鋼桁梁橋主桁桿件厚板焊接殘余應力空間分布試驗研究
2019-04-22 10:56:32李亞東鄒永豐
鐵道學報 2019年3期
強 斌, 李亞東, 顧 穎, 鄒永豐
(1. 西南交通大學 土木工程學院, 四川 成都 610031; 2. 西南科技大學 土木工程與建筑學院, 四川 綿陽 621010;3. 中鐵二院工程集團有限責任公司, 四川 成都 610031)
焊接鋼橋由于其具有跨越能力大、設計造型靈巧、施工質量可靠、架設速度快等特點,近年來被大量興建。鋼橋構件在焊接時,焊縫及其周邊金屬會經歷不均勻的局部快速加熱和冷卻,同時伴隨著金屬相變,以致在焊后的焊接接頭中不可避免產生數值較大的殘余應力。焊接殘余應力的存在不僅會降低焊接結構的強度、尺寸穩定性,同時也會誘導疲勞裂紋的萌生和擴展,降低構件疲勞壽命[1-2]。因此,對于鋼橋焊接殘余應力分布狀態的研究,越來越受到人們的重視。
近年來國內外學者相繼開展了針對鋼橋焊接構件的殘余應力測試試驗。大橋治一等[3]在多多羅大橋鋼主梁設計前,采用切條法對面板厚度分別為8 mm和12 mm,U肋厚度8 mm的U肋加勁板,進行了殘余應力測試。吳沖等[4]為蘇通大橋鋼梁設計了面板厚度8 mm,U肋厚度4 mm的U肋加勁板,并對其進行了焊接殘余應力的切條法測試試驗。Klassen 等[5]從鋼橋中截取了30 mm厚度的工字型鋼梁試樣,并采用X射線衍射法測試其表面的殘余應力分布。顧穎[6]制作1∶1正交異性鋼橋面板模型,采用盲孔法測試了不同焊縫上的焊接殘余應力,模型面板厚度14 mm,U肋厚度8 mm。
