大尺寸帶通孔鋁合金板材熱成形工藝研究
2019-05-09 06:40:04秦中環李保永
航天制造技術 2019年2期
薛 杰 秦中環 李保永 劉 偉 徐 凱 李 信
?
大尺寸帶通孔鋁合金板材熱成形工藝研究
薛 杰 秦中環 李保永 劉 偉 徐 凱 李 信
(北京航星機器制造有限公司,北京 100013)
以大尺寸帶通孔鋁合金板材熱成形工藝過程為研究對象,通過Deform-3D有限元分析軟件進行板材熱成形數值模擬。結果表明:板材上通孔沿周向熱成形比沿其它方向熱成形的變形程度小,原因在于沿周向熱成形時通孔大部分區域的等效應力為80MPa,比沿其它方向熱成形時通孔的等效應力小。試驗驗證帶通孔板材沿周向熱成形相比沿其它方向熱成形,通孔的變形程度小,一般不大于3%,且零件的型面精度較好,間隙小于0.2mm,與模擬仿真吻合。
大尺寸;帶通孔板材;鋁合金;熱成形;數值模擬
1 引言
隨著航天航空、交通運輸、武器裝備等高新技術領域的快速發展,對高性能鋁合金產品的需求不斷增長,且對產品的成形精度要求也越來越高[1~3]。大尺寸帶通孔鋁合金曲面蒙皮作為新型產品冷卻系統的一部分,其蒙皮的成形精度直接關系產品的整體服役性能。
大尺寸帶通孔鋁合金曲面蒙皮主要制造方法是板材先鉆通孔后熱成形,由于鋁合金板材在熱成形前已有通孔,所以在熱成形過程中由于板材上通孔周邊受力不均勻,導致板材上通孔的變形程度不同,進而影響零件的成形精度。然而,目前沒有相關文獻對帶通孔板材熱成形后的變形程度報道。隨著有限元仿真應用技術的快速發展,利用仿真模擬金屬的塑性成形可大大減少實際生產的時間與經濟成本,同時也可進行新成形工藝的前沿理論分析[4~11]。
因此,針對大尺寸帶通孔鋁合金板材的熱成形進行數值模擬和試驗研究,分析板材上的通孔沿周向熱成形與沿其它方向熱成形時變形特點,探究熱成形對大尺寸板材上通孔的變形規律,進而為該類零件設計和制造提供科學的參考依據。
