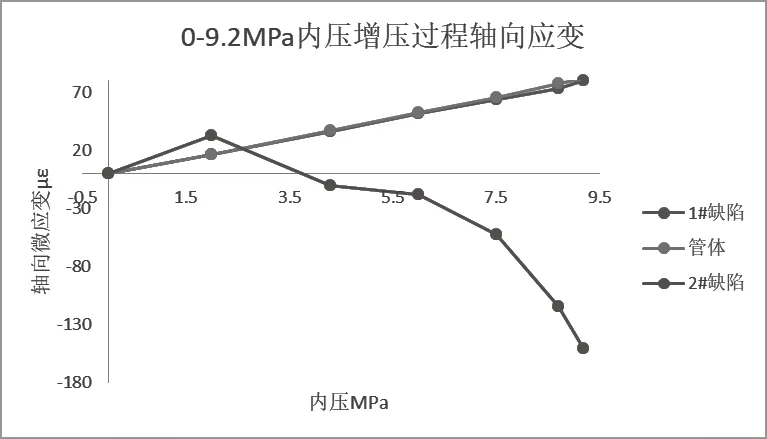
圖6 內(nèi)壓增壓過程軸向應(yīng)變圖
試驗(yàn)管件在內(nèi)壓增壓過程中,內(nèi)壓表現(xiàn)主要作用方向?yàn)榄h(huán)向,管體表現(xiàn)抵抗趨勢(shì),1#缺陷采用復(fù)合材料修復(fù),抵抗趨勢(shì)強(qiáng)于管體。2#缺陷鼓脹趨勢(shì)高于管體,但弱于其軸向趨勢(shì)。
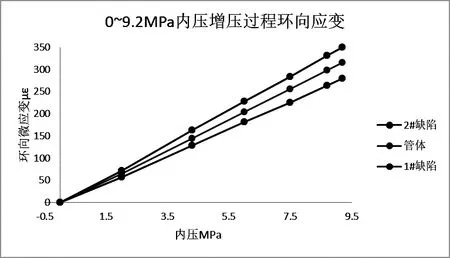
圖7 內(nèi)壓增壓過程環(huán)向應(yīng)變圖
這充分說明了,內(nèi)壓增壓過程復(fù)合材料對(duì)缺陷鼓脹有明顯的約束,呈現(xiàn)出修復(fù)效用。
2.2 內(nèi)壓增壓+吊重增重過程
在最大增壓壓力下,試驗(yàn)管件在吊重增重過程中,產(chǎn)生急劇上升的軸向作用力,管體逐步變形,并有屈服趨勢(shì),2#缺陷呈現(xiàn)出負(fù)應(yīng)變,即鼓脹啟裂,裂紋沿管壁向內(nèi)擴(kuò)展,直至超出鼓脹極限斷裂泄漏,斷裂類型為剪切斷裂。
1#缺陷在復(fù)合材料修復(fù)作用下,鼓脹被阻止,變形一直在較低水平,至2#缺陷斷裂,管體接近屈服時(shí),仍處于很小形變,復(fù)合材料呈現(xiàn)出充分的保護(hù)作用。
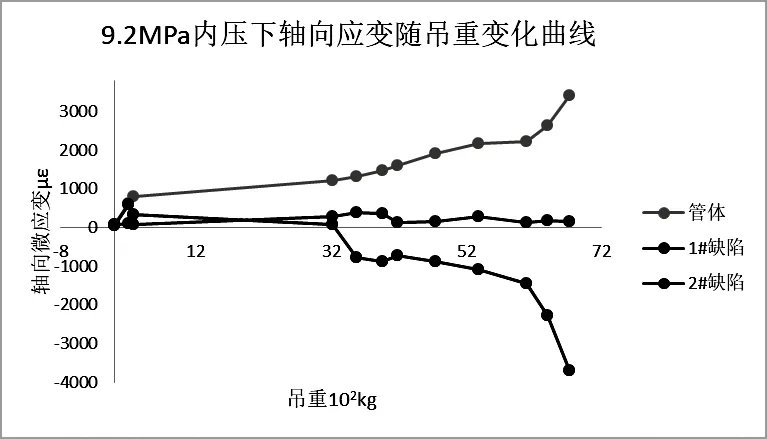
圖8 增重過程軸向應(yīng)變圖
2.3 管道缺陷修復(fù)后承壓能力有限元模擬
為了進(jìn)一步研究?jī)?nèi)壓增壓+吊重增重復(fù)雜作用過程的應(yīng)力變化,采用有限元方法模擬試驗(yàn)管道的增壓增重過程,觀察管道缺陷修復(fù)區(qū)域管體域修復(fù)材料的應(yīng)力變化情況。