綜上所述,現有研究主要集中于鋼橋焊接構件表面殘余應力的測試,較少關注內部焊接殘余應力的分布情況。隨著我國陸地交通運輸的發展,對橋梁的承載能力和跨越能力有了更高要求。在大跨度鋼橋設計中,橋鋼厚板的使用也越來越廣泛[7-8]。例如: 2008年通車的蘇通長江大橋鋼錨箱板件厚度40~48 mm[9];2011年通車的南京大勝關長江大橋,在其板桁整體節點及相應連接系中采用了厚度28~68 mm的鋼板[10-11]; 2014年開始建設的滬通長江大橋,在其鋼桁梁主桁桿件中采用的高強鋼板厚度20~60 mm[12]。
在已有研究工作中,通常認為焊接殘余應力在薄板中沿板厚度方向均勻分布[13-15]。然而,厚板的焊接過程更為復雜,通常采用多層多道焊,承受更多的熱循環和約束,導致焊后殘余應力空間分布狀態更為復雜。因此,有必要準確了解橋鋼厚板焊接殘余應力的空間分布特征,以進一步為鋼橋的合理設計提供數據支撐。本文基于局部逐層去除盲孔法,對鋼桁梁橋厚度為30 mm的Q345qD鋼板對接焊焊接接頭進行了表面及內部殘余應力測試,并對其分布規律及測量不確定度進行分析評定。
1 測試方法
1.1 局部逐層去除盲孔法
有多種測試構件內部殘余應力的方法,包括深孔法、裂紋柔度法及中子衍射法等。這些方法不僅測量費用高、耗時多、操作復雜,而且不太適合用于測量殘余應力梯度較大的區域。局部逐層去除盲孔法測量精度高、操作方便簡捷,同時能夠最大限度地保持原始殘余應力場的完整性,適宜對焊接接頭進行內部殘余應力場的測量[16-17]。該法需在焊接構件的上下表面局部逐層對稱銑削掉一定厚度的材料,而后再采用盲孔法測量新形成表面上的殘余應力,成功結合了逐層剝削法和盲孔法的優點。上下表面局部對稱銑削是為了實現應力釋放的對稱性,避免銑削附加應力對測量結果的影響。