2 試驗材料與方法
試驗采用5A06-O鋁合金20mm厚板材,其化學成分如表1所示。5A06鋁合金具有抗腐蝕,易于成形加工,可焊性及低溫性能良好,是航空航天、交通運輸、武器裝備等領域的重要材料。

表1 試驗用5A06鋁合金化學成分 wt%
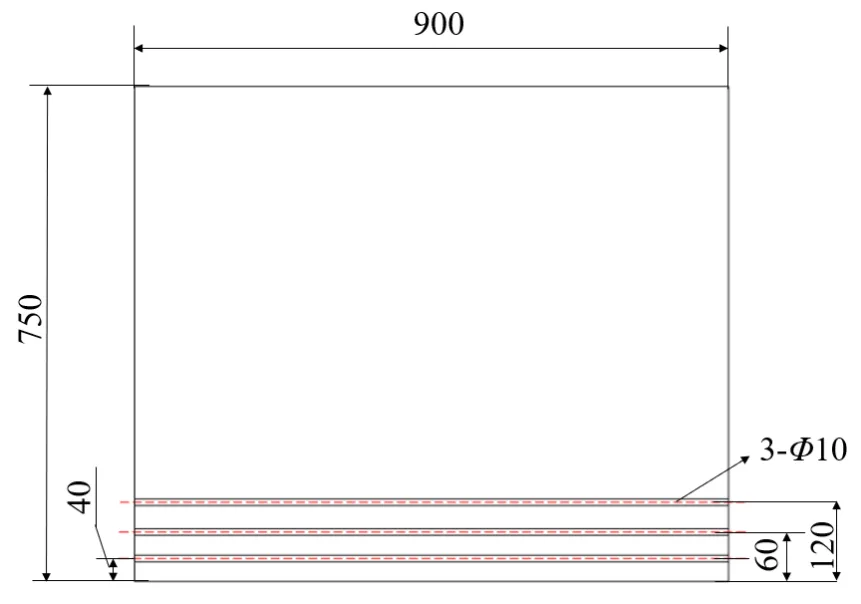
圖1 試驗板材尺寸圖
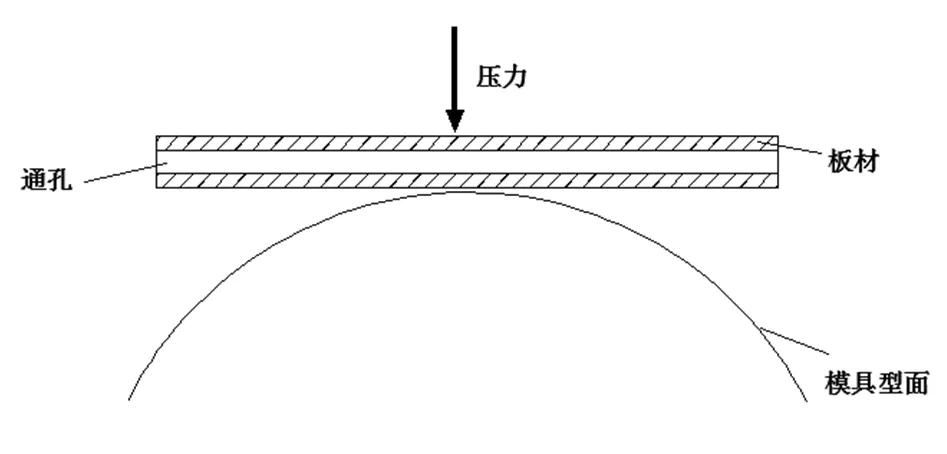
圖2 板材沿周向熱成形示意圖
試驗板材尺寸為20mm×750mm×900mm,且沿板材軋制方向有三個10mm的通孔,其具體尺寸如圖1所示。試驗設備采用法國ACB 500T 熱成形/超塑成形機。圖2所示為板材沿周向熱成形示意圖(注:沿周向熱成形指變形時通孔彎曲方向與模具弧度方向一致,反之為不沿周向熱成形)。
3 大尺寸帶通孔鋁合金板材熱成形數值模擬分析
3.1 有限元模型的建立
應用Deform-3D有限元模擬軟件模擬分析板材的成形過程。采用三維設計軟件UG建立凸模、凹模和板料模型,然后將模型導入Deform,假設模具為剛體,忽略其在成形過程中的變形,板料為塑性體,采用四面體劃分方式網格劃分板料,網格數量76473個,節點18772個,最小網格單元尺寸為2.27mm。由于材料庫中未自帶5A06鋁合材料模型,則選用近似5A06的Al-5056材料模型模擬計算。板料成形溫度根據實際生產經驗,設定為350℃。凸模與坯料,凹模與坯料之間的接觸采用剪切摩擦模型,摩擦系數=0.3。
3.2 數值模擬結果與分析
3.2.1 沿周向熱成形對板材上通孔變形的影響
蒙皮沿周向熱成形終了時通孔端面和整個通孔截面的成形效果如圖3所示。由圖3可知,沿周向熱成形時,三個通孔基本無變形,截面均為圓形,1號通孔平均直徑約為9.8mm,2號通孔平均直徑約為9.9mm,3號通孔平均直徑約為9.8mm,且通孔兩端的平均直徑比中間部分平均直徑小,即通孔兩端變形比中間部分大。

