自行式臺座工廠化流水線預制箱梁新技術的應用
2019-04-30 01:41:52陳禮彪陳榮剛
中國公路 2019年7期
陳禮彪,陳榮剛
(1.福建省高速公路建設總指揮部,福建 福州 350001;2.福建高速至信建設管理有限公司,福建 福州 350000)
傳統預應力混凝土箱梁預制施工采用單一集中生產模式,即在同一施工區域內,進行鋼筋綁扎、立模、混凝土澆筑、拆模、預應力張拉、移梁等一系列工序,預制梁固定底座使用效率低,場地面積大,且整個制梁生產效率較低。從養護工藝來看,傳統預制梁采用自然噴淋養生,其養護齡期一般需7d才能滿足設計張拉要求,養護時間占整體制梁時間的2/3以上,制梁周期較長,不利于大規模預制梁體施工。
采用自行式臺座工廠化流水線作業的箱梁預制新技術,通過自行式移動臺座將各獨立平行施工區域有機串聯,實現流水線作業,并采用蒸汽養護技術大幅減少養護時間,從而節約大量預制場地,并大幅縮短制梁周期,具有很好的社會經濟效益和推廣應用價值。
一、預制箱梁新技術
采用自行式臺座工廠化流水線作業的箱梁預制新技術采用了“施工工序區域固定、流水線作業”的預制新模式:通過自行式臺座將鋼筋骨架制作胎膜區、制梁區、蒸汽養護區、預應力張拉區和存梁區有機串聯,實現工廠化流水線作業的橋梁預制施工。
施工工序流程為:移動式臺座自行移至胎膜區,將綁扎成型的底板和腹板鋼筋骨架吊至臺座上,依次安裝外模和內模,再吊裝成型的頂板鋼筋;待驗收合格后再移至制梁區澆筑混凝土;達到拆模條件,拆除內模和外模;自行式臺座將梁體移至養護區進行蒸汽養生;當梁體達到張拉條件,移至預應力智能張拉區進行預應力張拉;待外觀檢測合格后將梁體吊運至存梁區,同時將自行式臺座吊運至下一條生產線投入生產,其主要施工工序流程如圖1所示。
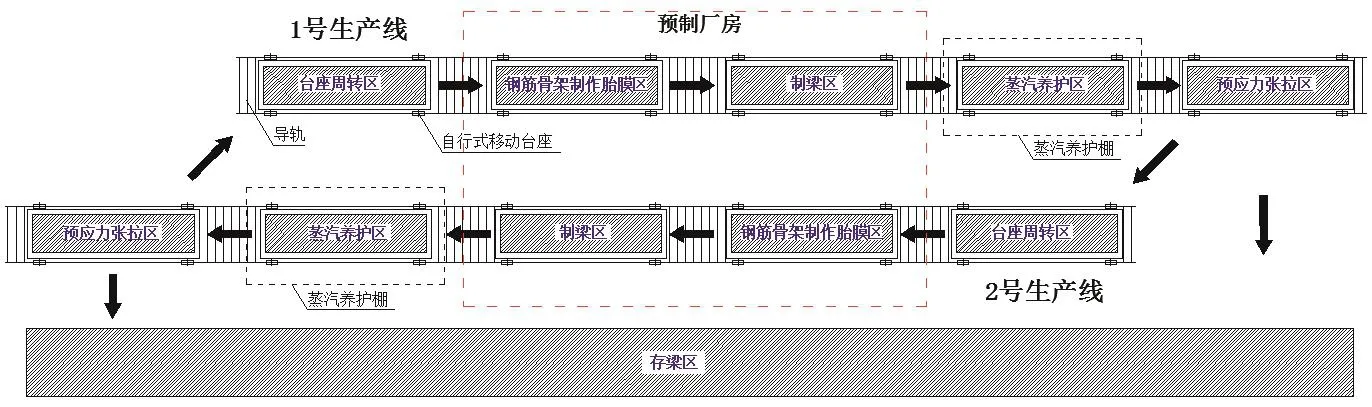
圖1 工廠化流水線施工主要流程圖
二、工程應用
京臺高速公路平潭段G2標位于福建平潭島,起于福建平潭平原鎮梧鳳樓村,終點與平潭壇西大道銜接,路線全長1.88km,需預制預應力混凝土箱梁343片。
該工程橋址周圍遍布灘涂和養殖區,若采用傳統預制梁施工方法,需要設置大面積預制場地,不僅施工難度大,而且受預制梁噴淋養生時間長的限制,存在著制梁周期長、臺座使用率低等問題,無法大規模預制梁施工,加上平潭島臺風與雨季影響,常年6級以上風力超過200天,每年可施工時間不到180天,嚴重影響工程建設進度。因此,采用自行式臺座工廠化流水線作業的箱梁預制新技術進行施工。
預制場地利用現有狹長的未通車快速路(240m×25m)作為預制場地,布置兩條生產線,每條生產線依次分為臺座周轉區、制梁區、蒸汽養護區、智能張拉區、檢測區,其場地布置詳如圖2所示,其主要施工工序照片如圖3所示。
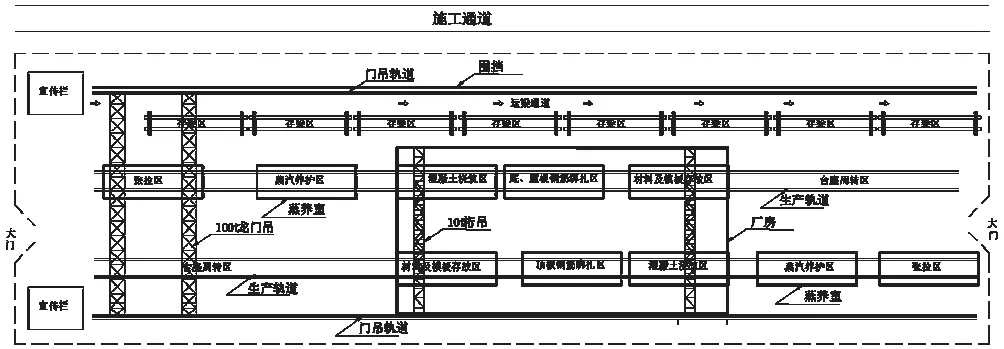
圖2 自行式臺座工廠化生產箱梁施工場地平面布置示意圖

