冷軋工作輥變形分析
2019-04-18 01:59:16王會剛王麗元
冶金設備 2019年1期
崔 鉞 王會剛 王麗元
(1: 唐山學院機電工程系 河北唐山 063000;2: 河鋼集團唐鋼公司煉鐵部 河北唐山063016)
1 前言
隨著冷軋板帶及其涂鍍層產品市場空間的不斷提升,對冷軋板帶的板型要求也逐漸提高。板形問題貫穿于板帶的整個生產過程,存在于軋制的各個環節。影響板形的因素很多,如軋機的剛度、軋輥凸度、彎輥力、來料的品種以及原始凸度、軋制工藝等等。而在實際的軋制過程中,可以進行在線調控的只有軋制力與彎輥力,只有在軋制力與彎輥力在軋制過程中不斷匹配修正,才能實時控制軋制過程中有載輥縫,達到控制冷軋帶鋼最終板型的目的[1-2]。
彎輥力是通過液壓系統向工作輥或中間輥軸頸加載的力,用以改變軋輥的有效凸度,從而通過改變承載輥縫形狀來改變軋后帶鋼沿橫向的延伸變形,達到板型控制的目的,對于消除對稱板帶材缺陷的中浪、邊浪等作用明顯。彎輥力可實現工作輥的正彎與負彎,正彎指的是向增大工作輥的接觸凸度;負彎指減小工作輥的接觸凸度。但一方面考慮到軸承的承載能力,彎輥力不能過大,另一方面,彎輥力對輥縫邊部的影響大于中部輥縫的影響。
2 軋制力模型
考慮帶鋼冷軋時彈性變形和塑性變形兩種狀態,引入Bland-Ford-Hill軋制力模型,其中,總軋制力F由塑性區軋制力Fp與彈性區軋制力Fe構成[3]:
F=FP+Fe
(1)
(2)
(3)
(4)
ξ=αtin+βtout
(5)
式中:F-軋制力,kN;
Fp-塑性軋制力,kN;
Fe-彈性區軋制力,kN;
QF-軋制力外摩擦影響系數;
W-帶鋼寬度,mm;
R′-軋輥壓扁半徑,mm;
hin-帶鋼入口厚度,mm;
hout-帶鋼出口厚度,mm;
v-泊松比;
E-楊氏模量,MPa;
μ-摩擦系數;
γ-壓下率;
tin-帶鋼入口單位張力,MPa;