分析整個通孔的等效應力,圖4所示為三個通孔成形終了時通孔等效應力分布情況圖。由圖4可知,三個通孔所受的等效應力趨勢相同,均在通孔兩端處等效應力較大,通孔大部分區域等效應力約80MPa,端部約110MPa。每個通孔中間大部分區域等效應力均較小,這是由于板材在熱成形過程中,首先與上模接觸受力部位是兩端處,因此這兩處等效應力比中間部位等效應力大,進而兩端處的孔也比中間部分孔小一些,與圖3吻合,但是通孔的整體變形程度仍然較小,所以3個通孔平均直徑均約為10mm。
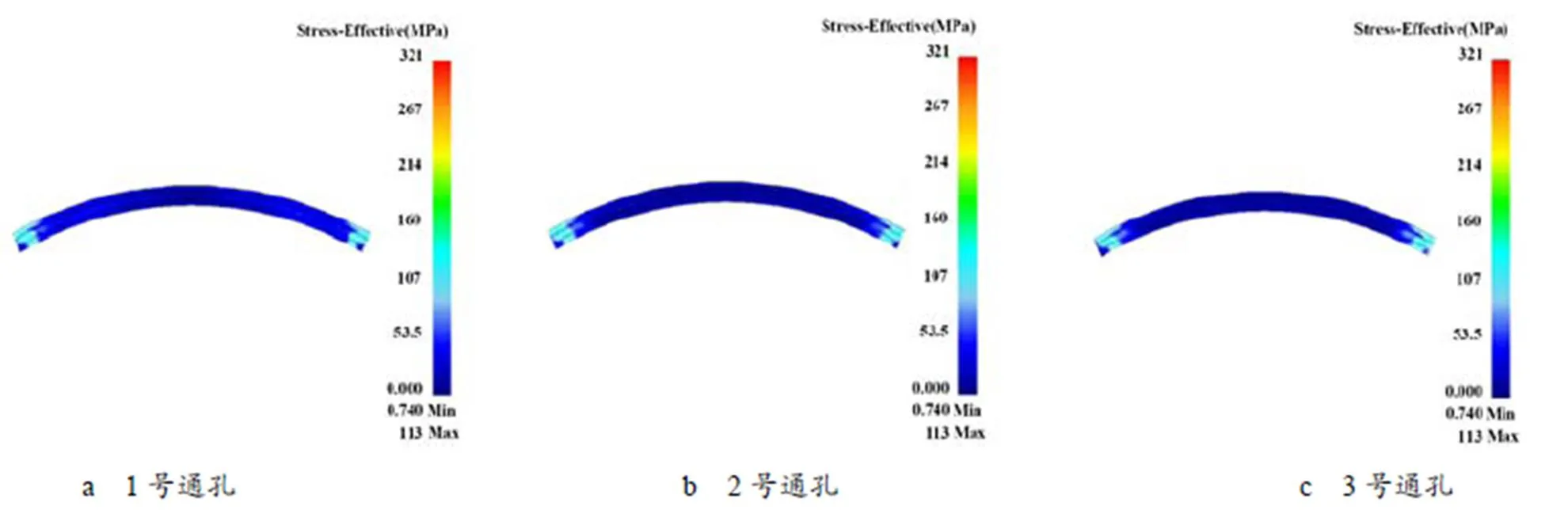
圖4 沿周向熱成形通孔的等效應力分布情況圖
3.2.2 不沿周向熱成形對板材上通孔變形的影響
板材不沿周向熱成形終了時通孔端面與整個通孔截面的成形效果如圖5所示。由圖5可發現,沿其他方向熱成形時(即不沿周向熱成形),1號通孔平均直徑約為9.6mm,2號通孔平均直徑約為9.6mm,3號通孔平均直徑約為9.4mm,則3號通孔的變形程度最大;同時3個通孔中間部分孔直徑較為均勻,但均有不同程度的減小,1、2號通孔中間區域平均直徑約為9.7mm,3號通孔中間區域平均直徑約為9.5mm。
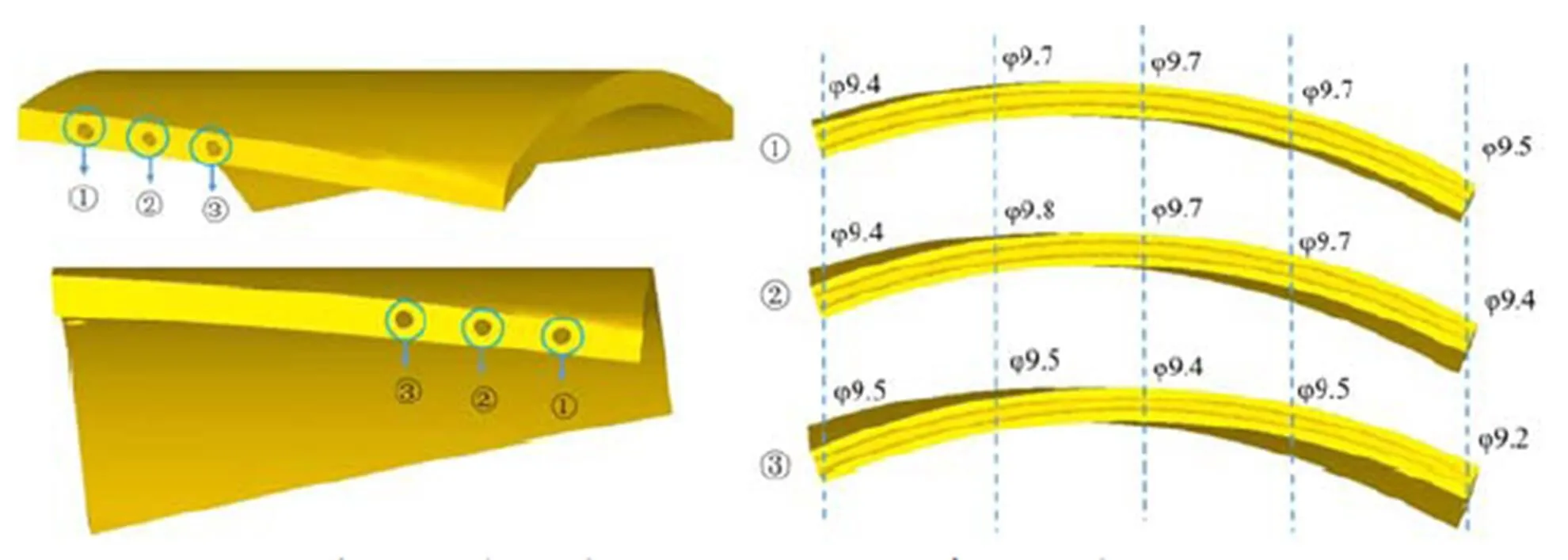
圖5 沿其他方向熱成形通孔端面和截面的成形效果圖
圖6所示為三個通孔成形終了時通孔等效應力分布情況圖。由圖6可知,三個通孔的大部分區域的等效應力均約為100MPa,比沿周向熱成形時通孔等效應力80MPa大,因此,不沿周向熱成形孔尺寸均變小。同時,3號位置通孔中間區域等效應力比1號、2號通孔的均大,約為150MPa,所以3號通孔變形程度最大,即最內側孔變形程度最大。