在盲孔法測試中,應變釋放系數A、B的確定是影響殘余應力計算精度的關鍵因素。參閱文獻[18],對Q345qD鋼板進行了盲孔法(鉆孔直徑為1.5 mm)應變釋放系數的分級標定,具體標定結果見表1,表中σs為鋼板的屈服應力,對于Q345qD鋼σs=345 MPa。
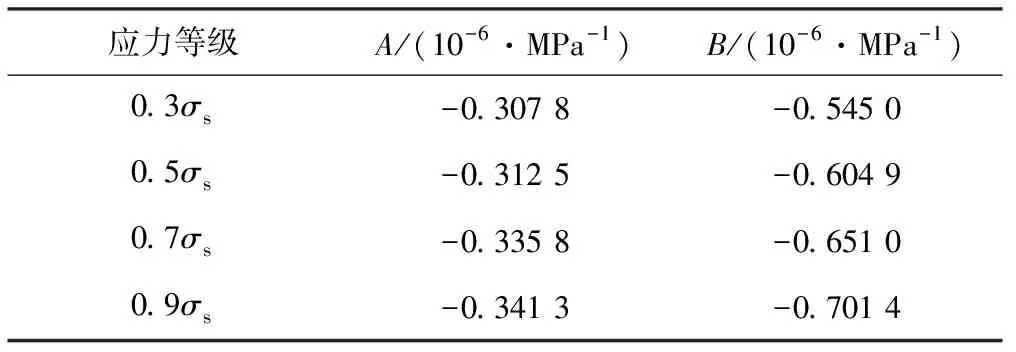
表1 分級試驗標定下的A、B值
1.2 試樣制備
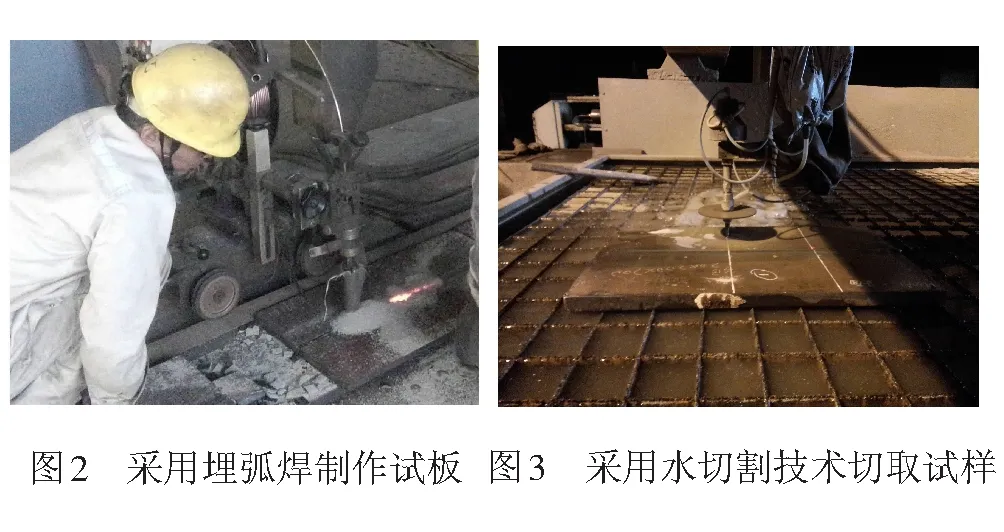
圖1為某鋼桁梁橋主桁弦桿,為保證節點板的完整性,桿件節點附近會出現板片相對焊接的情況。節點板受力狀態復雜,焊縫分布集中,是設計中應重點關注的區域。試板材料選用實橋桿件30 mm厚Q345qD鋼板,并采用與實橋相同的焊接加工工藝和質量控制標準(具體焊接參數見表2),由兩塊長×寬×厚為700 mm × 200 mm × 30 mm鋼板對接焊制而成。焊縫為全熔透對接焊縫,采用埋弧自動焊(見圖2),埋弧焊絲采用H10Mn2(φ5),配合SJ101q焊劑。試板開雙面形坡口,共計施加7道焊,先進行下半部分焊接,而后翻面再進行上半部分焊接,控制相鄰焊道的層間溫差為150~180 ℃。
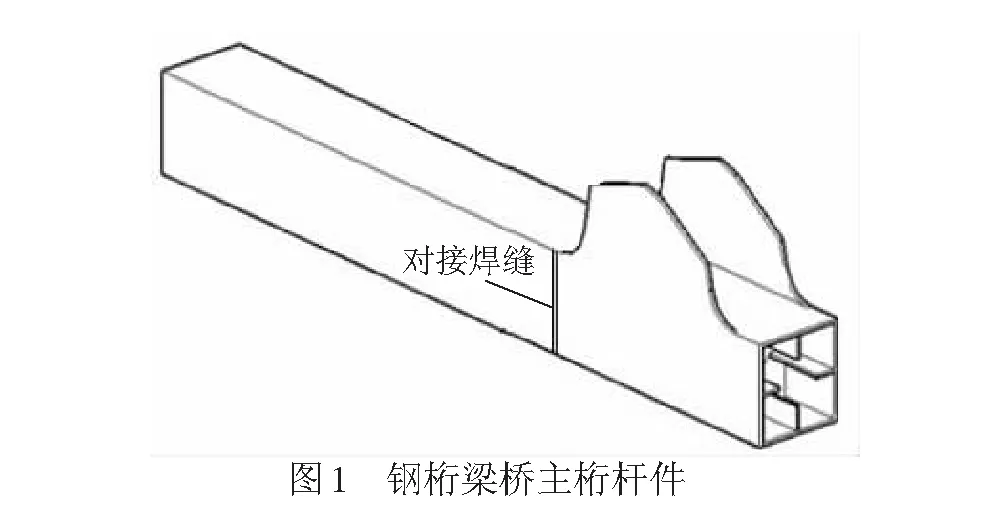
表2 焊接參數
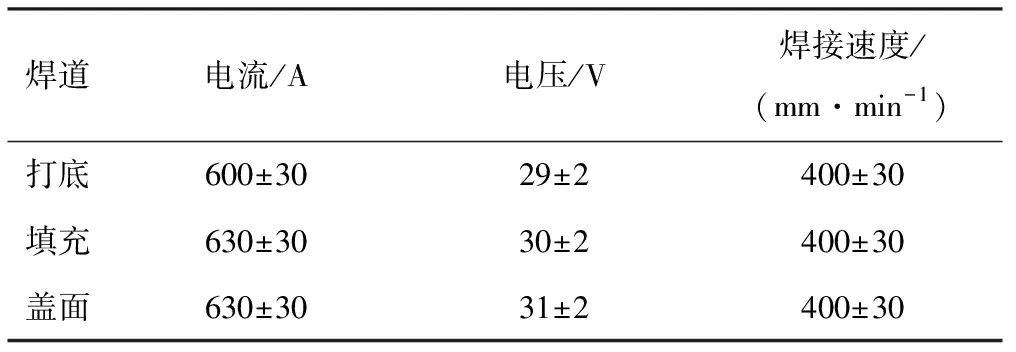
焊道電流/A電壓/V焊接速度/(mm·min-1)打底600±3029±2400±30填充630±3030±2400±30蓋面630±3031±2400±30
Prime等[19]研究指出,當試樣取樣長度為2~3倍的試板厚度時,可以保證待測試樣長度方向中部應力場與原始殘余應力一致。因此,為減小試樣體積,方便測試,通過高壓水切割機在試板中部截取尺寸為200 mm× 400 mm× 30 mm的板件作為待測試樣,見圖3。
