
模塊化理念在數(shù)控機床設(shè)計中的應(yīng)用
2021-11-23 08:03:04魯曉,盧勇
機電工程技術(shù) 2021年10期
魯 曉,盧 勇
(1.廣州市敏嘉制造技術(shù)有限公司,廣州 511453;2.廣東科貿(mào)職業(yè)學(xué)院,廣州 510430)
0 引言
模塊化理念就是在設(shè)計過程中,從設(shè)計的源頭開始考慮,將設(shè)計過程中涉及到的功能、工藝等進行歸納總結(jié),將實現(xiàn)功能或者工藝的過程、步驟進行整體封裝,預(yù)留足夠的對外參數(shù)接口,便于其他類似的設(shè)計過程調(diào)用。因此,在設(shè)計過程中,模塊的功能豐富程度以及接口參數(shù)的可調(diào)用性是模塊化設(shè)計能否順利實施的關(guān)鍵。模塊化設(shè)計理念在自動化領(lǐng)域、軟件設(shè)計中均有廣泛的應(yīng)用[1]。
在現(xiàn)代數(shù)控機床的設(shè)計過程中,模塊化設(shè)計的理念具有較大的應(yīng)用價值。數(shù)控機床設(shè)備一般由底座、床身、立柱、橫梁、主軸、外防護、電氣及控制幾大部分組成。而不同的設(shè)備為了滿足不同的功能,需要設(shè)計各式各樣的的結(jié)構(gòu)及功能模塊。在諸多模塊當中,差異最大的就是機床電氣控制部分[2]和加工零件程序兩部分,這兩部分往往需要根據(jù)機床的功能要求進行個性化設(shè)計[3],因此,為了節(jié)省設(shè)計工作量,縮短數(shù)控機床交付周期,要求在設(shè)計過程中,盡可能地借用其他成熟的設(shè)計內(nèi)容,提高功能模塊的互用性,即在設(shè)計的過程中,用標準化和模塊化的思維進行設(shè)計[4-5],從設(shè)計的開始就考慮到設(shè)計要求的標準化、可兼容性,制定靈活的數(shù)據(jù)、功能接口,為提高可兼容性作好準備。
