芯棒表面堆焊材料組織與耐磨性能分析
2019-04-18 01:59:26李亮
冶金設備 2019年1期
李 亮
(大連華銳重工特種備件制造有限公司 遼寧大連116052)
在定管定壁中起關鍵作用的芯棒是連軋管機組中不可或缺的工具。但由于其服役的工況十分惡劣[1,2],芯棒表面經常發生不同程度的劃痕、裂紋乃至嚴重磨損,進而影響整個機組的運轉。由于芯棒材質一般為H13鋼,制造成本高,采購周期長,因此延長芯棒使用時限,提高芯棒表面抗磨性能,具有巨大的經濟意義[3]。
由于芯棒的磨損失效都發生在其表面,故在其表面覆蓋上一層高性能材料不僅能提高其抗磨損性能,還可以對本體多次利用。現在常見的表面改性技術有:涂鍍法[4]、堆焊法[5]和激光熔覆法[6]。其中由于堆焊法相比于熔覆法價格更低廉,還可以克服涂鍍法涂層較薄的缺點[7],能獲得性能優良的復合涂層[8]。本文在H13鋼基體上堆焊一定厚度的耐磨材料,對堆焊層的組織形貌、相組成及摩擦磨損性能進行分析,并與基體組織進行對比分析,為后續的復合制造提供參考數據。
