盾構平移施工技術探析
2019-04-16 03:57:56周文朋張國林吳禎高鋒蘇勇
福建建筑 2019年3期
關鍵詞:焊縫
周文朋 張國林 吳禎 高鋒 蘇勇
(中國水利水電第十一工程局有限公司 河南鄭州 450000)
1 概述
1.1 工程概況
深圳城市軌道交通9號線,位于南海大道與工業六路站丁字路口,從海上世界站盾構井始發,右線掘進完成后在海上世界站二次始發掘進海工區間左線,掘進完左線后平移至右線吊出井吊拆退場,車站主體位于南海大道路面下,沿南海大道南北向布置。工業六路站南端頭井為左右線盾構接收井。工業六路站為半幅蓋挖車站,東側(右線)明挖,西側(左線)蓋挖;左線盾構機(蓋板范圍內)需平移至右線盾構接收口范圍內吊出,盾構接收順序如圖1所示。

圖1 海工區間盾構接收順序圖
1.2 盾構機參數
采用海瑞克S810土壓平衡盾構機進行盾構施工作業,該盾構機主要由刀盤、前盾、中盾、尾盾、連接橋、拼裝機、螺旋機和5節后配套臺車等部件組成,總重約475t,最重部件前盾約96t。具體盾構機設備外形尺寸和重量如表1所示。

表1 土壓平衡盾構機主要部件參數表
2 平移施工準備
2.1 施工場地找平
在盾構機進洞前,將盾構接收井(工業六路站南端頭)底板清理干凈,如圖2所示。

圖2 底板布置剖面圖
為了保證盾體在平移過程中平面的平整度,減少盾體在平移過程中的摩擦力,在混凝土底板面上鋪設20mm厚的鋼板(Q235B),鋼板鋪設范圍為20.2m×12.2m(長×寬);鋼板接縫處每隔1m,開坡口焊接,焊接完成后打磨至鋼板面平齊,鋼板鋪設注意事項:
(1)接收井底板需用水平尺校準,在盾體平移方向每隔3m布置一個標高基準面,標高基準面采用型號為30mm×30mm、長度為12m/根的方鋼,下面使用沖擊鉆打孔,插上直徑Φ16的螺紋鋼,然后,鋼筋與方鋼焊接牢固;嚴格控制填充后底板頂面的高程,保證填充底板頂面平整度,鋼板與鋼板接縫處應平順。
(2)鋼板與鋼板之間緊密靠攏,鋼板之間縫隙進行焊接,并打磨處理。
(3)將預留的鋼筋采用機械的方法壓倒,切勿采用火焰加熱。
2.2 接收基座安裝及加固
在安裝接收基座之前,在接收基座底部焊接20mm厚的鋼板,然后根據測量放線定位,在鋼板上安裝接收基座。接收基座在安裝時,接收基座的中心軸線應與隧道設計軸線一致,接收基座的軌面標高本應按照設計軸線控制。為了使盾體更順利地步入接收基座上,軌面標高在鋪設時,作適當調整,設計標高應低于20mm。對接收基座進行加固,利用鋼板等材料將接收基座牢牢與鋼板焊接成整體,對焊點進行嚴格檢查,要求無裂縫、無氣泡、無夾渣等要求(具體如圖3所示)。特別要對接收基座縱向加固,保證盾構機能順利到達接收基座上。

圖3 接收基座與鋼板焊接圖
2.3 盾體與基座固定
盾體進入接收基座后,連接橋與拼裝機分離,以及連接在盾體內的管線要完全斷開。盾體與接收基座用鋼板連接焊接固定,盾體與接收基座兩側用20mm的鋼板連接固定,每側焊4道,焊縫要求無裂縫、無氣泡、無夾渣等缺陷。中間用鋼絲繩拉2道,確保盾體與基座連接牢固,如圖4~圖5所示。

