復稱數據采集系統在聚脂包裝中的應用
2019-04-23 11:23:16霍再雄
石油化工自動化 2019年1期
霍再雄
(中石化儀征化纖有限責任公司,江蘇 揚州211400)
聚酯行業噸袋包裝系統[1]至今還未實現全自動化作業,包裝好的產品需要按照一定比例人工復稱抽檢以檢驗其包裝質量是否合格。復稱數據由操作人員現場手工記錄,一段時間后再手工錄入電腦保存,存在操作繁瑣、準確性差、中心控制室無法實時監控包裝質量等問題。
中石化儀征化纖有限責任公司復稱設備通過配置4~20 mA[2]輸出卡或RS-485輸出卡可以將稱重信號實現遠傳,但4~20 mA信號在遠距離傳輸時精度較差[3],故最終采用配置RS-485輸出卡的辦法。數據實現遠傳后,只需在遠端識別處理,數據便可采集到復稱數據。
1 復稱數據采集系統架構
復稱數據采集系統將復稱數據經COM2組件由RS-232協議格式轉換為RS-485協議格式傳輸到中心控制室,經數據轉換模塊ADAM4520轉換為RS-232協議格式進入數據采集機,再經過應用程序識別、處理后送至數據庫服務器,復稱數據采集系統架構如圖1所示。

圖1 復稱數據采集系統架構示意
數據庫服務器同時提供Web服務[4],局域網[5]中的用戶通過Web瀏覽器訪問服務器,實現對復稱數據的查看、統計、分析和管理。該公司共8條包裝線,其中6條包裝線每條配置1臺復秤,即圖1中1~6號復秤,其余2條包裝線共用1臺復秤,即圖1中7號復秤。公司內部6臺復秤共用1臺數據采集機,7號復秤位于分部,距離較遠,單獨設置數據采集機,利用公司局域網實現數據采集機與數據庫服務器的連接。
2 復稱數據采集系統硬件構成
2.1 復 秤
復稱數據采集系統全部復秤設備基本配置中均帶RS-232接口,由于RS-232接口傳輸距離不能超過15 m[6],而現場離數據采集機較遠,通過COM2組件可以將RS-232接口轉為RS-485接口,從而實現了信號的遠距離傳輸。
為了能正常采集數據,需要將稱重控制器做如下設置:
1) 菜單F4.2.2“COM2 Assignment”設為“1”,即COM2端口輸出方式設置為連續輸出。
2) 菜單F4.3.2.1“COM2 Baud Rate”設為“5”,即COM2端口通信傳輸速率設置為9 600 bit/s。
3) 菜單F4.3.2.4“COM2 Interface”設為“1”,即COM2端口通信類型設置為RS-485接口。
2.2 通信轉換模塊
數據采集機不能直接接收RS-485協議格式的數據,因此必須在主機端通過ADAM4520將RS-485數據轉為RS-232數據,該模塊不需任何軟件驅動,硬件配置正確即可實現轉換功能,使用10~30 V直流電源供電。信號端具有直流3 kV隔離保護,能有效防止模塊在受到高壓沖擊時損壞。該模塊數據傳輸速率出廠默認值為9 600 bit/s,與稱重控制器一致。
每路數據傳輸應配置1個通信轉換模塊,該項目本部配置了6個通信轉換模塊,數據采集機需處理6路RS-232信號,為此配置了2塊RS-232 PCI通信卡,每塊通信卡提供4個可選電涌保護RS-232/422/485端口,帶有直流2 500 V的光隔離保護[7]功能,能保護PC和設備,防止環境中的干擾信號沖擊損害。
2.3 數據采集機和數據庫服務器
為節省成本,2臺數據采集機分別設在兩間中心控制室,利用原有的辦公電腦,安裝了RS-232PCI通信卡,通信轉換模塊就近安裝于數據采集機的操作臺內。
專用數據庫服務器設在下屬某分公司,用于接收數據,并提供Web服務,數據庫軟件采用SQL Server 2008[8]。
2.4 網 絡
稱重控制器和數據采集機之間用RS-485專用電纜連接,數據采集機與數據庫服務器之間的數據傳輸依托該公司現有的以太網,不需架設專用網絡。
3 復稱數據采集應用軟件
3.1 算 法