1 試驗介紹
1.1 試樣制備
試樣基體采用H13鋼基體材料,規格為80mm×50mm×30mm。堆焊前先用噴砂機對其表面進行噴砂處理,完全去除基體表面氧化膜,保證露出金屬光澤,然后進行堆焊。堆焊材料采用中冶建筑研究有限公司生產的104-S和108-S兩種埋弧堆焊藥芯焊絲,并配用專用的焊劑。藥芯焊絲和焊劑的化學成分見表1,具體堆焊工藝參數見表2所示。

表1 藥芯焊絲化學成分(質量分數%)

表2 焊劑化學成分(質量分數,%)

表3 堆焊工藝參數
1.2 試驗方法
采用日立S-3400掃描電子顯微鏡對熔覆組織進行觀察,用島津7000型X射線衍射儀對試樣進行相結構分析。使用HVS-1000維氏硬度計對整個堆焊層橫截面進行硬度測試,加載壓力為200g,加載時間為15s。采用MMU-5G銷盤磨損機對堆焊件φ15mm×20mm進行磨損測試,實驗壓力為100N,轉速為100r/min,時間10min,對磨材料為Cr12MoV。
2 試驗結果及分析
2.1 堆焊層焊態組織形貌
圖1是104-S堆焊層焊態的組織形貌。從圖1a中可知,試樣近表面處的組織是由馬氏體和殘余奧氏體組成。其中顏色稍深一點區域是馬氏體,近似于網狀結構;而略微凸起,平滑的白色塊狀區域是殘余奧氏體。在圖1b中,近母材處雖然也由馬氏體與殘余奧氏體組成,但可以明顯看出該處的馬氏體組織比較粗大,殘余奧氏體相對于近表面處也略有下降。這是由于近表面處合金元素含量高,奧氏體穩定,只有在較低的相變溫度才能轉為了隱晶馬氏體,故奧氏體含量較高;而在近母材處,由于合金元素的稀釋,奧氏體穩定性下降,馬氏體轉換比例變大,故殘余奧氏體減少。
圖2中可以看出108-S試件在近表面處的組織為平坦且顏色較深的塊狀殘余奧氏體,大塊平行的板條狀是上貝氏體組織,小塊雜亂且很細的是馬氏體針狀組織,近母材處則以針狀馬氏體為主,并帶有少量的塊狀貝氏體。
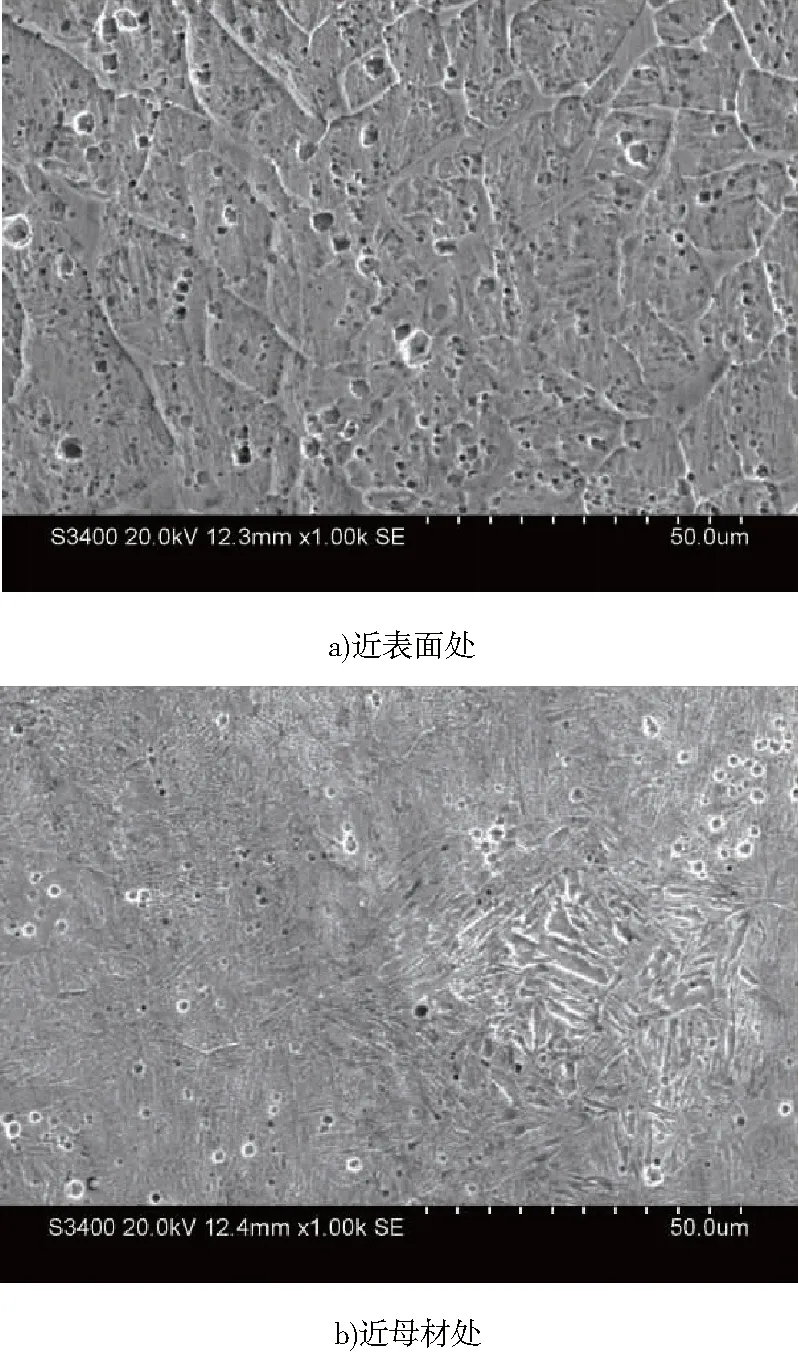
圖1 104-S堆焊層焊態組織形貌