數(shù)控機床在設(shè)計過程中,一般包含用戶需求調(diào)研、總體方案設(shè)計、機械/電氣設(shè)計、編程工藝設(shè)計以及質(zhì)量監(jiān)測保障設(shè)計等主要環(huán)節(jié),如圖1所示。在這些環(huán)節(jié)中,機械/電氣設(shè)計、編程工藝設(shè)計往往和數(shù)控機床的個性化功能密切相關(guān),決定了數(shù)控機床所能夠?qū)崿F(xiàn)的功能。本文從設(shè)計環(huán)節(jié)中最重要的PLC控制設(shè)計和編程工藝設(shè)計來描述模塊化設(shè)計理念在數(shù)控機床設(shè)計中的應(yīng)用[6]。
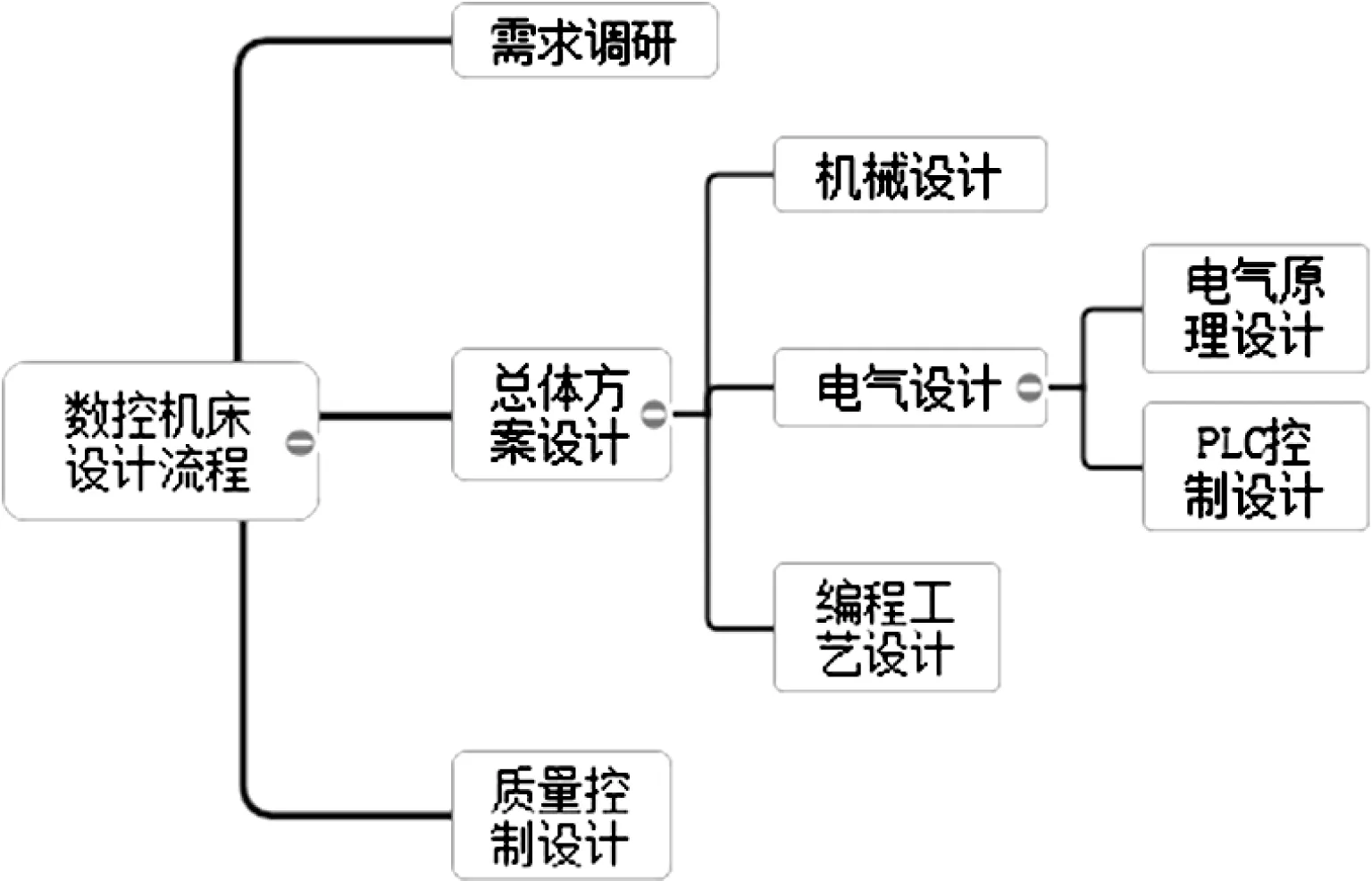
圖1 數(shù)控機床常用設(shè)計流程
1 PLC控制設(shè)計中模塊化理念的應(yīng)用
數(shù)控機床設(shè)備核心的控制部件之一就是數(shù)控系統(tǒng),為了完成數(shù)控機床的軌跡控制和輔助動作控制,要求數(shù)控系統(tǒng)必須具備運動控制功能和邏輯控制功能,早期的數(shù)控系統(tǒng)采用固定的代碼完成邏輯控制功能,邏輯功能確定后,需要再次修改必須修改數(shù)控系統(tǒng)的源代碼,在數(shù)控機床設(shè)計過程中受到限制。因此,隨著數(shù)控技術(shù)研發(fā)水平的提高,當前數(shù)控系統(tǒng)均含有PLC邏輯控制功能,即俗稱的“軟PLC”,可以通過編制梯形圖的形式靈活設(shè)計邏輯控制功能,大大提高了數(shù)控機床設(shè)計的靈活性,因此“軟PLC”功能成為了數(shù)控系統(tǒng)的一個重要的功能模塊[7]。