圖4 盾體與基座固定示意圖
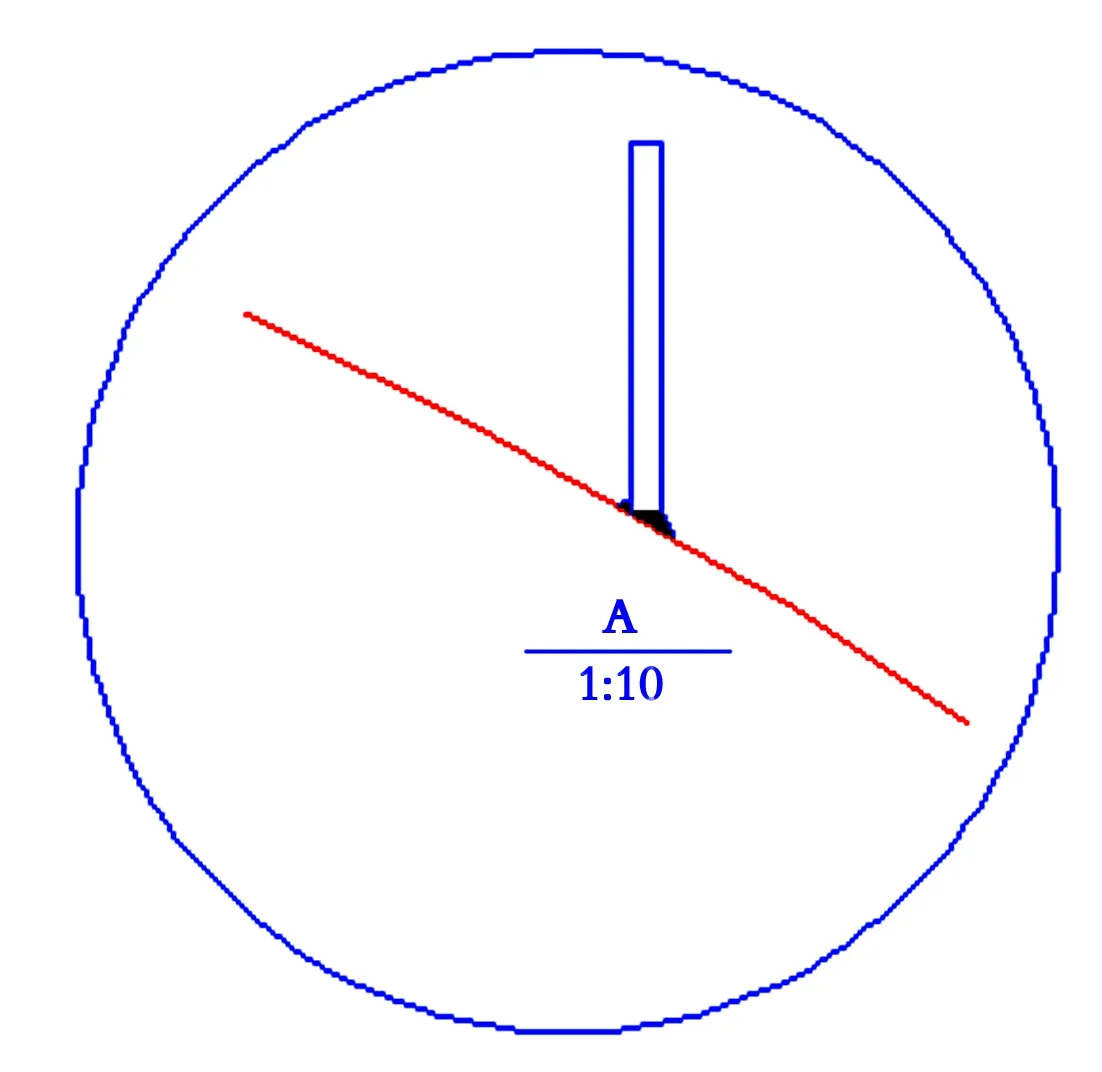
圖5 盾體與鋼板焊接大樣圖
3 盾體平移
盾體平移是利用千斤頂把盾體與接收基座緩慢地從接收井左線平移到接收井右線,然后進行盾體拆卸吊裝出井。具體步驟如圖6所示。