tout-帶鋼出口的單位張力,MPa;
α、β-帶鋼入口與出口的張力影響系數。
km-平均變形抗力,MPa,取決于金屬材料塑性變形時的物理條件:
(6)
N-軋機轉速,r/min;
t-軋制溫度,℃;
k0-基準變形阻力,MPa;
a1-a6-回歸系數。
3 有限元模型:
以唐鋼第一鋼軋廠平整分卷機組的四輥平整機為例建模,實現工作輥正負彎輥力的四個鍛鋼彎輥缸塊裝在牌坊之間,并帶有16個液壓柱塞缸,壓力由比例閥控制。兩個壓下液壓缸安裝在牌坊和上支承輥軸承座之間。
按照軋輥和軋件的實際尺寸建立有限元模型,為提高計算效率,近似模型為上下對稱,模型參數見表1,建立的有限元模型見圖1。

表1 模型參數(mm)
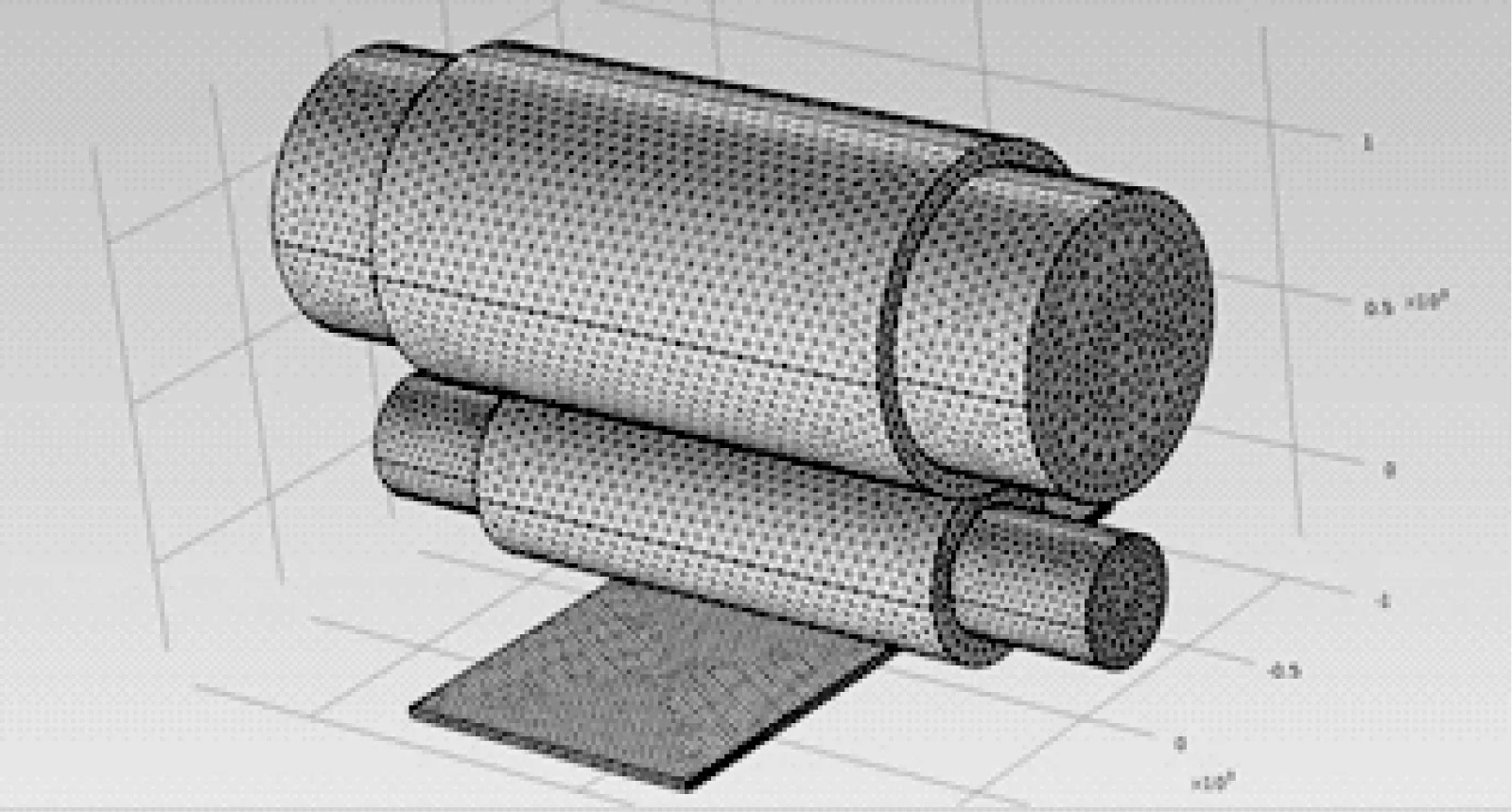
圖1 有限元模型網格劃分
