簡議汽車罐車氣相管開裂的維修處理
2019-04-10 12:28:46趙雪飛
科學與技術 2019年7期
關鍵詞:維修
趙雪飛
摘要:本文主要針對汽車罐車在使用過程中,開啟氣相球閥氣相連接管返液,在罐體檢驗時發現罐體內部氣相管開裂的問題,分析論述汽車罐車使用過程中的維護和日常行車習慣,探討開裂的一些處理方法。
關鍵詞:汽車罐車;氣相管;開裂;維修
汽車罐車是一種承受內壓,盛裝易燃、易爆、有毒、有害介質的移動式壓力容器,它是由罐體(鋼制壓力容器)與行走裝置采用永久性連接方式組成的運輸裝備,具備充裝、卸載、運輸介質的功能。
2018年我檢驗所對某單位的一臺盛裝液化石油氣介質的汽車罐車進行檢驗,通過向用戶了解情況得知,該罐車在充裝介質過程中,打開緊急切斷裝置,開啟外側氣相球閥時,氣相球閥出口有液體溢出,瞬間氣化。我們檢驗人員通過對罐體內部氣相管接頭進行表面探傷以及對氣相管單獨的氣密試驗,發現在罐體內部的氣相連接管與氣相凸緣之間的連接焊縫開裂。以下是該汽車罐車氣相連接管與氣相凸緣之間焊縫開裂的維修方案及處理效果。
1、汽車罐車概況
該液化石油氣罐車主要技術參數:(1)設計壓力:1.61MPa(2)設計溫度:50℃(3)介質:液化石油氣(4)材質:筒體Q420R 封頭Q420R 氣相管20#×3.5 氣相凸緣20MnMoDⅢ(5)內徑:φ2310mm(6)壁厚:筒體12mm,封頭:14mm(7)容積:58m?
2、開裂形成原因及危害
分析其可能的形成原因:罐體內氣相管因駕駛員日常行車過程中,緊急制動或開啟造成沖擊載荷;在制造組裝過程中造成氣相連接管與氣相凸緣之間連接焊縫的應力集中。長期運行導致氣相凸緣與氣相管焊接處的疲勞開裂。該處開裂如不及時處理,則會給充裝介質帶來嚴重的安全隱患,很容易發生爆炸等事故,給人們生命財產造成嚴重損傷。
3.維修過程控制
(1)編制維修方案,編制依據:TSG R0005-2011《移動式壓力容器安全技術監察規程》、GB 150.1~150.4-2011《壓力容器》、NB/T 47015-2011《壓力容器焊接規程》、《壓力容器產品質量證明書》以及其他技術文件。
(2)維修前準備
①罐體內介質排盡,進行蒸汽置換,待罐體冷卻至常溫,清除罐內雜質,采用可燃氣體測報儀測量可燃氣體濃度,確保安全操作。
②備好有限空間作業有效防護用品。
③提前接好照明電源。
④人孔安裝風機通風。
⑤準備好切割工具、打磨工具、焊接設備,無損檢測設備。
(3)維修程序:割斷開裂部位→接管坡口處理、打磨→施焊→無損檢測。
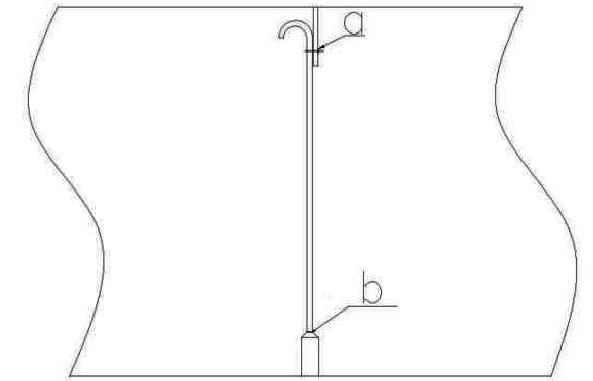
(4)維修過程
①將a處卡具打開
②將氣相接管與氣相凸緣處焊縫b處切斷
③將氣相管焊縫側打磨成單“V”型坡口,凸緣側打磨平齊
④焊接
焊工必須持有國家質量監督部門頒布的焊工合格證,在有效期內擔任合格項目范圍內的焊接項目。
施焊前清除坡口兩側20mm內的油污、鐵銹、水分及其他有害雜質。
根據評定合格的焊接工藝評定制定焊接工藝規程,嚴格按照工藝規程規定的焊接工藝參數進行焊接。
焊接方法,采用焊條電弧焊進行打底及蓋面。
焊材型號:E=4315;焊材牌號:J427;焊條直徑:Φ3.2mm
焊條使用前要進行烘干,350-400℃/1-2h,放置在100-150℃保溫桶內。
焊接工藝:焊機型號:ZX7-350,焊接電流70-120A,焊接電壓7-12V。
施焊環境,施焊環境出現下列情況,且無有效防護措施禁止施焊:
a、焊接環境要求,焊接時的風速不應超過2m/s,當超過規定時應有防風設施
b、雨天
c、風速超過8m/s
d、焊時溫度在90%以上
⑤檢驗
外觀幾何尺寸按照相關標準檢查是否合格
無損檢測:無損檢測人員必須持有無損檢測檢驗人員資格證書,按照NB/T 47013-2015《承壓設備無損檢測》標準進行操作及是否符合要求。
4.結束語
筆者作為移動式壓力容器檢驗人員,經常會遇到類似情況的發生,建議使用單位要嚴格按照汽車罐車的使用參數進行充裝、運輸介質,不要不要違反操作規程進行操作,汽車罐車的充裝量不得超過最大允許重裝量.在運輸過程中,盡量減少急轉彎和緊急制動,在日常保養過程中,嚴格按照維護保養手冊進行,如果發現異常情況,及時與有關部門聯系進行缺陷排查,確保走形系統和罐體的安全。
參考文獻
[1]移動式壓力容器安全技術監察規程 TSG R0005-2011
[2]壓力容器定期檢驗規則 TSG R7001-2013
(作者單位:錦州市檢驗檢測認證中心)
猜你喜歡
中華建設科技(2016年10期)2016-12-14 08:01:44
祖國(2016年20期)2016-12-12 20:17:28
科學與財富(2016年26期)2016-12-01 21:41:00
中國科技縱橫(2016年17期)2016-11-30 11:39:20
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:17:42
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 21:36:14
農機使用與維修(2016年10期)2016-11-10 09:25:29
科學與財富(2016年28期)2016-10-14 23:00:44
科學與財富(2016年28期)2016-10-14 21:47:54
科學與財富(2016年28期)2016-10-14 19:34:22