圖6 盾構機平移流程圖
3.1 平移盾體摩擦阻力
盾體由刀盤、前盾、中盾尾盾、人倉、管片拼裝機等主要部件組成,盾體整體放在基座上,總體重量為282.6t。盾體平移所需要克服的摩擦阻力(即推力):
f=μmg≈0.2×282.6×103×10=565.2kN
依照理論值需要565.2kN(56.5t)的推力就能把盾體移動,為了能夠順利把盾體從左線平移到右線,選擇兩個100t的液壓千斤頂推盾體。
3.2 安裝千斤頂
盾體的重量均勻地分布在接收基座上,根據接收基座的結構,千斤頂擺放位置具體如圖7所示,在千斤頂后面焊接后頂座。后頂座的面積大于千斤頂的面積,使用300mm×300mm×20mm的鋼板做接觸面,面板后面用20mm厚鋼板做加筋板。
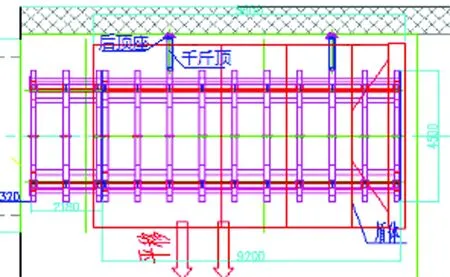
圖7 千斤頂位置示意圖
3.3 盾體平移
盾體加固完成,平移千斤頂擺放到位后,在平鋪的鋼板上涂抹一層潤滑油脂。各工序完全到位后,啟動平移千斤頂,千斤頂慢慢伸出并且要同步;隨著千斤頂的緩慢伸出后,盾體也會隨著慢慢移動。
千斤頂伸出一個行程(1m)后,縮回千斤頂;然后把后頂座割除,往前移動,位移量為千斤頂回縮后的實際長度。然后,焊接牢固,重新擺放千斤頂,伸出油缸,慢慢地把盾體推移一個行程,這樣循環的工作,把盾體安全順利地移動到右線接收井口。盾體水平方向(從左線移到右線)之后,在軸線上,使中、前盾在吊裝半徑內,便于吊裝。
4 后頂座受力驗算
盾體平移,千斤頂油缸對稱伸出作用在基座上,反作用力在后頂座上;油缸實際長度為1100mm,直徑為Φ250mm。后頂座如圖8~圖9所示。

圖8 后頂座大樣圖

圖9 焊縫詳圖
后頂座所受壓力即為摩擦力:
f=μmg≈0.2×282.6×103×10=565.2kN
頂推油缸受力面積為:
s=π·r2314×0.1252=0.049m2
后頂座抗剪強度為:
τ=f/2s=5.652×105/2×0.049=5.77×106Pa=5.77MPa
4.1 焊腳尺寸確定
焊腳尺寸確定,是為了兩個目的:①避免焊縫處局部過熱,減少焊件的焊接殘余應力和殘余變形;②避免焊縫由于冷卻速度快而產生淬硬組織焊導致母材開裂。相應焊腳尺寸應滿足以下構造要求條件:
①hf,max≤1.2δ;
②δ>6mm,hf,max≤δ-(1~2)mm;
③hf,min≥1.5×δ1/2(計算數值進位取整)
此處取最大焊腳尺寸hf,max=10mm,最小焊腳尺寸取7mm,鋼板δ=20mm;
顯然,①(hf,max=10mm)≤(1.2δ=24mm);
②(hf,max=10mm)≤{δ-(1~2)mm=18~19mm};
③(hf,min=7mm)≥(1.5×δ1/2=7mm)。
后頂座焊縫焊腳尺寸滿足要求。
4.2 確定焊縫長度
后頂座焊縫主要為側面角焊縫,主要承受剪力,應力狀態較為單一。在彈性階段,剪應力沿焊縫長度方向分布不均勻,兩端大中間小,且焊縫越長越不均勻,應力越集中,但側縫塑性好。因后頂座內力沿焊縫全長分布,故焊縫最大長度不予限制,但對焊縫最小值有所規定:
lw≥8hf(且不得小于40mm)
lw=(60mm)≥(8hf=56mm)不小于40mm,焊縫長度滿足要求。
4.3 焊縫強度計算
規范中指出,直角角焊縫的破壞常發生在喉部,故通常將45°截面作為計算截面,然而實際計算當中截面的各應力分量計算較為繁雜,為簡化計算,規范假定,焊縫在有效界面處破壞,則直角角焊縫的強度計算式為:

綜上所述,后頂座焊縫強度滿足要求。
5 結論
通過應用以上方法較好地完成了盾構機的平移吊出任務,后頂座及其焊縫通過實際運用完全滿足頂推受力要求。對于地鐵類似工程有一定借鑒作用,并希望對盾體平移技術的發展發揮一點成效[1-4]。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07