順序控制的PLC編程
2019-04-24 01:20:14陳楠,王偉
時代農機 2019年2期
陳 楠,王 偉
(沈陽工學院,遼寧 沈陽 113122)
1 可編程控制器軟件編程
可編程控制器(簡稱PLC)是在工業環境中使用的數字操作的電子系統,PLC具有使用方便、通用性強、可靠性高、適應面廣、抗干擾能力強、編程簡單等特點。在工業自動化控制尤其是順序控制中的應用極其廣泛。在實際設計和生產過程中,為了提高數控機床加工的精度,對其進行順序控制就顯得尤為重要,需要通過理解PLC基本結構和地址編號,來學習編制梯形圖、語句表和指令的應用。PLC可以方便地實現對電動機啟動、保持和停止的控制。在很多工業生產中,根據生產工藝的要求,經常需要使兩臺或更多臺電動機按照一定的時間順序啟動。
2 電動機順序控制編程
現有三臺電動機,電機會在按下啟動按鈕后按照設定的不同時間自動順序啟動。電機全部啟動后,當按下停止按鈕,電動機就會設定時間內自動反向順序停止。電機啟動過程中,如果按下了停止按鈕,則電機就會立刻停止啟動,如果電機已經啟動運行,則電機進行反向順序停車,直至電機完全停止運行。圖1所示是電機順序啟動/反向停止的功能示意圖;圖2所示為順序功能圖,是由功能示意圖轉換的;圖3所示是電動機順序啟動/反向停止的梯形圖,順序是由功能圖轉換而成的。

圖1
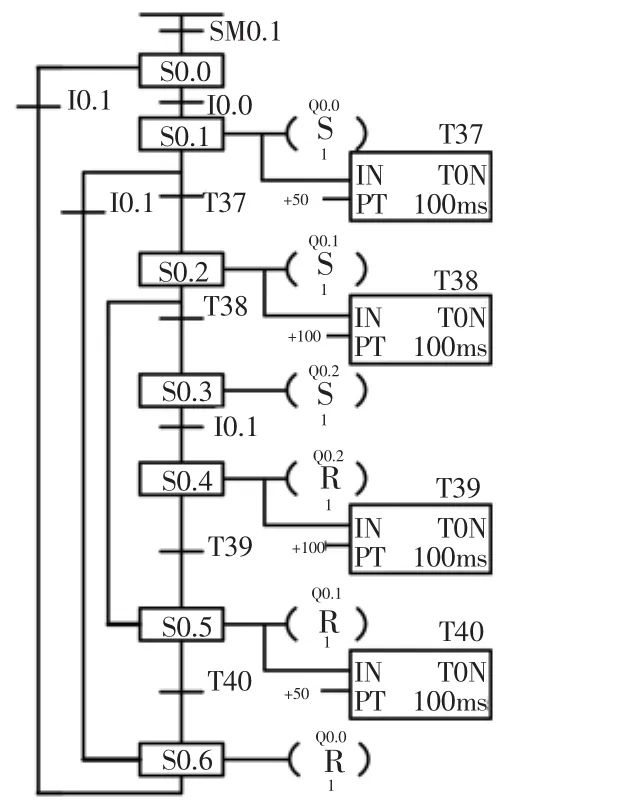