2 殘余應力測試
盲孔法所測應力為雙軸應力狀態,由橫向殘余應力和縱向殘余應力組成,橫向(TD)為垂直焊縫方向,縱向(LD)為平行焊縫方向。對于200 mm× 400 mm× 30 mm的待測試樣,在對其表面進行打磨清洗后,粘貼TJ120-1.5- φ 1.5應變花,采用盲孔法對其上下表面進行殘余應力測試,見圖4(a)。考慮到應力場沿焊縫中心線呈對稱分布,因此測點僅布置在焊縫中心線右側,測點編號的起始位置為焊縫中心線上擬銑削區域的幾何中心,將其定義為坐標原點O。沿橫向(TD)布置6個測點,各測點間隔10 mm。
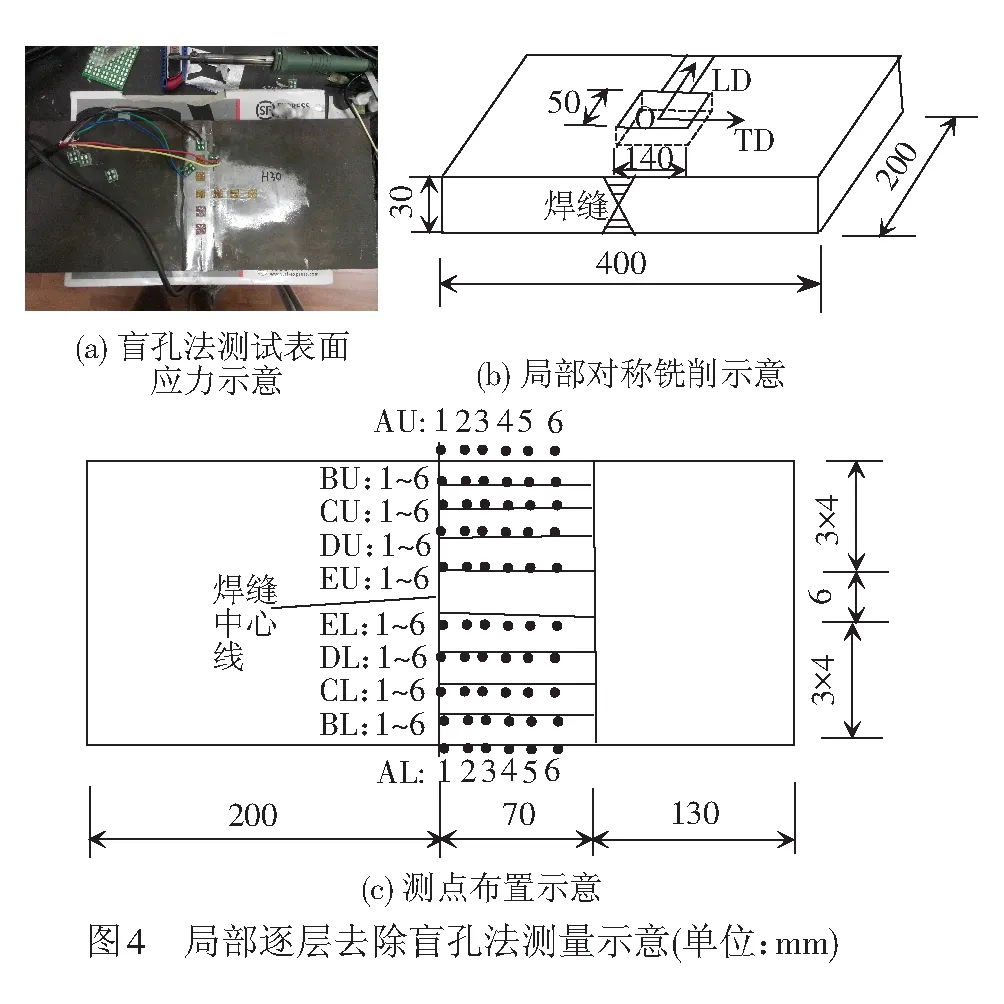
待試樣表面殘余應力測試結束后,將其置于機加工平臺上定位并固定,對其上下表面測試區域由表及里局部對稱逐層銑削材料。為減小對原始殘余應力場的擾動,要求局部銑削面積盡可能小,同時考慮實際測試操作空間需求和表面殘余拉應力分布范圍,最終確定銑削區域的平面尺寸為140 mm× 50 mm,見圖4(b)。 分別對試樣上、下表面進行4次局部分層銑削,控制各層厚度為3 mm;為降低銑削應力的影響,每次去除的材料厚度為0.5 mm,每層分6次銑削完成。每層銑削結束后,對新形成的表面打磨清洗,再采用盲孔法進行殘余應力測量。如圖4(c)所示,測試層在厚度方向上共分為10層(AU~EU,AL~EL),整個試樣共計布置60個測點,內部各層測點1~6與表面對應測點位置距焊縫中心線的距離相同。
3 測試結果分析