圖3為104-S試樣經650℃高溫回火后的組織形貌。由圖3a中可知,在近表面處略顯凹入的灰白色區域是原來隱晶馬氏體分布的位置。雖然馬氏體退化后,邊緣變得模糊,但仍可大致看到原來的邊界,而深灰色塊狀組織是殘余奧氏體。由圖3b中可知,近母材處的馬氏體退火后,雖然能看到這些組織原來的針狀形貌,但邊界更加模糊且殘余奧氏體較少。
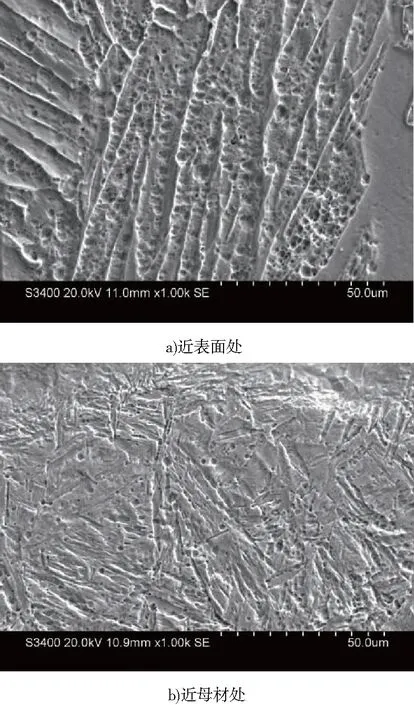
圖2 108-S堆焊層的組織形貌
圖4為108-S試樣經650℃高溫回火后的組織形貌。由圖4a中可知,經過回火處理后,近表面處原來的平坦深色的殘余奧氏體幾乎沒有變化,但是大量呈片狀。針狀有細網狀結構的組織則退化成貝氏體和馬氏體。由圖4b中可知,近母材處的組織變化最大,馬氏體組織已經完全不可見,只能發現索氏體組織。
2.2 X射線衍射分析
圖5對應的是焊芯為104-S和108-S所對應的試樣回火后的X射線衍射結果。雖然兩種藥芯焊絲成分有所不同的,但在圖中均只發現Fe-Cr合金固溶體相,沒有出現明顯的碳化物等硬質相峰值,這可能是因為其他元素含量較少,衍射峰強度很低所致。
