水松紙控膠輥參數對包接質量與通風率的影響
2019-05-15 09:55:58吳傳緒吳泉蘭蔡洪江
設備管理與維修 2019年3期
劉 勇,吳傳緒,吳泉蘭,蔡洪江
(貴州中煙工業有限責任公司畢節卷煙廠,貴州畢節 551700)
0 引言
降焦減害是煙草行業發展的趨勢,開發預打水松紙卷煙是卷煙企業應用最廣的有效降焦技術,通過在水松紙上打孔,在吸食卷煙時,外部空氣將通過孔洞進入主流煙氣,主流煙氣被稀釋。使人體吸入的焦油量減少,從而減少對人體的傷害[1]。畢節卷煙廠生產的某牌號卷煙通風率設計值為27%±10%,實際生產中通風率均值為21%~26%,且有水松紙與濾嘴粘貼不緊密現象,只能將機速降低到(4500~6000)支/min,嚴重影響臺班產量的完成。因此,對使用預打孔水松紙的該牌號控膠輥設計參數研究與實驗勢在必行。
1 原因分析
1.1 無膠區面積對通風率的影響
在卷煙紙、水松紙、濾嘴棒透氣度一定的條件下,控膠輥無膠區面積(長度×寬度)是影響預打孔水松紙通風率的主要因素[2]。由于預打孔沿無膠區長度方向分布,無膠區長度決定通過預打孔透氣的數量,對通風率的影響最為顯著。當無膠區長度一定時,無膠區寬度決定了無膠區面積,無膠區面積(寬度)在能夠滿足通過濾嘴棒的透氣量≥通過水松紙無膠區的透氣量即可。
1.2 控膠輥膠區深度對水松紙包接外觀質量的影響
對水松紙施加適當的涂膠量是保證水松紙包接質量的重要因素,涂膠量的大小與水松紙的定量(厚度)相關,定量較高的水松紙涂膠量要大一些,反之,定量較低的水松紙涂膠量要小一些。涂膠量過大容易污染設備和產生水松紙皺紋等質量缺陷;涂膠量過小會產生水松紙與濾嘴棒粘貼不緊密以及掉嘴漏氣等質量缺陷。控膠輥膠區深度決定上膠輥對水松紙的涂膠量,因此根據水松紙的定量選擇合適的控膠輥膠區深度尤為重要。
1.3 無膠區在水松紙片上的位置對通風率的影響
在涂膠量、水松紙透氣度等其他因素不變的條件下,無膠區在水松紙片上的理想位置如圖1所示。水松紙片長27 mm,無膠區長21 mm,沿水松紙片長度方向對稱分布,在無膠區兩端各有3 mm寬度的涂膠區。由于煙支圓周為24.5mm,在不考慮水松紙搓接后膠水被擠壓到無膠區的情況時,包接后水松紙片無膠區兩端3 mm寬的涂膠區位置有2.5 mm寬的位置在搭口上重合。水松紙透氣的預打孔長度(21 mm)不變,透氣量最大。當無膠區在水松紙長度(27 mm)方向位置不對稱時,如:無膠區兩端的涂膠寬度分別為1.5 mm和4.5 mm時,由于包接后水松紙搭口重合寬度是2.5 mm,涂膠寬度1.5 mm一端的無膠區位置就會被涂膠區寬度4.5 mm的一端覆蓋1 mm,使包接后的水松紙透氣長度(預打孔)減少1 mm(20 mm),通風率隨之減小。
1.4 無膠區兩端涂膠量對包接質量的影響
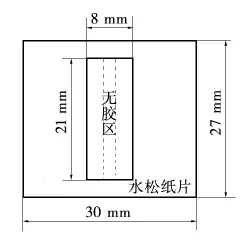
圖1 無膠區在水松紙片上的理想位置
由于無膠區兩端涂膠位置分布預打孔,該位置涂膠量直接影響水松紙包接質量。涂膠量過小水松紙搭口局部翹邊,涂膠量過大,膠水從預打孔內滲出污染水松紙導輥、切紙輪、搓接輪和搓板,造成水松紙搓接質量缺陷。因此,合理設計控膠輥無膠區兩端膠區深度,使水松紙無膠區兩端搭口位置的涂膠量適中,包接后水松紙搭口無翹邊現象的同時,又無膠水從預打孔處滲出。
2 試驗材料與設備
