直升機平尾載荷標定工裝夾具設計
2019-04-26 02:39:52侯玉潔楊月
中國設備工程 2019年6期
侯玉潔,楊月
(中國直升機設計研究所,江西 景德鎮 333000)
標定是飛行載荷測量前一個非常重要的環節,標定結果的準確與否直接關系到測試載荷的準確性。根據測試部件的標定要求,標定載荷量級進行標定工裝的設計,使結構簡單,能夠完成平尾載荷標定。并且盡量模擬試驗狀態,保證加載位置,能夠同時滿足平尾折疊接頭受載的標定,減少平尾標定時的拆卸次數。
1 平尾標定工裝設計
首先,對平尾的結構和標定技術要求做具體分析,最大限度地滿足技術要求;當標定工裝夾具處于夾緊狀態時,不可損壞平尾。并且不破壞平尾的定位位置和幾何形狀,夾緊后不使試驗件松動滑移,又不使平尾的拘束度過大,產生較大的應力,保證使用安全。為了限制夾緊力,對鎖緊螺栓行程進行限位、加添毛氈襯墊等措施進行設計。
其次,保證平尾標定工裝能安全可靠地承載平尾完成標定過程。拆卸平尾工裝夾具時應動作迅速、操作方便、操作位置應處在工人容易接近、最適宜操作的部位。并且,操作力不能過大,操作頻率不能過高,操作高度應設在工人最易用力的部位。有足夠的裝配、加載空間,不能影響操作和觀察,不妨礙砝碼的裝卸。平尾應與標定試驗臺保持適當的距離,夾緊可靠。
最后,平尾工裝夾具本身應具有較好的制造工藝性和較高的機械效率。盡量選用已通用化、標準化的材料、機構及標準零部件來制作工裝夾具。
2 標定工裝夾具具體實施
平尾標定工裝主要包括翼型夾、試驗件夾具、轉動標定臺、連接螺栓、配重架和鋼絲繩、砝碼。平尾固定在試驗件夾具的平尾連接叉耳上,平尾連接叉耳與平尾之間的連接方式與真機實際連接一致,試驗件夾具與轉動標定臺通過連接螺栓鎖定,翼型夾放置在平尾需要加載的位置上,通過連接螺栓進行夾緊。根據需要標定的載荷方向進行L 型工裝夾具連接的轉換即可,不需要由于標定方向的變化再進行一套試驗件夾具的設計。標定水平載荷與標定豎直載荷的結構示意圖見圖1、2。
(1)翼型夾。在翼型夾的設計上,翼型夾與平尾貼合的部分與加載點處平尾外形輪廓一致,并向外擴大2mm,粘貼毛氈以免加載砝碼時損傷平尾,整體采用東北松木材料,減輕翼型夾的自重對試驗件的影響。采用東北松木內側貼毛氈的方式,具有較好的保護功能。