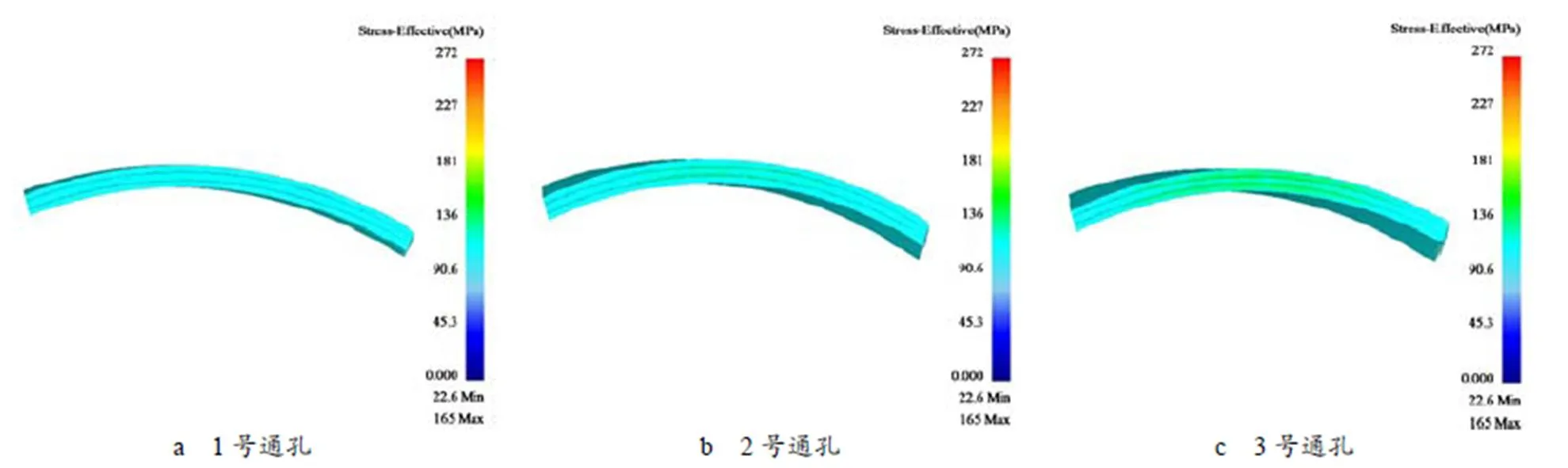
圖6 不沿周向熱成形通孔的等效應力分布情況圖
4 工藝試驗與結果分析
4.1 熱成形對大尺寸帶通孔鋁合金板材成形精度的影響
在ACB 500T 熱成形/超塑成形機中進行熱成形試驗,成形溫度為350℃,板材沿周向與不沿周向熱成形后與模具貼合情況示意圖,如圖7所示。由圖7a可知,板料沿周向熱成形后,與模具貼合情況較好、縫隙較小,采用樣板對鋁合金零件型面進行測量,樣板與鋁合金零件型面最大間隙為0.2mm;由圖7b可知,不沿周向熱成形后,零件與模具間隙較沿周向熱成形大,型面最大間隙約為0.35mm。考慮是因為不沿周向熱成形時,板材在熱成形過程中,型面每個區域的受力不同,則相應區域的應力應變不同,且不均勻性較大;而沿周向熱成形時,型面受力對稱,因此沿周向熱成形相比不沿周向熱成形,沿周向熱成形零件的型面間隙小于不沿周向熱成形的零件。
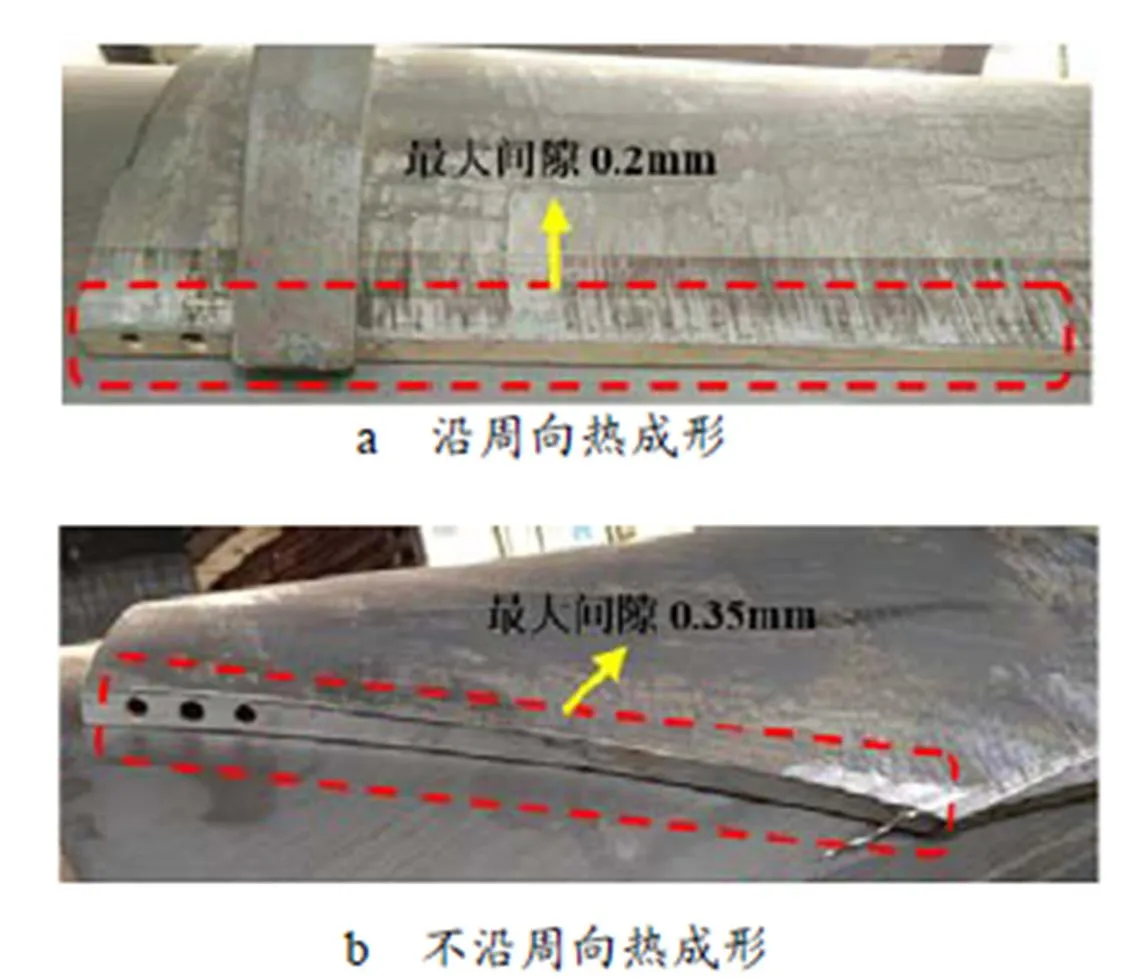
圖7 板材熱成形后與模具貼合情況
4.2 熱成形對大尺寸帶通孔鋁合金板材通孔變形程度的影響
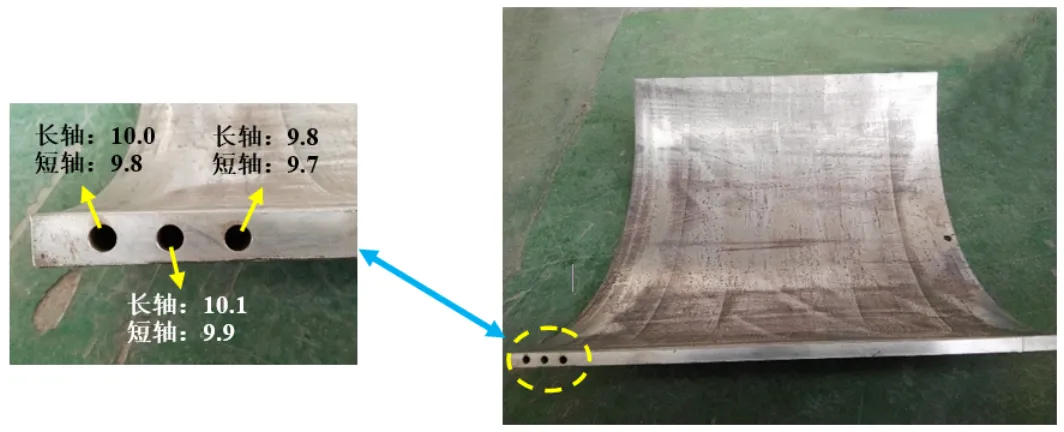
圖8 板材沿周向熱成形后通孔變形情況
圖8所示為板材沿周向熱成形后通孔變形情況。由圖可知,三個通孔端部變形均較小,仍為圓形,平均直徑約為10mm;同時用鋼球測量整個通孔,發現1號孔最大能通過直徑為9.7mm的鋼球,2號孔最大能通過直徑為9.8mm的鋼球,3號孔最大能通過直徑為9.7mm的鋼球,這與模擬結果基本相似,即三個通孔的變形程度均在3%以內,變形程度均較小。