焊接是不均勻局部快速加熱-冷卻的過程。在焊接時,焊縫及其周邊金屬溫度較高,金屬受熱膨脹受到常溫金屬的阻礙和制約,將產生不均勻壓縮變形;焊后冷卻時,焊縫及周邊金屬溫度降低,金屬冷卻收縮又受到來自常溫金屬的約束,最終在焊縫及其附近區域內形成殘余拉應力,而相對應的常溫金屬則承受殘余壓應力;此外,在焊接熱循環過程中金屬固態相變還引入了相變應力。因此,焊接殘余應力是熱應力(主要為冷卻應力)和相變應力疊加效應的整體體現,是構件內部存在的自平衡應力系統。
焊接結構表面受到的約束較少,最易發生疲勞裂紋的萌生和擴展。圖5為試樣逐層銑削前上下表面的殘余應力分布狀態,圖中D為距焊縫中心線的距離。上下表面(AU及AL)殘余應力沿TD呈典型的拉-壓分布。上表面橫向殘余應力值在距離焊縫45 mm范圍內為拉應力,最大拉應力約為300 MPa,殘余應力在焊縫區較為穩定,隨著遠離焊縫中心, 殘余拉應力逐漸降低并轉化為壓應力;上表面同一位置處的縱向殘余應力低于橫向殘余應力,縱向殘余拉應力峰值約為200 MPa,所對應的拉應力區也相對較窄,約為30 mm。
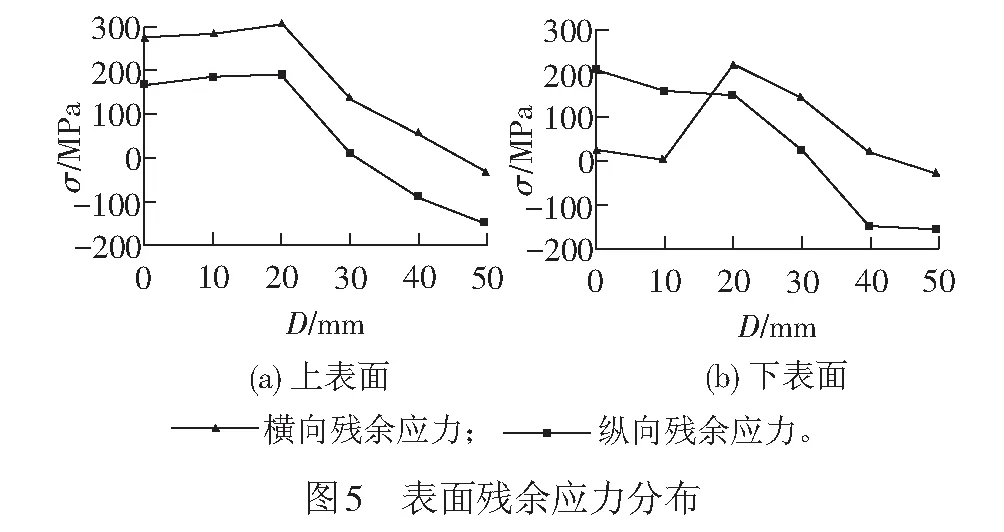
與上表面相比,下表面相應位置的橫向殘余應力值較低。在焊縫區下表面橫向殘余應力接近零值,這是由于在焊接過程中焊縫金屬固態相變會引起體積膨脹,其會抵消熱效應導致的體積收縮,導致橫向殘余應力在焊縫區較小[20]。下表面橫向殘余應力在距離焊縫中心20 mm處達到峰值200 MPa,而后減小直至在45 mm處轉變為壓應力。下表面的縱向殘余應力與上表面具有相似的變化趨勢,應力水平也較為接近。
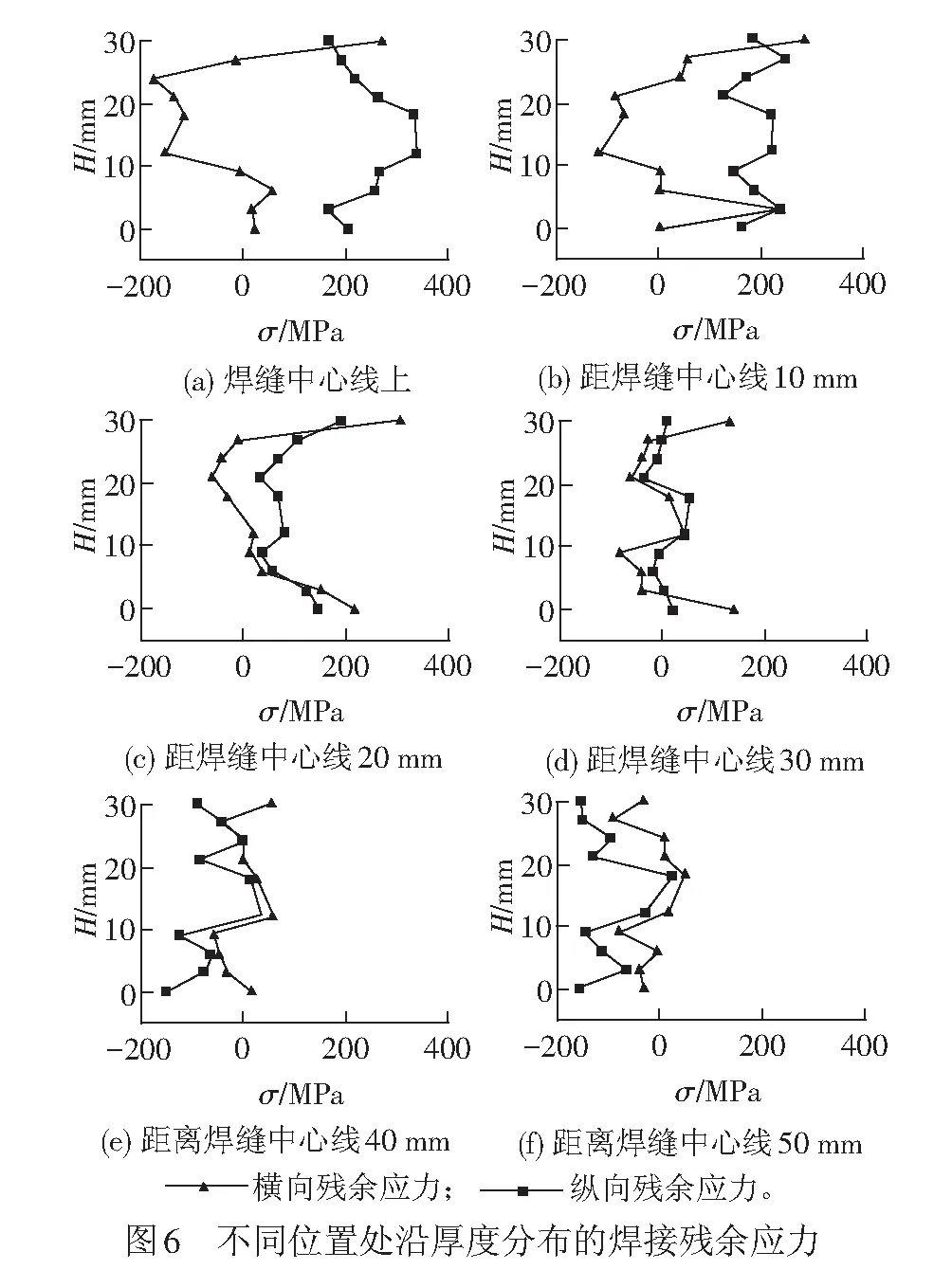