圖2
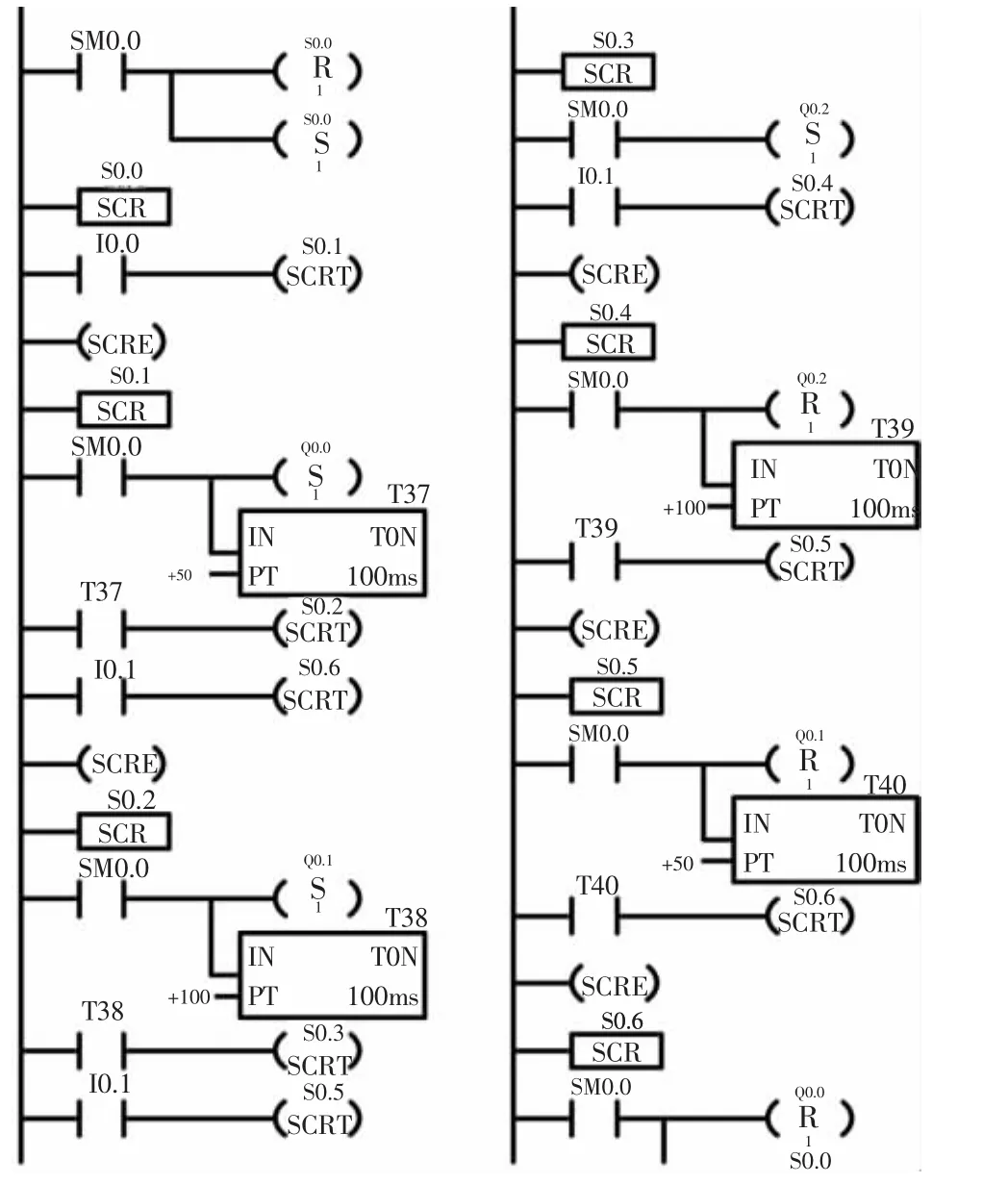
圖3
3 結語
在電機啟動的過程中,如果按下停止按鈕,則立即轉移到對應的狀態,原狀態也會復位。要合理簡便的設計分支條件和跳轉目標,對結束狀態之后的轉移也要進行設計。直接編寫梯形圖很困難,可以通過功能示意圖來編寫順序功能圖描述控制過程,再通過轉換方法完成從順序功能圖到梯形圖的轉換。通過順序控制設計法進行PLC編程,使程序結構清晰,易于閱讀和維護,可大大減輕編程工作量,縮短系統設計時間。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中華詩詞(2022年6期)2022-12-31 06:41:24
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
中國科技論壇(2017年7期)2017-07-25 08:49:53
中國共青團(2015年7期)2015-12-17 01:24:38
商業評論(2014年9期)2015-02-28 04:32:41
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
中國中醫藥現代遠程教育(2014年16期)2014-03-01 04:28:54