圖9所示為板材不沿周向熱成形后通孔變形情況。由圖可知,3個通孔端部均發生不同程度的變形,截面均呈橢圓形,且最內側通孔端部變形最為嚴重;同樣用鋼球測量,發現1號孔最大可以通過直徑為9.4mm的鋼球,2號孔最大可以通過直徑為9.4mm的鋼球,3號孔最大可以通過9.2mm的鋼球,這與模擬結果也基本相似,3號通孔變形程度最大,進而通過最大直徑的鋼球最小,則不沿周向熱成形3個通孔變形程度可達約8%。

綜上所述,可知板材沿周向熱成形通孔的變形程度較小,基本與未熱成形前的通孔相同;而不沿周向熱成形,板材上各通孔均發生不同程度的變小,且最內一側的通孔變形程度最大,與模擬結果吻合。
5 結束語
a. 通過板材熱成形數值模擬,得出板材上通孔沿周向熱成形比不沿周向熱成形的變形程度小;
b. 沿周向熱成形時通孔大部分區域的等效應力為80MPa,比不沿周向熱成形時通孔的等效應力100MPa小,因此沿周向熱成形通孔變形程度較小;
c. 實驗驗證帶通孔板材沿周向熱成形相比不沿周向熱成形,沿周向熱成形零件的型面間隙小于不沿周向熱成形的零件,且其通孔的變形程度也較小,與模擬仿真吻合。
1 張志超,徐永超,苑世劍. 5A06鋁合金中厚板的拉深變形行為[J]. 中國有色金屬學報,2015,25(7):1764~1772
2 夏亞東,張寶紅,于建民,等. 5A06鋁合金復雜構件的復合擠壓成形工藝[J]. 鍛壓技術,2018,43(1):66~71
3 李志強,陸文林,王偉亮,等. 5A06薄壁殼體超塑脹形過程壁厚分布規律及其控制[J]. 塑性工程學報,2017,24(1):108~113
4 劉奇,李保永,郭曉琳,等. 5A06鋁合金復雜盒形件等溫鍛造工藝研究[J]. 鍛壓技術,2017,42(6):16~20
5 張昊,陳振華,陳鼎. 噴射沉積5A06鋁合金楔壓變形的數值模擬[J]. 中國有色金屬學報,2008,18(12):2132~2139
6 趙德穎,張連東,朱恩領. 枝杈類鍛件擠壓成形折疊缺陷影響參數分析[J]. 塑性工程學報,2018,25(1):41~45