隨著“軟PLC”在數(shù)控機床設(shè)計中應(yīng)用的越來越廣泛,在提高數(shù)控機床設(shè)計靈活性的同時,也伴隨設(shè)計難度和周期的增加,在一些專用數(shù)控機床制造廠家表現(xiàn)的尤其突出,因此,在靈活應(yīng)用“軟PLC”進行數(shù)控機床設(shè)計的過程中,如何提高設(shè)計效率,盡可能地降低設(shè)計難度就成為設(shè)計工程師們必須考慮的問題。
在多年的數(shù)控機床電氣設(shè)計過程中,從最早的標準型數(shù)控機床電氣設(shè)計[8],到現(xiàn)在的大部分的專用數(shù)控機床設(shè)計,通過不同品牌數(shù)控系統(tǒng)的設(shè)計,經(jīng)過多年的研究,總結(jié)出來可以采用模塊化理念來進行PLC控制設(shè)計,即在設(shè)計過程中,將一些常用的邏輯控制功能封裝為子程序,對外預(yù)留靈活的接口地址,在不同的類型的數(shù)控機床電氣設(shè)計中,根據(jù)功能需求,只需要修改對外接口地址即可,采用這種方法可以大幅提高設(shè)計效率,減少設(shè)計難度。比如,在數(shù)控機床設(shè)計中均會有限位功能的設(shè)計,在設(shè)計中就可以應(yīng)用模塊化設(shè)計理念,將限位功能模塊封裝起來,可以作為不同類型數(shù)控機床的設(shè)計需求進行調(diào)用。
例如在某數(shù)控車床的設(shè)計過程中,采用GSK980TDc數(shù)控系統(tǒng)進行設(shè)計[9],兩個方向的限位開關(guān)接機床的I/O點為X3.0和X3.1,如果用IO點直接編程,那么就如圖2所示[10]。

圖2 常用的限位邏輯控制設(shè)計
如果用標準化理念進行設(shè)計,將這幾個I/O點分別用R中間變量表示,R作為這個功能模塊的對外接口變量,則在其他的設(shè)計過程中,只需要映射不同的輸入地址給R變量即可。本例中是將X3.0映射給R503.0,X3.1映射給R503.1,在實際的限位邏輯功能設(shè)計過程中,信號處理的中間過程就全部用中間變量R來實現(xiàn)。因此,在其他的設(shè)計過程中,類似的這種限位功能,只需要根據(jù)不同的地址,重新映射到R503.0、R503.1即可,這樣就可以方便地實現(xiàn)限位控制功能。如圖3~4所示。