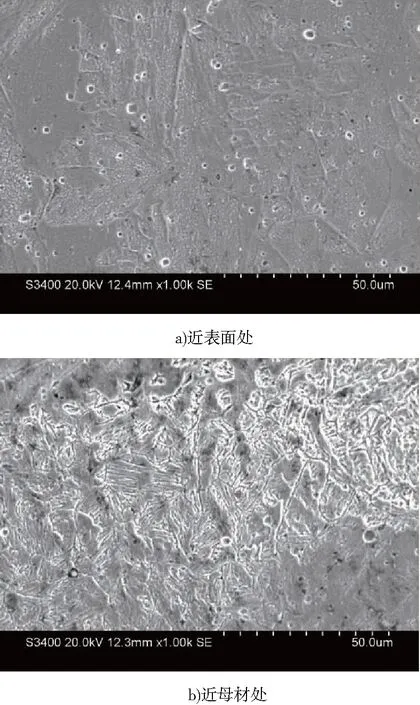
圖3 104-S堆焊層回火后的組織形貌
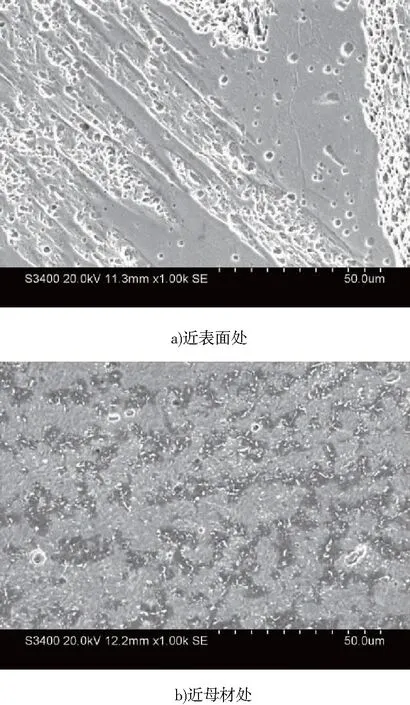
圖4 108-S堆焊層回火后的組織形貌
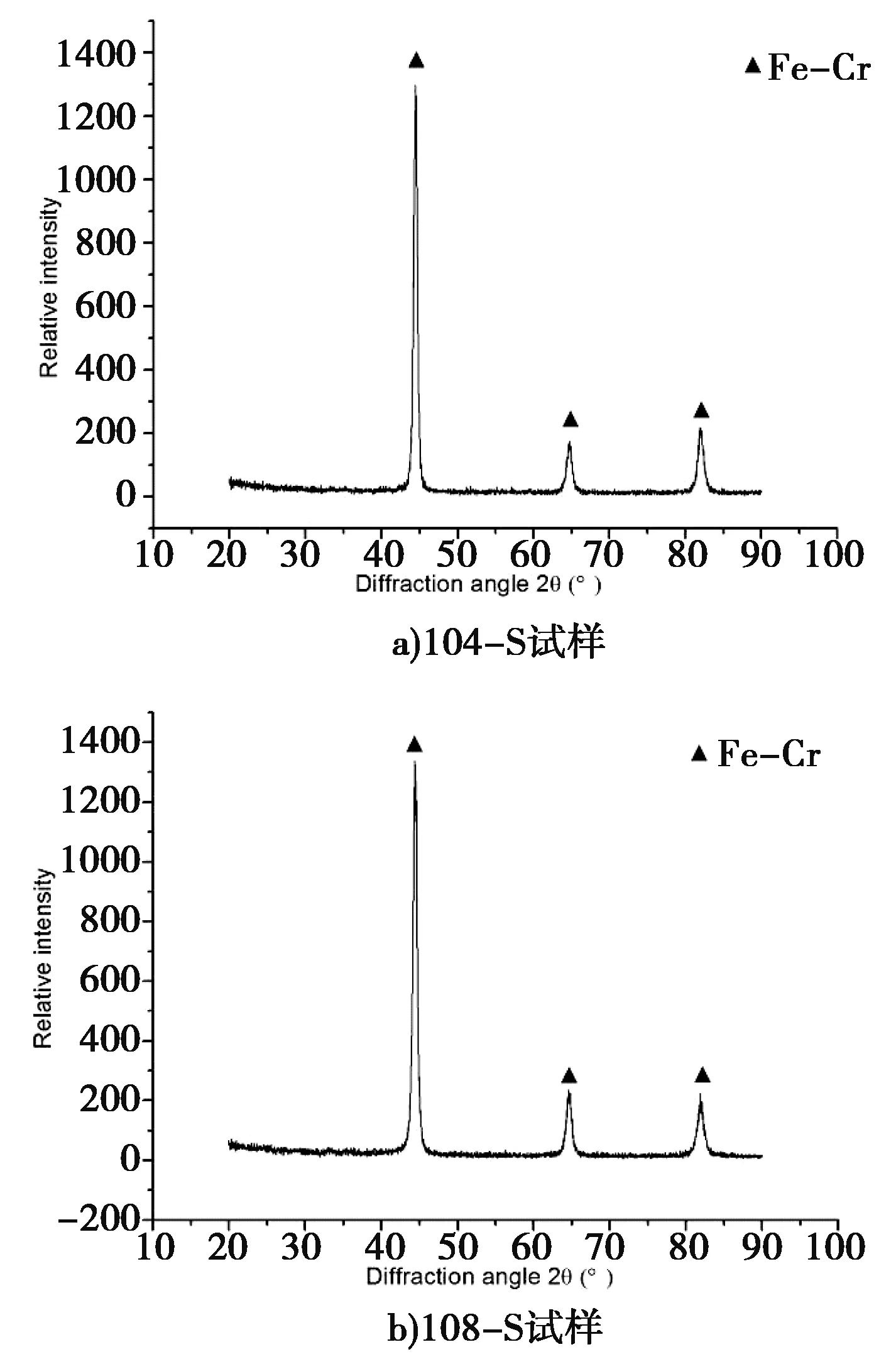
圖5 堆焊層試樣的XRD分析圖
2.3 硬度測試

圖6 回火后堆焊層硬度
圖6為兩種回火試樣的顯微硬度曲線。回火后兩種試樣的母材部分的硬度均在140HV左右,104-S回火試樣堆焊層的硬度在320HV左右,而108-S回火試樣的硬度略高,達到340HV左右。這是因為108-S藥芯焊絲中加入的Cr能與C形成硬質強化相。同時N含量的增加,也能替代部分C元素提高強化效果。
2.4 耐磨性測試