通常情況下,厚板焊接過程中受到的自身約束較多,從而形成的殘余應力場也較為復雜。圖6給出了距焊縫中心線不同距離處沿厚度分布的殘余應力值,圖中,H為距離試樣下表面的距離。由圖6可知,橫向、縱向殘余應力的空間分布形式有很大的差異,橫向殘余應力最大值一般出現在試樣表面,并且后焊面大于先焊面;在距離焊縫中心線20 mm的范圍內,橫向殘余應力在厚度方向上呈現明顯的拉-壓-拉的分布趨勢,接近于“C”形分布,這一現象明顯區別于薄板焊接中殘余應力沿厚度方向均勻分布的相關假設。在距離焊縫中心大于30 mm時,橫向殘余應力分布區域主要集中在零值附近,逐漸向壓應力轉變。縱向殘余應力最大值出現在焊縫內部中心線附近,具體數值為341 MPa,接近材料屈服強度,在距焊縫中心線20 mm范圍內皆為拉應力,應力分布范圍相對集中。當距焊縫中心距離大于20 mm時,縱向殘余應力開始減小,有部分測點出現壓應力。當距焊縫中心線50 mm時,橫、縱向殘余應力基本進入了壓應力區。
為更直觀地分析內部殘余應力的分布規律,借助3D繪圖軟件Surfer,基于60個點的實測值,繪制了殘余應力的整體分布云圖,見圖7。為了明確焊縫的具體范圍,圖中用虛線給出了焊縫熔合線位置。靠近上表面的橫向殘余應力在厚度方向具有較大的應力梯度,同時其高應力區也主要集中在焊縫周圍的上表層。原因是隨著焊接過程的進行,后焊焊道受到來自先焊焊道的對應約束也逐漸增強,促使在上表面形成了較大的應力梯度;另外后焊過程會對先焊的焊道進行再次加熱,使其應力場發生松弛,從而導致先焊部分應力值減小。橫向應力在試樣內部出現了大面積的壓應力,最大壓應力值約為-180 MPa。橫向殘余應力的分布在一定程度上也體現了其自平衡的特性:在厚度方向,沿TD拉、壓應力交替出現。
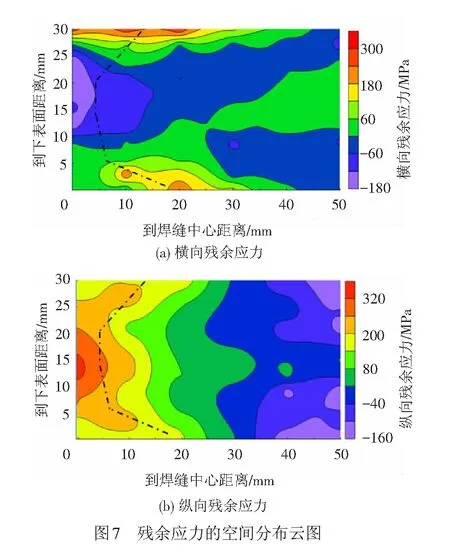