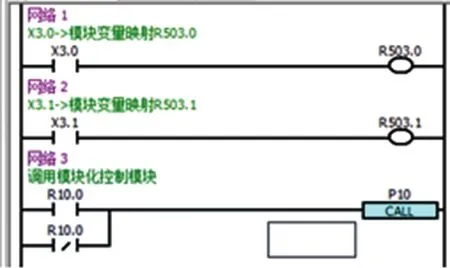
圖3 調(diào)用模塊化功能模塊的映射過程
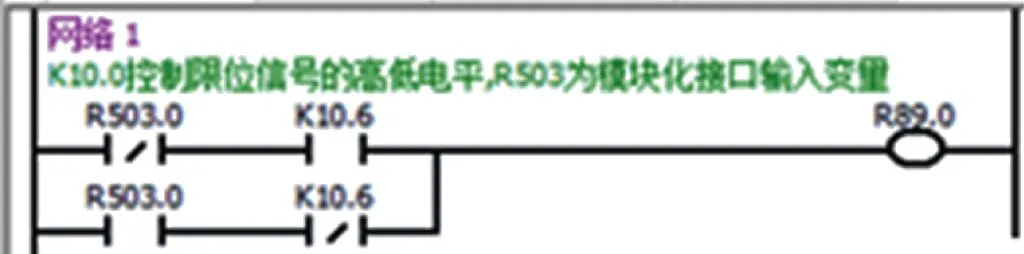
圖4 模塊化設(shè)計子程序
2 質(zhì)量控制過程中校驗程序的模塊化設(shè)計
數(shù)控機床完成裝配后,必須進行出廠前的質(zhì)量檢驗,其中重要的一環(huán)就是進行加工驗證,需要根據(jù)機床的功能要求,編制相應(yīng)的加工程序,進行加工驗證,檢驗功能和精度是否符合要求。雖然現(xiàn)在有很多編程軟件可以使用,但對于一些專用數(shù)控機床的編程加工,這些編程軟件仍存在局限。那么如何編寫加工程序,加工程序如何應(yīng)用于不同類型的數(shù)控機床,實現(xiàn)互通借用、快速換刀等,可以同樣采用PLC設(shè)計過程中的模塊化理念[11],實現(xiàn)加工程序在不同場合的互用,提高編制加工程序的效率,降低工作難度。如在復(fù)合磨床的設(shè)計過程中,采用西門子828D數(shù)控系統(tǒng),磨削圖5所示的絲桿外圓過程中[12],就采用了模塊化理念來進行設(shè)計。

圖5 絲杠螺母
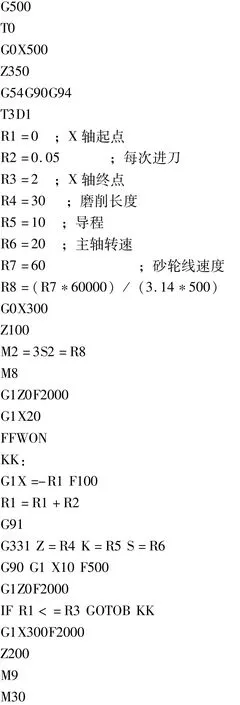
在常用的質(zhì)檢環(huán)節(jié),采用以下加工程序進行加工檢驗:
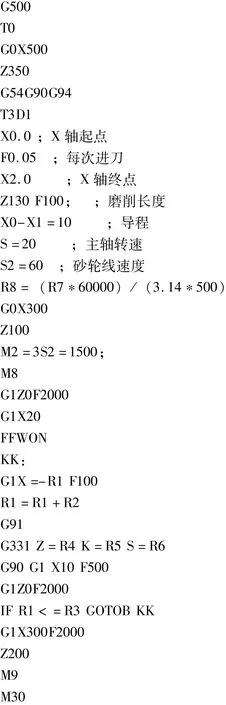