在該模型中,工作輥設置為彈性體(假設其初使凸度為0),用以模擬工作輥的彈性彎曲變形和彈性接觸變形,軋件作為彈塑性體,采用Bland-Ford-Hill軋制力模型與庫倫摩擦模型[4-5],根據等效應力屈服準則判定。參數化建模對稱穩態求解,板帶下底面加固定約束,加載軋制力與彎輥力的邊界載荷至支撐輥與工作輥的軸頸端面。
4 結果分析
對支撐輥軸頸加載4400kN的軋制力,對工作輥軸頸加載彎輥力-400kN,作工作輥的Von Mises等效應力與應變分析。
由圖2,工作輥與帶鋼接觸表面處最大Von Mises等效應力值出現在帶鋼側邊與工作輥接觸的位置,最大值450MPa;支撐輥與工作輥的軸頸區域、帶鋼側邊與工作輥接觸的位置均出現等效應力值的升高。
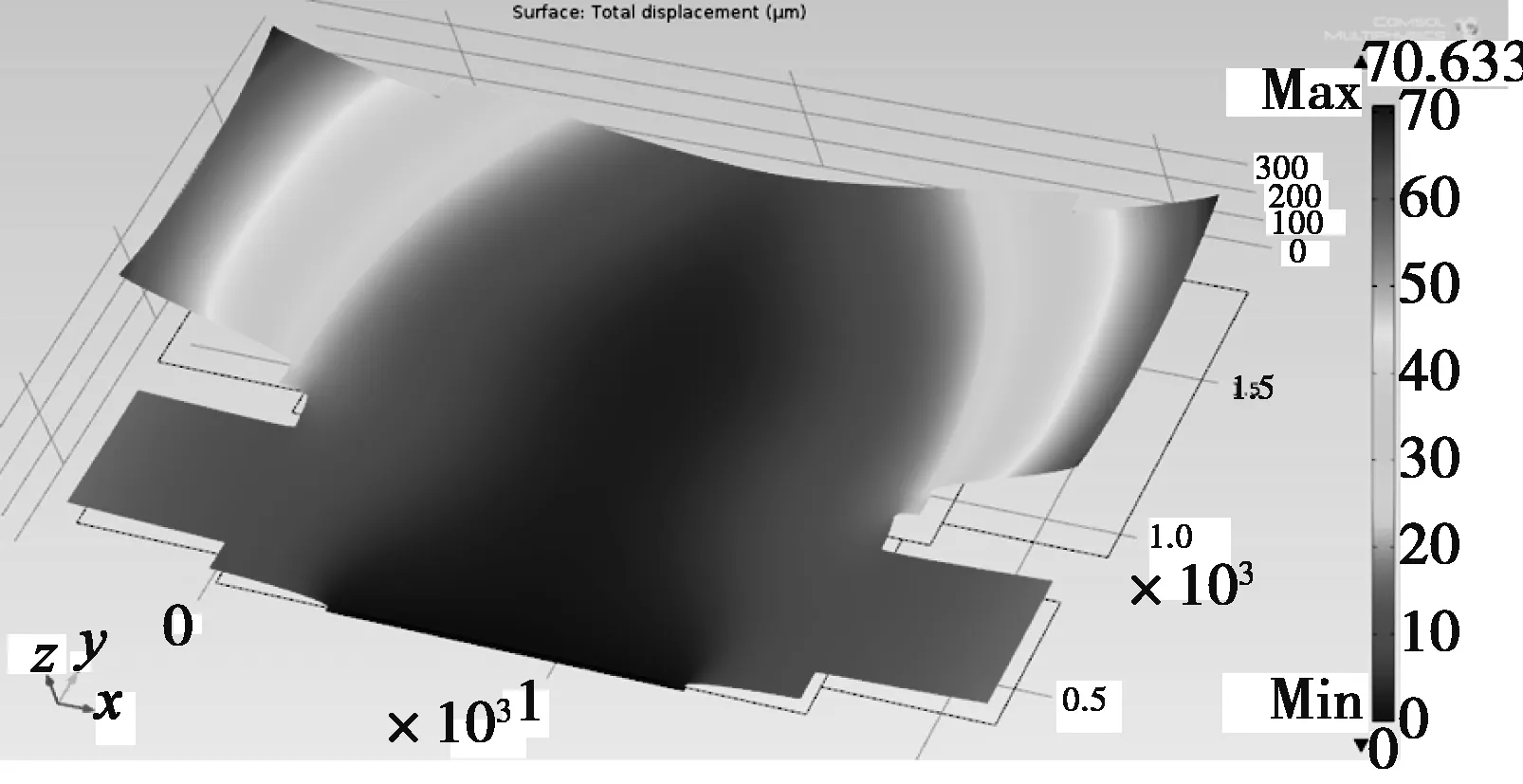
圖2 軋輥中截面變形高程表達圖
由圖3軋輥中截面變形高程顯示,軋輥中出現的最大變形發生在支撐輥輥頸的軋制力加載區域,最大值約為70μm。沿支撐輥與工作輥的輥徑方向,出現了較明顯的變形區域。