圖3 自行式臺座工廠化生產箱梁圖片
自行式臺座工廠化流水線預制箱梁施工新技術具有以下優點:
(1)所有梁體均在廠房內預制,實現工廠化施工,不受氣候條件影響,改善作業環境,可全天候進行預制梁生產;
(2)自行式臺座將各施工區域串聯,實現流水線作業;
(3)各施工區域同步平行作業,提高生產效率;
(4)采用蒸汽養生方法,在保證梁體質量的同時,縮短制梁周期;
(5)與傳統預制梁施工相比,大大減小施工場地。
三、應用效果評價
(一)施工性能方面
與傳統固定式臺座施工方法相比,采用自行式臺座工廠化流水線預制箱梁施工新技術在臺座數量、占地面積、施工天數、養生時間和生產效率均具有明顯優勢。

表1 兩種箱梁預制方法施工性能比較
(二)經濟效益方面
與傳統固定式臺座施工方法相比,除了臺座、預制廠棚、蒸汽養護棚和水電費的投入較高外,其他項目均為自行式臺座工廠化預制箱梁施工方法的經濟指標更為優越,如表2所示。

表2 兩種箱梁預制方法經濟性能比較
(三)社會效益方面
隨著我國交通事業的迅猛發展,橋梁預制施工工藝因其自身的優越性得到了廣泛的應用。傳統固定底座上的橋梁預制模式存在易受氣候條件、場地大小、人工機械臺班、施工周期、施工質量等因素的制約,制梁效率低,預制梁場占地大,不利于大規模的梁體預制。若能采用“施工工序固定、施工區域循環”的預制新模式。通過自行式移動臺座系統實現施工工序固定,工人分區域完成單一工序任務的作業模式,即流水線作業模式,較好地解決工序穿插作業時對生產效率帶來的不利影響,能使勞動力和機械設備得到充分利用,提高工裝設備的使用效率,節約梁場占地面積,提高制梁效率,符合橋梁快速施工需求,特別適應于受氣候環境影響大、施工任務重而工期短、預制場地受限等的項目,具有較好的應用推廣前景。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:57:42
建材發展導向(2021年9期)2021-07-16 07:11:36
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
建筑科技(2018年6期)2018-08-30 03:41:12
鐵道學報(2018年5期)2018-06-21 06:21:22
故事大王(2016年7期)2016-09-22 17:30:08
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
城市道橋與防洪(2014年1期)2014-02-27 07:24:36