其中,部分共有的數(shù)據(jù)例如X軸起點、終點數(shù)據(jù)、磨削長度、導(dǎo)程、主軸轉(zhuǎn)速、砂輪線速度、每次進刀的進刀量等,可以單獨提取出來用R參數(shù)表示。用R參數(shù),把實際的加工控制流程固定為一個獨立的標準化模塊,以后編程只要是磨削外圓都只需要調(diào)用這個模塊,根據(jù)不同的具體要求,將數(shù)據(jù)填入到這些R參數(shù)即可。這些可以簡化編程,提高程序編制的效率,程序如下:
3 模塊化設(shè)計理念的應(yīng)用
根據(jù)上述模塊化理念的分析,重點體現(xiàn)在PLC控制設(shè)計和編程加工中體現(xiàn)出較大的應(yīng)用價值。在開發(fā)的數(shù)控內(nèi)螺紋磨床SMK600中,在設(shè)計階段應(yīng)用了模塊化設(shè)計理念,極大地降低了設(shè)計難度,提高了設(shè)計效率,取得了良好的應(yīng)用效果。
SMK600數(shù)控內(nèi)螺紋磨床是一臺融合車、磨功能的復(fù)合型機床,配套FANUC 0i數(shù)控系統(tǒng),適用于各類絲桿螺母的外圓、端面以及內(nèi)螺紋等加工。以鑄鐵底座和大理石床身為基礎(chǔ),配備頭架主軸,內(nèi),外圓砂輪主軸,以及金剛滾輪修正主軸,有X、Z及W軸自動補償修正功能,各軸均配備高精度光柵尺。針對此型號的專用機床,為了滿足其個性化的加工功能,通常的設(shè)計方法會根據(jù)其個性化的功能需求進行有針對性地機械、電氣以及附件部件的設(shè)計,這種設(shè)計方法工作量大,周期長,往往要進行多次設(shè)計,不斷修正才能滿足使用要求。因此,在這種專用機床的設(shè)計過程中,借鑒模塊化設(shè)計理念,盡可能地借用成熟的模塊化設(shè)計成果,可大幅度提高效率,減少工作量,在SMK600的設(shè)計過程中,重點突出PLC控制和試切加工程序的模塊化設(shè)計過程。
3.1 SMK600的PLC模塊化設(shè)計
在機床設(shè)計過程中,首先要根據(jù)機床的功能需求,以及配套的數(shù)控系統(tǒng)可以具備的應(yīng)用功能來擬定設(shè)計方案,開展電氣設(shè)計工作并實際制作機床配電盤。主要設(shè)計流程如圖6所示。