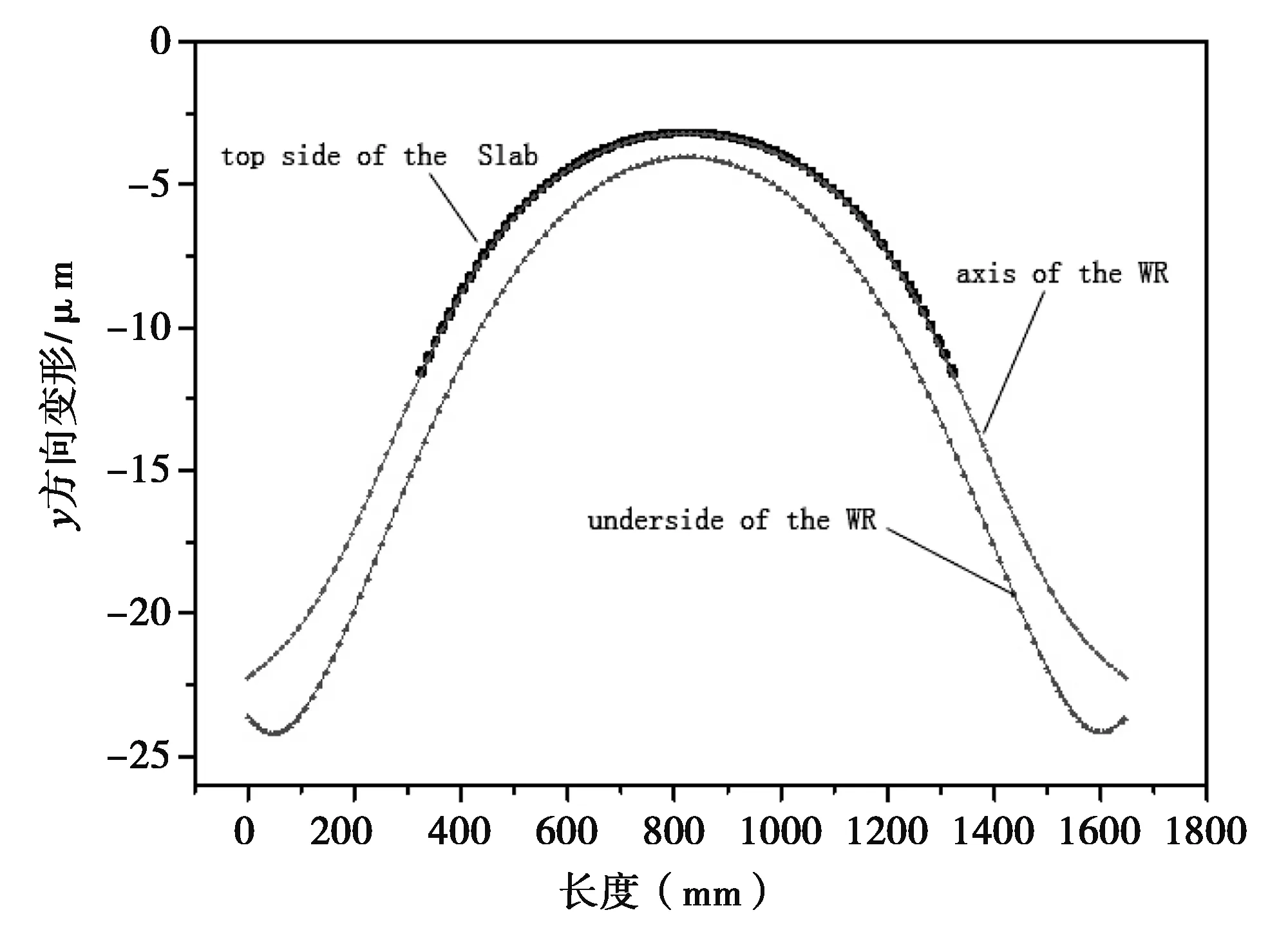
圖3 工作輥軸線、底面及與板帶接觸位置在鉛直方向的變形(μm)
圖4為整理的工作輥軸線、底面及與板帶接觸位置在鉛垂方向的變形,其變化趨勢類似;工作輥軸頸與工作軸間存在小范圍的撓度突變;工作輥底面變形較軸線位置嚴重,整體凸度接近-18,而在與1000mm寬度的帶鋼接觸面上凸度變形較小,保持-8左右。
隨后保持4400kN軋制力不變,作不同彎輥力(-400~400kN)工作輥底部變形分析:
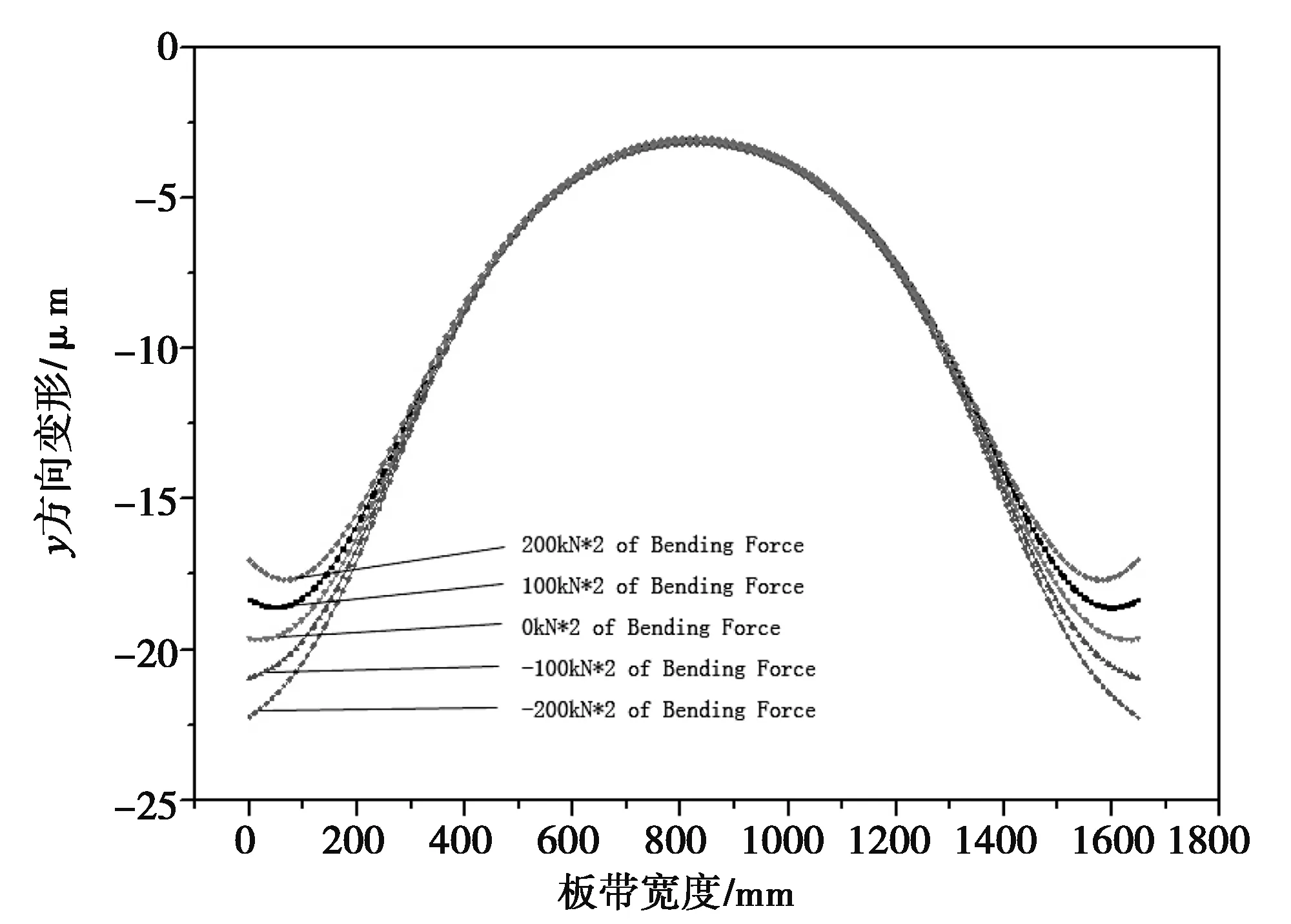
圖4 不同彎輥力下工作輥底面變形
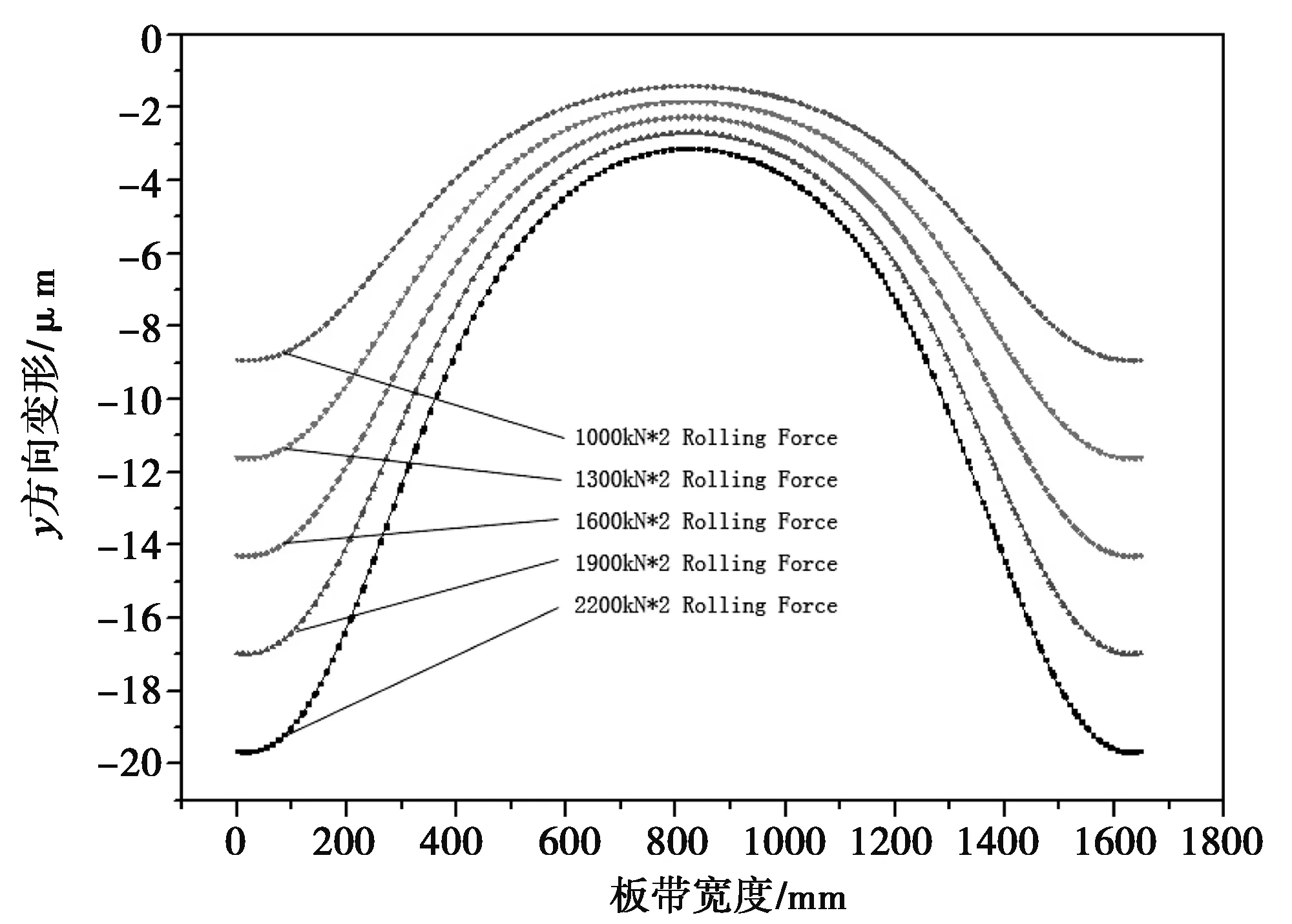
圖5 不同軋制力工作輥底面變形
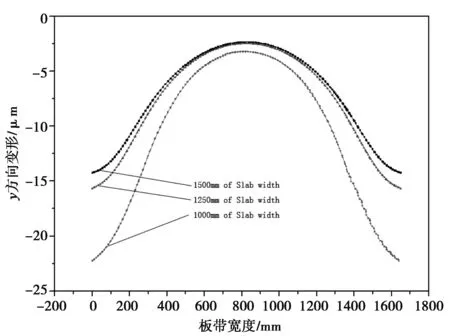