圖7和圖8分別為兩種回火試樣的摩擦系數曲線與磨損失重圖。從圖中可以看出兩種回火試樣的摩擦系數相差不大,回火后的104-S和108-S試樣的摩擦系數分別為0.64和0.65。但從磨損失重來看,108-S回火試件更耐磨一些,這與108-S回火試樣的較高硬度相對應。相對于母材失重8.8mg,堆焊層的失重僅分別為3.7mg和3.2mg,涂層耐磨性能優良,耐磨性提高近3倍。
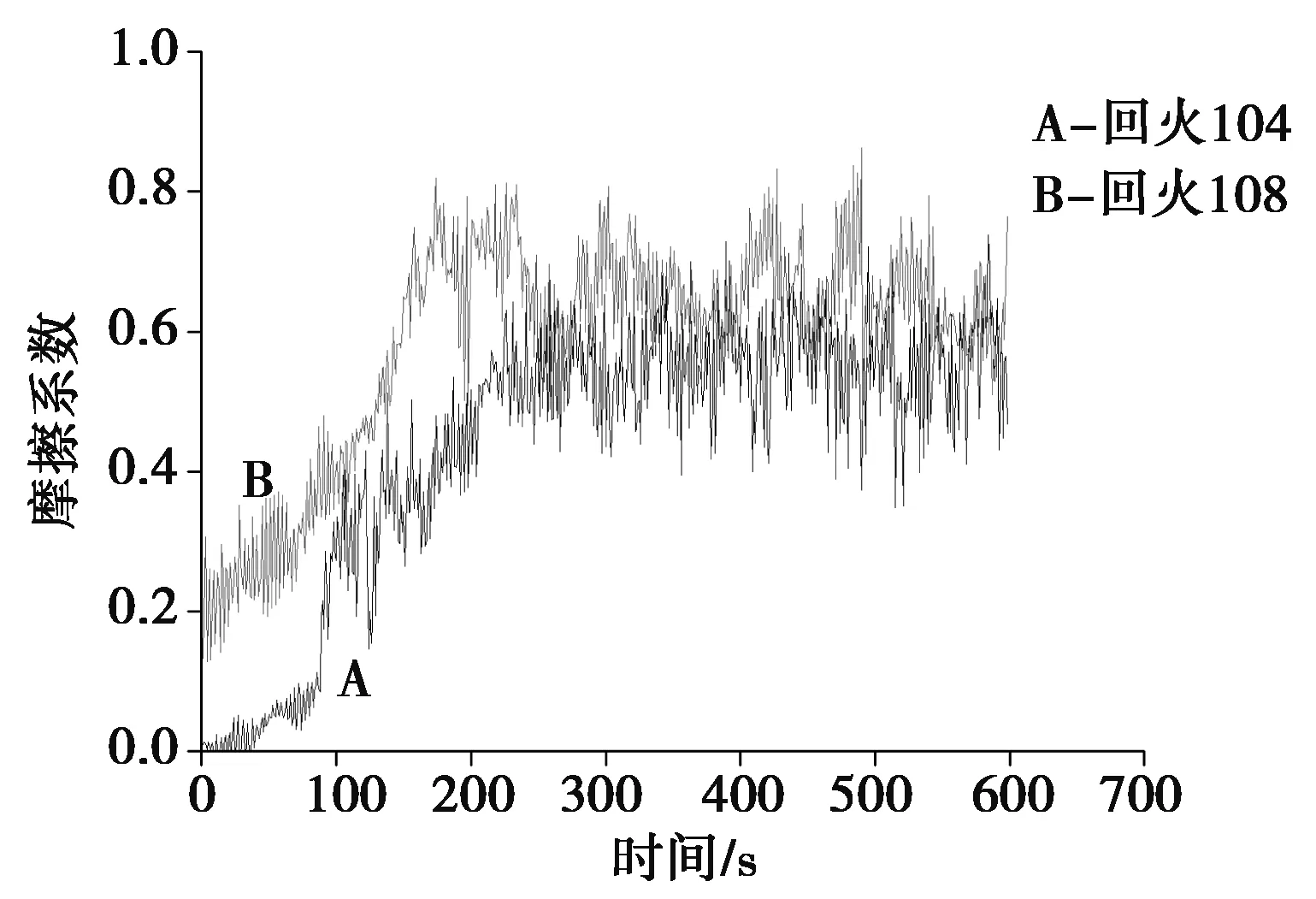
圖7 回火后堆焊層的摩擦系數
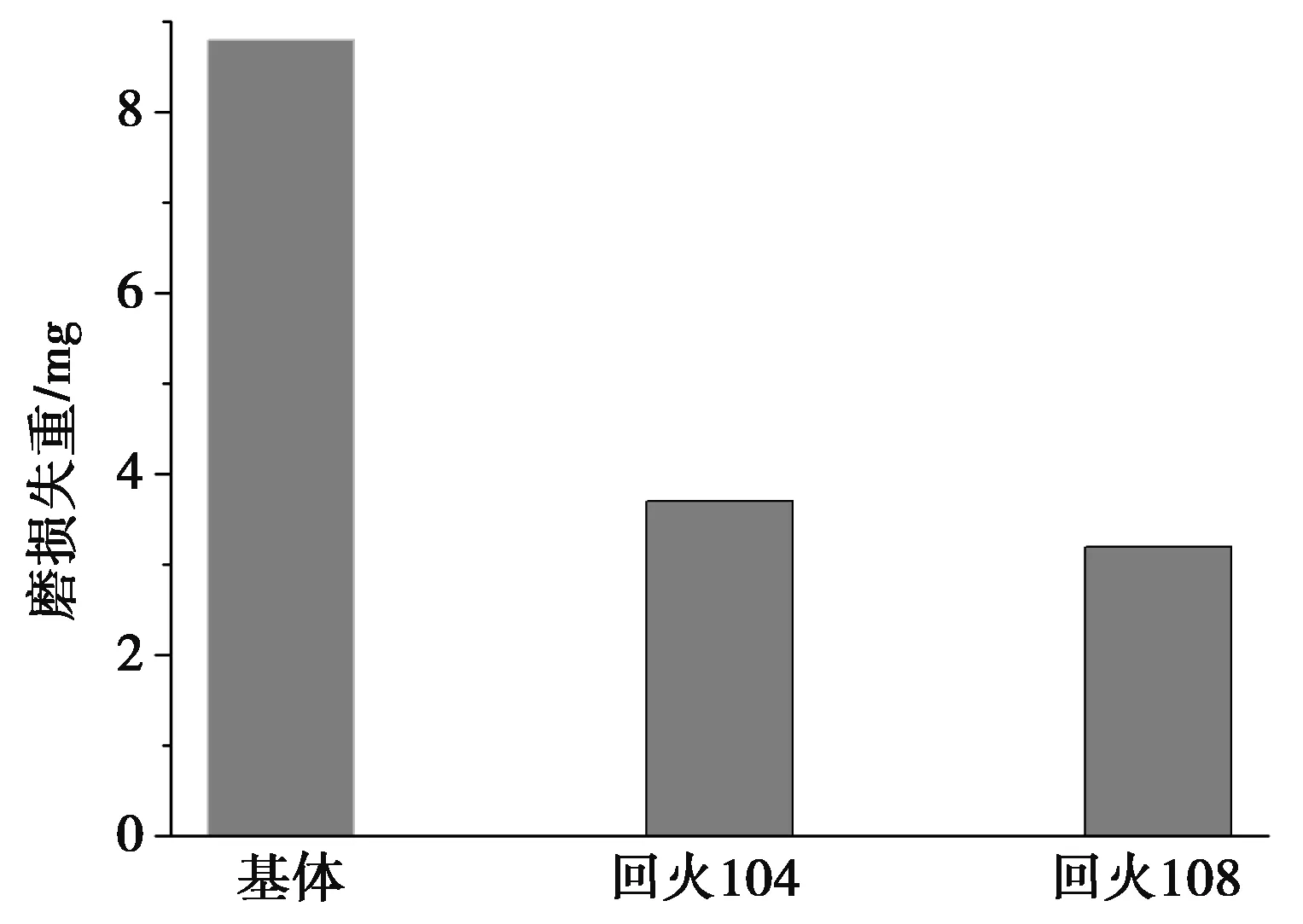
圖8 回火后堆焊層的磨損失重
3 結論
(1)堆焊涂層具有典型的層狀結構,經回火后104-S試樣近表面隱晶馬氏體消失,近母材處的馬氏體發生退化,殘余奧氏體含量下降。而108-S試樣近表面的上貝氏體和馬氏體發生退化成細網狀組織,近母材處的馬氏體退化成回火索氏體。
(2)堆焊涂層相對于母材具有較高的硬度,最大值可以達到350HV,其硬度為母材的2.2倍。
(3)堆焊涂層具有優異的耐磨性,失重較少,可以使母材的耐磨提高3倍以上。