7 畢寶鵬,王勇. 5A06鋁合金板材超塑氣脹成形數值模擬[J]. 精密成形工程,2014,6(6):99~103
8 梁柱,李國俊,張治民,等. 5A06鋁合金帶筋薄板件擠壓缺陷的模擬分析及優化[J]. 鍛壓技術,2016,41(2):51~57
9 楊希英,郎利輝,郭禪,等. 2A16鋁合金錐形件多級充液熱成形仿真及優化分析[J]. 精密成形工程,2014,6(6):72~77
10 丁少行,李曉星,孫志瑩,等. 鈦合金蒙皮拉形數值模擬與試驗[J]. 鍛壓技術,2014,39(7):24~29
11 楊偉俊,李東升,李小強,等. 復雜形狀鈦合金熱成形零件工藝仿真及參數優化研究[J]. 塑性工程學報,2009,16(1):42~46
Study on Hot Forming Technology of Large Size Aluminum Alloy Sheet with through Holes
Xue Jie Qin Zhonghuan Li Baoyong Liu Wei Xu Kai Li Xin
(Beijing Hangxing Machine Manufacture Co., Ltd., Beijing 100013)
For hot forming process of large size aluminum alloy sheet with through hole, the hot forming process was simulated by Deform-3D finite element analysis software.The results show that, the deformation degree of through-hole forming along circumferential direction is smaller than that of non-circumferential direction. The reason is that the equivalent stress in most areas of through-hole forming along circumferential direction is 80MPa, which is lower than that of through-hole forming without circumferential direction. The experiment verified that, comparing circumferential hot forming with non-circumferential hot forming, the deformation degree of through-hole of the former is less than 3%. The profile accuracy of the sheet along circumferential hot forming is better, and the clearance is less than 0.2mm, which is consistent with the simulation.
large size;sheet with through hole;aluminum alloy;hot forming;numerical simulation
航天飛航彈體及發射裝備輕量化柔性制造成套設備應用示范(2018ZX04014-001)。
薛杰(1990),助理工程師,材料科學與工程專業;研究方向:輕合金熱成形/熱擠壓。
2018-12-06
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