縱向殘余應力關于厚板中性層近似對稱,厚板內部縱向殘余應力沿垂直于焊縫方向成拉-壓分布趨勢,相應的應力梯度也由高到低變化。靠近焊縫區域,內部縱向殘余應力大于近表面區域殘余應力;隨著距焊縫中心距離的增加,逐漸轉變為近表面區域應力大于內部區域應力;最終縱向殘余應力轉變為壓應力。縱向殘余應力的高應力區主要集中于焊縫區域,其整個應力場具有明顯的層次感,這是焊接過程中溫度場和應力場沿垂直于焊縫方向傳播的一種直觀表現。
4 測量不確定度評定
為使殘余應力測試結果更具科學性以及測試過程更為完善,在厚板殘余應力測試結束后,對測量結果進行不確定度評定。不確定度是指由于測量誤差的存在,而造成對被測量值不能肯定的程度。測量不確定度表征測量結果的可信賴度,是被測量的真值所處范圍的評定結果[21]。
在殘余應力測試過程中,測試人員的操作技能以及被測試樣的均勻性是不確定度評定的主要影響因素,忽略測試程序、測試儀器以及測試環境等次要因素的影響。文中針對同一均勻應力場進行了連續8次的重復測量(測試結果見表3),測試人員保持不變,每次測量結果彼此獨立。
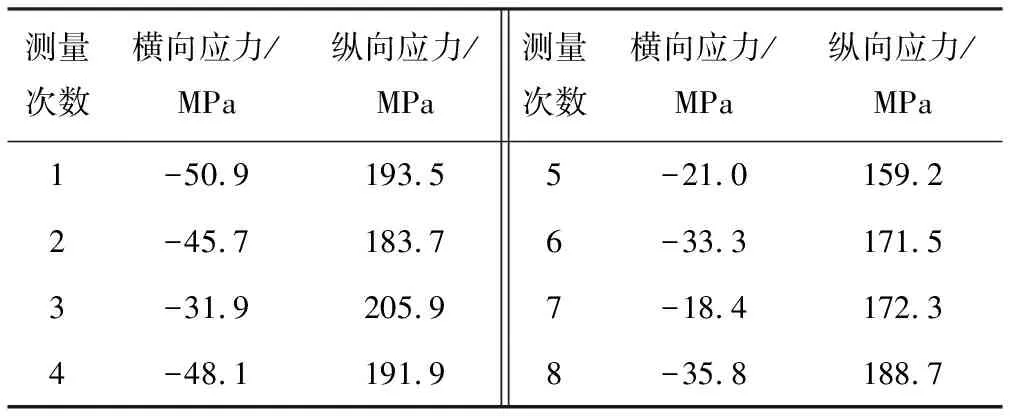
表3 均勻應力場下的重復測量結果
采用A類評定對表3中所列的多次測量結果進行統計分析,當測量不確定度的置信水平取為95%時,相對應的包含因子K=2。將表3中所測結果代入下式得到橫向和縱向殘余應力的擴展不確定度[22]
( 1 )
U=K×UC
( 2 )

將均勻應力場下的測量不確定度近似作為此次局部逐層去除盲孔法的測量不確定度,最終橋鋼厚板橫向和縱向焊接殘余應力的測量結果分別為
σTD=(σTD實測±24.2) MPaK=2
σLD=(σLD實測±39.8) MPaK=2