試驗(yàn)管件缺陷和修復(fù)結(jié)構(gòu)具有對(duì)稱性,取管道1/4模型進(jìn)行分析,修復(fù)管道的有限元模型如圖9、10所示。
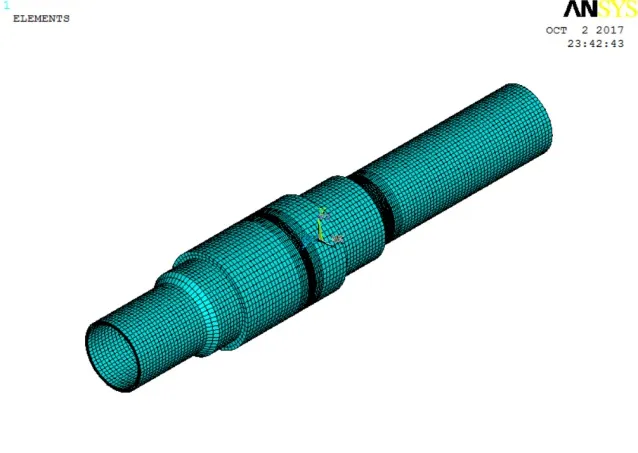
圖9 有限元模型網(wǎng)格劃分
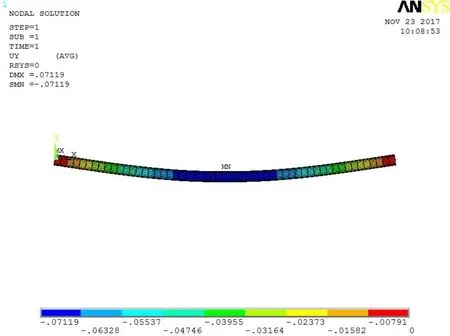
圖10 有限元模型云圖
模擬分析管道在不同內(nèi)壓工況下,吊重增重過程的承壓能力。在該管道最大試壓壓力9.2MPa下,吊重5.8t,管道即發(fā)生屈服。如圖11所示。
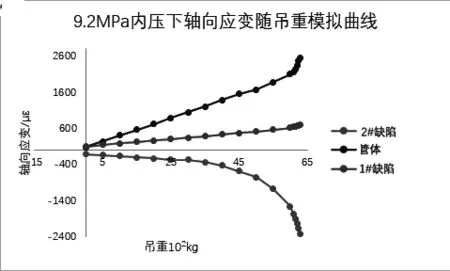
圖11 模擬數(shù)據(jù)曲線
吊重增重到6.3t,有限元不收斂,預(yù)估內(nèi)壓在9.2MPa下,吊重6.3t管體爆破,此時(shí)1#缺陷修復(fù)區(qū)域應(yīng)變值僅有789μ ε,復(fù)合材料抵抗鼓脹效用顯著。模擬趨勢(shì)與試驗(yàn)完全一致。
3 結(jié)論
根據(jù)本文研究,對(duì)于復(fù)合材料的修復(fù)焊縫缺陷可得出以下結(jié)論:
(1)內(nèi)壓工況,焊縫缺陷主要威脅表現(xiàn)為環(huán)向作用力,復(fù)合材料可增強(qiáng)焊縫缺陷優(yōu)于管體;
(2)內(nèi)壓+吊重復(fù)雜工況,焊縫缺陷主要威脅表現(xiàn)為軸向作用力,缺陷抵抗鼓脹能力明顯低于管體,復(fù)合材料可顯著提高焊縫缺陷抵抗鼓脹能力,保障焊縫缺陷變形在安全范圍;
(3)有限元模擬分析內(nèi)壓+吊重復(fù)雜工況,復(fù)合材料可增強(qiáng)焊縫缺陷抵抗鼓脹能力優(yōu)于管體。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
無機(jī)化學(xué)學(xué)報(bào)(2014年4期)2014-02-28 17:31:11