(1)材料。接裝紙(透氣度200 cu,定量41g/m2),接嘴膠,控膠輥,成型紙(透氣度6000 cu,定量 26 g/m2),絲束(3.0Y/32000),咀棒(吸阻2650 Pa,長度 100 mm,圓周 24.25 mm),卷紙(透氣度 60 cu,定量 27.5 g/m2)。
(2)設備。ZJ17卷煙機,檢測儀器(瑞拓圓周、慮棒綜合測試臺)。

表2 通風率均值、滲膠情況、包接質量
3 試驗方法
(1)由于影響因素為獨立變量,綜合影響打孔水松紙煙支通風率,因此采用正交試驗法開展實驗。
(2)樣品備制。每次試驗時隨機取200支作為1個樣品,根據國標要求進行樣品平衡。
(3)樣品檢測與評價。每個樣品隨機取樣50支,按國標要求進行通風率檢測,按正交試驗法分析和評價檢測結果。
4 實驗分析
4.1 主膠區深度與無膠區搭口兩端膠區深度的實驗參數及正常表的確定
根據分析確定影響水松紙包接質量的3個因素,統計卷煙機組在正常生產時3個因素的數值,計算3個因素的平均值,無膠區面積為(8×21)mm2,控膠輥主膠區深度 0.03 mm,無膠區間隔搭扣上膠位置上膠厚度0.03 mm,根據統計數據確定每個因素為3個水平確定因素位級表。
4.2 實驗條件
調整設備使無膠區在水松紙片上的位置處于理想狀態,調整控膠輥與上膠輥的壓力使無膠區位置無膠水。
4.3 實驗結果與分析1
因素水平見表1,根據選用的正交表,組織進行試驗,實驗結果見表2。
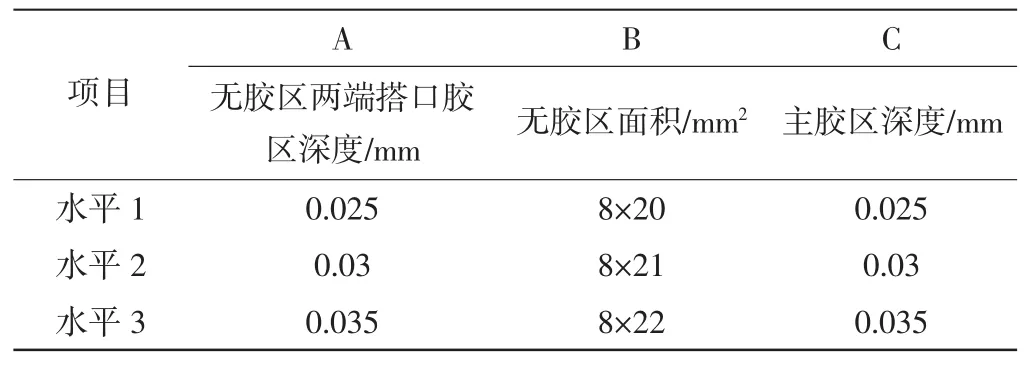
表1 因素水平表1
表2實驗結果表明,無膠區長度對通風率的影響最為明顯,當無膠區長度為21 mm時,通風率均值最接近設計值27%。主膠區深度對包接質量影響最為明顯,當主膠區深度為0.035 mm時,包接質量缺陷為0。無膠區兩端搭口膠區深度對預打孔位置滲膠情況影響最大,當無膠區兩端搭口膠區深度為0.025 mm時,預打孔位置無滲膠情況,且包接質量滿足工藝要求。
4.4 實驗結果與分析2——無膠區寬度對通風率的影響
根據1.1的分析,無膠區面積(寬度)在能夠滿足通過濾嘴棒的透氣量≥通過水松紙無膠區的透氣量即可。實驗結果表明,當無膠區長度為21 mm,主膠區深度為0.035 mm,無膠區兩端搭口膠區深度為0.025 mm時,煙支通風率、水松紙包接質量及預打孔滲膠情況最為理想。此時無膠區寬度為8 mm,在上述條件一定的情況下,對無膠區寬度進行優化實驗,實驗條件同上,結果見表3。
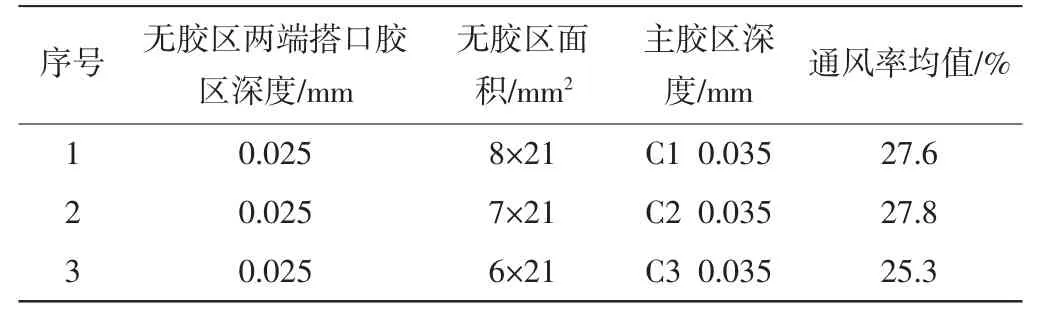
表3 因素水平表2
表3實驗數據表明,無膠區寬度為7 mm和8 mm時通風率均值無明顯變化,無膠區寬度為6 mm時通風率明顯減小。為了保證水松紙涂膠面積,選擇無膠區寬度為7 mm。
5 結論
(1)控膠輥無膠區長度對通風率的影響最為顯著。
(2)主上膠區深度直接影響水松紙包接質量。
(3)無膠區兩端搭口位置膠區深度對預打孔位置是否滲膠起決定作用。
(4)某牌號卷煙通風率設計值為27%,為了保證通風率的穩定性、通風率與設計值的一致性、水松紙包接外觀質量,根據實驗結果確定控膠輥無膠區長度為21 mm,寬度為7 mm,主膠區深度為0.035 mm,無膠區兩端搭口位置膠區深度0.025 mm。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