以現場復稱1袋切片為例: 開始時,秤上質量為0,程序讀取稱重控制器發送過來的質量值并將其顯示在軟件界面上。采集到的數據為有效數據且秤處于穩態,程序將質量值賦值給臨時存儲變量。因秤上質量為0,即質量值臨時存儲變量為0,因此將寫入數據庫使能位置1,為下一次采集做準備,如此循環直到秤上質量不為0。當袋裝切片放在秤上,質量穩定時,質量值臨時存儲變量不為0,程序開始判斷質量是否有效進而決定是否寫入數據庫: 先判斷上一次采集到的質量值是否為0,因復稱過程開始時質量值總為0,所以將當前質量值賦值給上一次采集到的質量值存儲變量。當程序再次采集到一個數據后上一次質量值存儲變量不再為0,將新采集到的數據賦值給當前質量值存儲變量。如此數據在有效范圍內(如1 000~1 150 kg),并與前一次的數據相比差值在允許范圍內,如不大于0.2 kg,則計1次比對成功。如此循環,如果后續采集到的50個數據均比對成功,則將第49個數據作為復稱質量值寫入數據庫,將寫入數據庫使能位置0,計數器和前一次質量值臨時存儲變量置0,完成一次復稱記錄,復稱程序流程如圖2所示。
復稱過程中如果相鄰兩次采集到的質量值差值超出允許范圍而比對成功次數沒有達到50,則該輪判斷結束,程序從該數據開始再往后取數據進行比對,以此類推。如果袋裝切片長時間放在秤上,因數據寫入數據庫后使能位置0,所以不會繼續往數據庫寫入數據。因程序中有質量有效區間判斷,所以明顯非正常的質量,如人站在秤上,該系統不會記錄。

圖2 復稱程序流程示意
該系統算法設計之初考慮整個復稱過程從電子秤顯示的質量來看,是一個由零增大到最大值,再減到零的過程。該設想取最大值作為最終復稱數據,干擾太多,要排除干擾,需要進行大量試驗,算法調試工作量極大,而且容易出現假數據。如前文所述,將算法進行了簡化,實際應用證明,改進后的算法效果良好,出現無效數據的概率很小。
在包裝現場,袋裝切片是通過行吊吊至電子秤上的,因操作人員熟練程度等原因有時并不能一次性將其比較平穩地放在秤臺的中央,這時就需要將袋子吊起重放,而數據采集系統會按2次復稱過程進行計數,但實際上是同一次。因該過程一般時間較短,而正常2次復稱過程時間間隔較長,因此系統采用了設置延時的辦法來判斷。系統40 s內如采集到2次或多次復稱數據,則最近一次的數據進入數據庫。
3.2 數據庫
數據庫用于存放復稱數據,以便用于Web發布,另外網頁因涉及用戶權限的管理,因此對用戶也建立了一張表。復稱數據庫見表1所列。
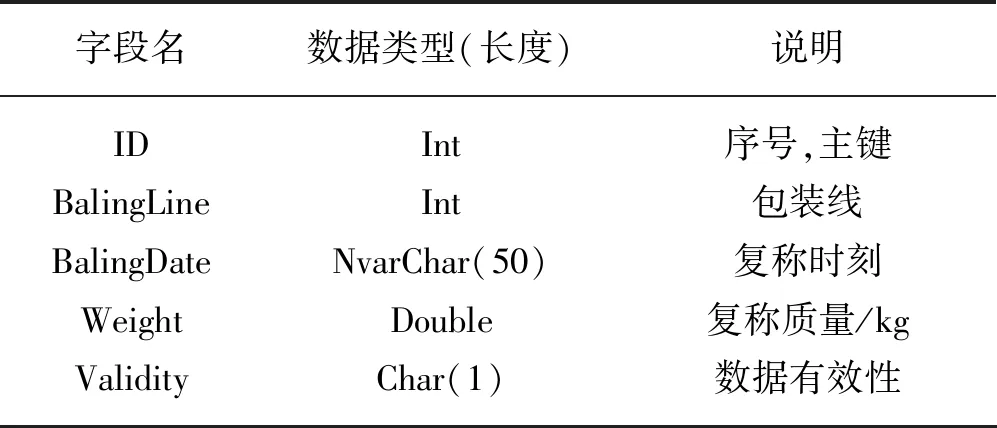
表1 復稱數據庫
3.3 系統設置
而數據采集機利用現有的辦公電腦,使用頻繁,有時還需要重啟。為保證復稱數據采集系統的準確統計,必須實現程序在后臺不間斷的運行而且不能耗費太多系統資源。上述算法基于C#,程序編譯后生成的應用程序可脫離C#開發環境獨立運行,耗用資源很少,因而只要保證該程序不間斷運行就可以保證數據的自動采集,通過修改注冊表可以實現數據采集應用程序隨系統開機啟動,另通過在系統盤用戶文件夾下建立配置文件ScaleConfigue.xml,可以配置各個端口對應的包裝線。
系統投運初期,安裝于上位機上的數據自動采集應用程序頻繁自動退出。為了解決該問題,另外設計了一個檢測進程,每60 s檢測一次數據采集進程reweight.exe,檢測到系統中無該進程則強制啟動該進程,問題得到了一定的改善,但并沒有從根本上解決。考慮到數據庫只設有1張表,各生產線的稱重控制器同時向表中發送數據時會導致數據量大造成程序自動退出,改造時增加了表的數量,即每臺秤對應1張表后問題得以解決。
在網頁設計[9]方面,系統具備數據查詢、導出功能,并能繪制折線圖進行比較。設計了復稱質量超限(如超出1 052.4~1 054.4 kg)或間隔時間過短時,短于1 min,標記紅色,以提醒查看者可能出現了不正常的復稱情況。
4 結束語
該系統投運以來運行平穩,數據有效性達到99%以上,網頁設計簡潔高效,復稱數據采集系統現已在該項目所在公司內部推廣使用。該系統實施后一定程度上降低了現場操作人員的工作強度,復稱數據記錄更加準確,也方便了管理人員對復稱數據的查看、統計、分析和管理,實現了中心控制室對包裝質量的實時監控。由于現場使用行吊人工復稱速度較慢,限制了抽檢率的提高,后期考慮配置輥道稱代替電子平臺秤,預計使抽檢率能達到100%,可有效提高包裝質量。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
汽車觀察(2016年3期)2016-02-28 13:16:26