GB 50017—2017《鋼結構設計規范》[23]中對于軸心受壓構件彎曲屈曲穩定系數的確定考慮了焊接殘余應力的影響;英國規范BS 7910—2013《金屬結構裂紋驗收評定方法指南》[24]中也考慮了殘余應力對焊接鋼結構疲勞斷裂破壞的影響。本文通過采用局部逐層去除盲孔法,測試獲得30 mm 厚Q345qD鋼板焊接接頭殘余應力的空間分布規律,可進一步為焊接鋼橋受壓桿件屈曲分析以及結構疲勞壽命評估等提供基礎數據支撐。此外,面對30 mm 厚橋鋼板的焊接殘余應力分布規律,可以針對性地采用適宜的接頭形式、焊接工藝以及焊后處理方式來對焊接殘余應力的分布幅值和范圍進行調控。
5 結論
(1) 基于局部逐層去除盲孔法對鋼桁梁橋主桁弦桿30 mm鋼厚板焊接殘余應力的空間分布進行了測試試驗,通過對測試結果分析得出:厚板表面焊接殘余應力為典型的拉-壓分布趨勢;最大值位于焊縫附近區域,接近材料的屈服強度。
(2) 內部橫向殘余應力在靠近上表面處具有較大的應力梯度,在焊縫附近為外拉內壓的“C”形分布;內部縱向殘余應力在焊縫附近表現為拉應力;隨著遠離焊縫中心線, 縱橫向殘余應力逐漸降低,并最終轉化為壓縮應力。
(3) 測量不確定度的引入很大程度上完善了整個測試過程,使得測量結果更具科學性。最終計算獲得測量結果中橫向和縱向殘余應力所對應的擴展不確定度,分別為24.2 MPa和39.8 MPa。
(4) 通過對30 mm厚板焊接殘余應力進行測試試驗,給出了其具體分布規律。基于此可以指導鋼桁梁主桁桿件制造過程中采取合理的工藝措施,同時對準確評估鋼橋的疲勞壽命及受壓構件整體穩定性也具有參考價值。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21