(2)試驗件夾具。在試驗件夾具的設計中,試驗件夾具接頭與板采用分體式設計,減少安裝的復雜性,避免了一體式設計帶來的加工誤差與安裝困難,又可精確實現平尾的安裝。試驗件夾具的設計模擬平尾接頭與垂尾連接,采用螺栓連接的方式提高連接件的位置精度。對于從標定水平載荷到標定豎直載荷之間的轉換時,可只松開試驗件夾具與轉動標定臺的連接螺栓,翻轉后連接鎖定,避免了由于標定方向的要求再進行一套夾具的設計,減少加工工作量。與標定平臺的連接在上方采用通透的腰型孔,減小了安裝的難度,省時省力。試驗件夾具如圖3 所示。
3 標定結果
本裝置于2018 年8 月對平尾進行了標定。為測試平尾的折疊載荷,左右平尾分別在距折疊軸200mm 的剖面上均貼了8 個應變片組成2 個全橋測試通道。標定過程中,根據要求加載后,平尾彎矩Mz 沒有變化,左、右平尾彎矩Mz 不進行測試。左、右平尾彎矩Mx 標定曲線見圖4、5。
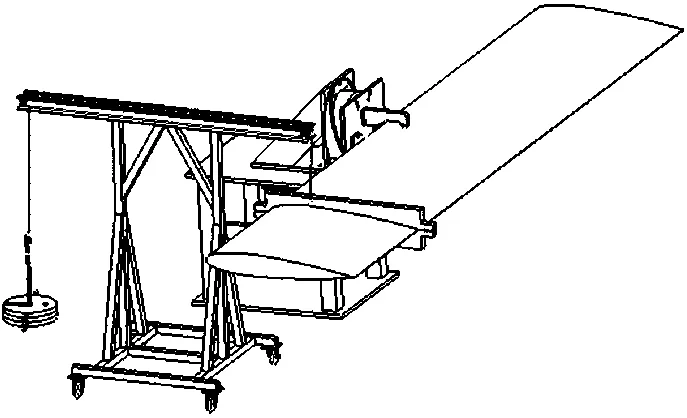
圖1 水平標定
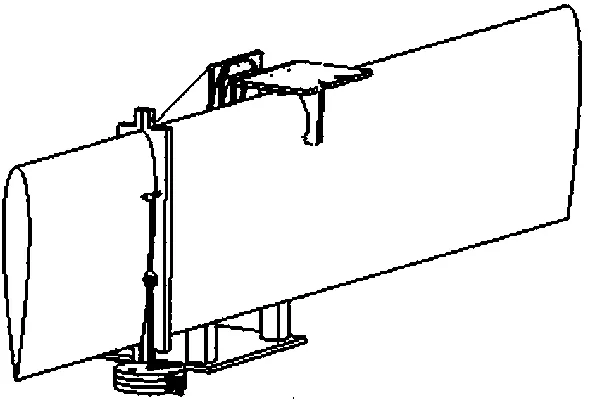
圖2 豎直標定
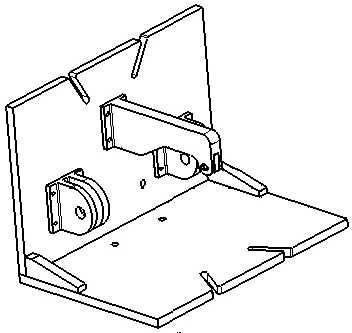
圖3 試驗件夾具
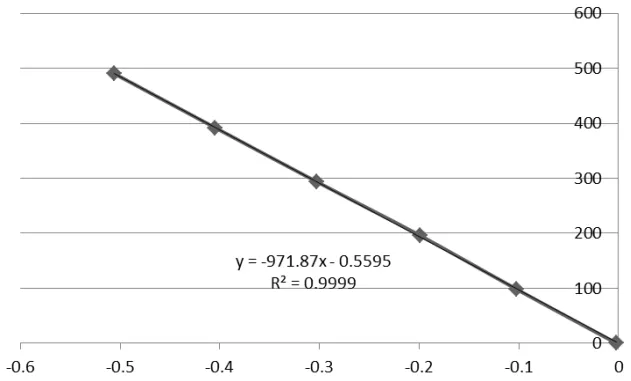
圖4 左平尾彎矩Mx 標定曲線
4 結語
平尾標定從原理上分析并不復雜,但標定試驗裝置的確定與工裝的設計生產及安裝工藝等因素息息相關。通過對平尾標定工裝的設計,形成一套標定工裝試驗裝置,以此來實現簡單直觀地進行平尾標定的目的。滿足平尾標定工裝的通用性要求,降低試驗成本。綜合考慮各方面的因素,安全、高效的滿足試驗需要。
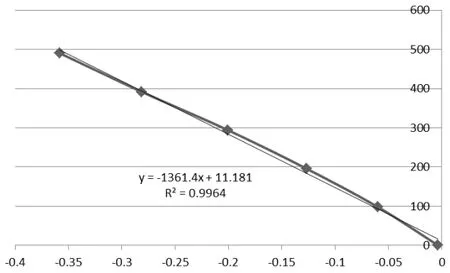
圖5 右平尾彎矩Mx 標定曲線
猜你喜歡
科學技術與工程(2023年33期)2023-12-15 05:29:18
直升機技術(2021年4期)2022-01-12 13:18:12
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
民用飛機設計與研究(2019年4期)2019-05-21 07:21:30
直升機技術(2018年3期)2018-10-09 10:44:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
大飛機(2018年1期)2018-05-14 15:59:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