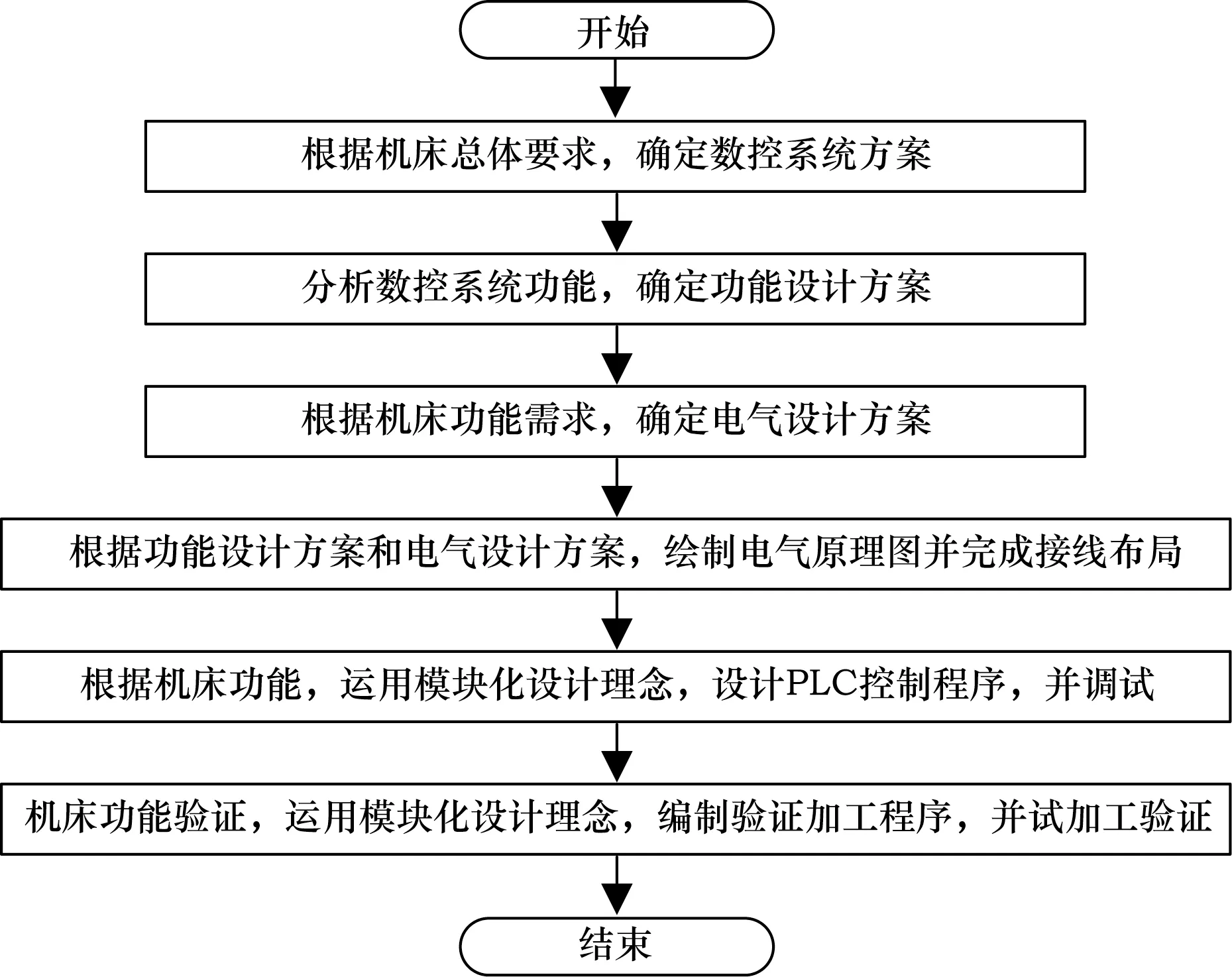
圖6 SMK600主要設(shè)計流程
本文以其中的機床各軸限位設(shè)計為例,電氣設(shè)計原理如圖7所示。

圖7 SMK600主要設(shè)計流程
機床的X、Z及W坐標軸的限位開關(guān)所對應(yīng)的IO點分別是X3.3、X3.4和X3.5。接線的時候分別接到數(shù)控系統(tǒng)IO模塊CB105的對應(yīng)端口上,在PLC程序設(shè)計時,應(yīng)用模塊化設(shè)計理念,調(diào)用模塊化的限位控制程序,即可快速實現(xiàn)限位控制功能。在主程序中,將X3.3、X3.4和X3.5分別對應(yīng)模塊化程序的接口變量K3.3、K3.4以及K3.5,然后調(diào)用限位子程序,即可完成限位PLC控制功能設(shè)計,提高設(shè)計效率,降低設(shè)計難度。如圖8~9所示。
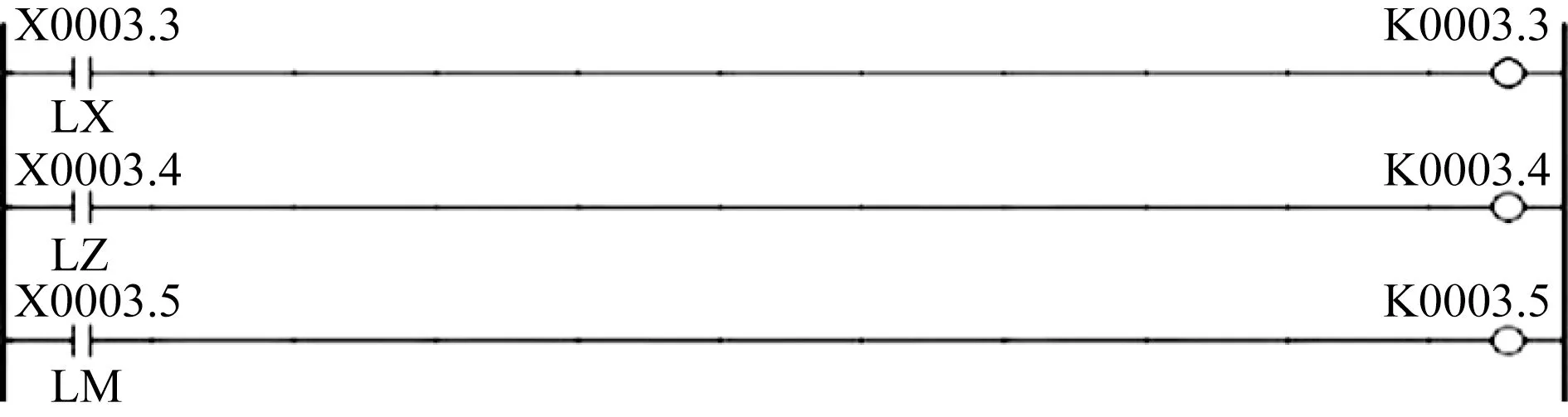
圖8 主程序地址映射
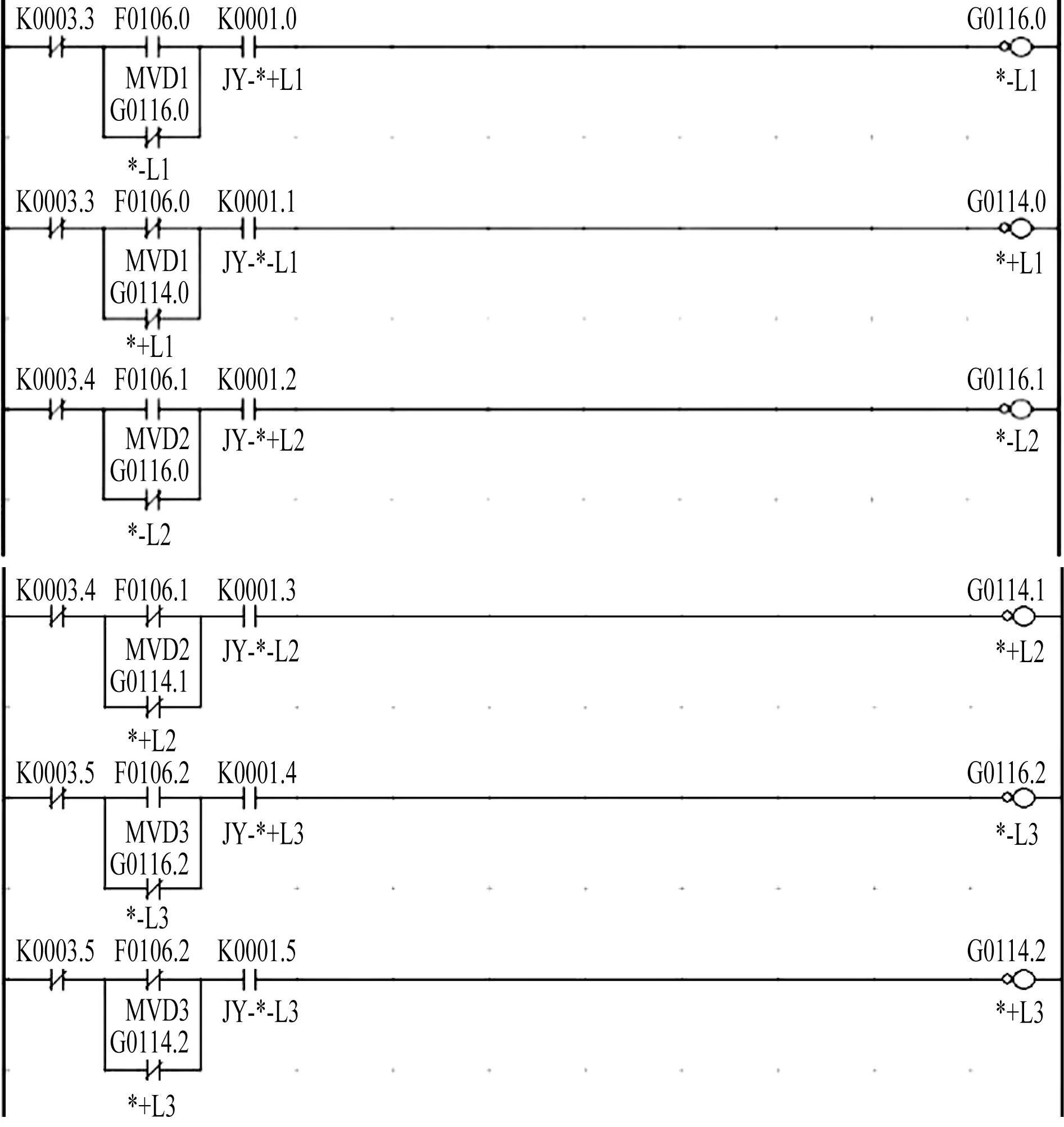
圖9 模塊化處理程序
3.2 SMK600的試切程序模塊化設(shè)計
機床電氣功能調(diào)試完畢后,需要進行出廠前的檢驗流程處理,其中最重要的環(huán)節(jié)即是進行加工驗證,檢驗加工的工件是否滿足機床的加工需求,其中重要的一個環(huán)節(jié)即是加工程序的編制,在編程加工程序的過程中,應(yīng)用模塊化設(shè)計思路,可以提高編程的速度,以及提高程序的可讀性。在SMK600的檢驗過程中,程序編制采用以下模塊化設(shè)計方法,即調(diào)用模塊化校驗程序,實際驗證時,只需要在對應(yīng)界面修改對應(yīng)宏變量的數(shù)據(jù)即可。模塊化校驗程序如下:
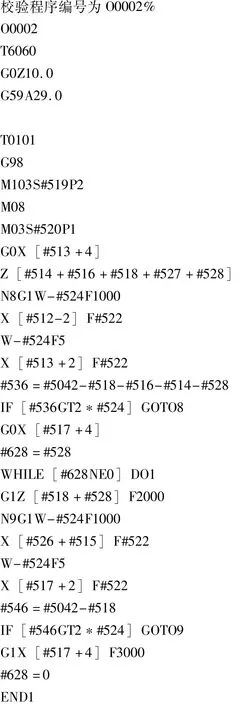
其中#513、#514等分別是模塊化程序的接口變量,對于不同的機床,不同的切削參數(shù)可以在界面設(shè)置不同的數(shù)據(jù),滿足多樣化的加工需求。應(yīng)用此方法,不用另外單獨編制加工程序,只需調(diào)整宏變量的值即可,能夠簡化編程,提高效率。
4 結(jié)束語
綜上所述,本文從數(shù)控機床設(shè)計過程中的兩個重要環(huán)節(jié)——數(shù)控系統(tǒng)PLC控制以及加工程序的模塊化設(shè)計進行了分析說明,在實際的設(shè)計過程中,這種理念得到了充分的驗證,在SMK600系列螺紋磨床、HF300系列車銑復(fù)合多聯(lián)一體機等數(shù)控機床設(shè)計過程中得到了很好的應(yīng)用,極大地簡化了設(shè)計,提高了設(shè)計效率,取到了良好的效果。這種模塊化的設(shè)計理念同樣也可以應(yīng)用在其他生產(chǎn)、采購等環(huán)節(jié),提高工作效率,具有較大的使用價值,值得推廣。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
海洋信息技術(shù)與應(yīng)用(2022年1期)2022-06-05 07:38:22
現(xiàn)代裝飾(2020年5期)2020-05-30 13:01:56
人大建設(shè)(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國核電(2017年2期)2017-08-11 08:00:56
中國科技論壇(2017年7期)2017-07-25 08:49:53
流程工業(yè)(2017年4期)2017-06-21 06:29:50
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