圖6 4400kN軋制力、-400kN彎輥力下不同板帶寬度工作輥底面鉛直方向變形
圖5為控制軋制力4400kN不變,彎輥力由-400kN至400kN下工作輥底面在鉛垂方向的變形,隨著彎輥力的不斷增大,工作輥的整體凸度也隨之增大,最小值發生在彎輥力-400kN時,凸度為-20;圖6為控制彎輥力0kN不變時,軋制力在2000kN至4400kN變化時工作輥底面在鉛垂方向的變形情況,工作輥底面凸度隨軋制力的增大而減小,其最小值發生在軋制力4400kN時,凸度值為-18。
作4400kN軋制力、-400kN彎輥力,得到不同板坯寬度時工作輥底面在鉛直方向的變形(圖6),隨著板帶寬度的增大,工作輥底面的凸度也隨之增大;軋輥對寬板坯的凸度控制更好。
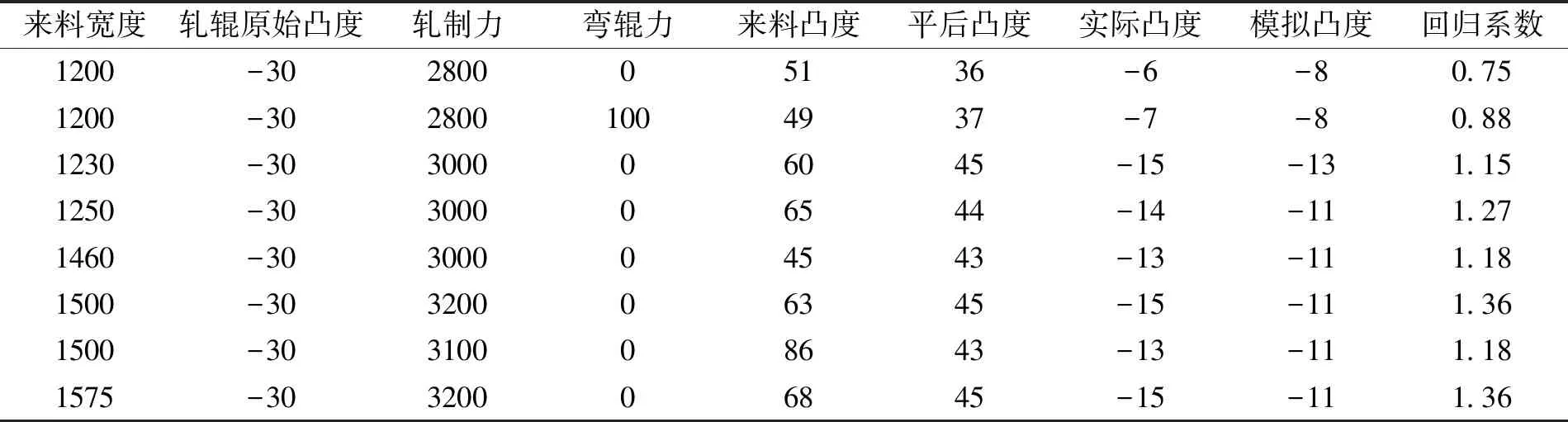
表2 實測板型參數與模擬凸度對比
對平整機入口和出口的帶鋼進行留樣,對比實測板型參數與模擬參數,模擬得到的板型凸度與實測凸度變化規律相似,且隨著板帶寬度的增加,模擬凸度更貼近于實測值,最大值為1.36。
5 結論
以Bland-Ford-Hill軋制力模型為基礎,針對唐鋼第一鋼軋廠平整分卷機組的四輥平整機,以軋制力與彎輥力為相互影響參數,進行了四輥平整機的有限元計算,得到結論如下:
1) 軋輥的最大變形發生在支撐輥輥頸位置,發生疲勞失效的可能性較高;
2) 控制軋制力4400kN不變,彎輥力由-400kN增至400kN時,工作輥的整體凸度也隨之增大,最小凸度為-20;
3) 控制彎輥力0kN不變時,軋制力在2000kN至4400kN變化時,工作輥整體凸度隨軋制力的增大而減小,最小值為-18;
4) 對比實測板型參數與模擬參數,模擬得到的板型凸度與實測凸度變化規律相似,且隨著板帶寬度的增加,模擬凸度更貼近于實測值。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
