打葉復烤流量控制穩定性研究
2019-05-15 09:56:04王天旺陸俊平袁玉通
設備管理與維修 2019年3期
王天旺,陸俊平,袁玉通,劉 文
(紅塔集團玉溪卷煙廠復烤二車間,云南玉溪 652600)
0 引言
在打葉復烤生產工藝控制過程中,流量、水分、溫度是3個基本的物理控制量。尤其是流量控制的穩定性,決定著煙葉復烤成品質量合格率,是保證煙葉水分、溫度控制穩定的基本前提,也是提高打葉風分出片率減少梗含葉、提高設備有效作業率的重要控制參數。如果煙葉流量的波動大,極易造成打葉復烤過程煙葉水分、溫度的難以控制穩定,使設備易阻料停機、造碎率增加,降低煙葉使用價值。因此,對流量控制穩定性進行研究。
1 流量控制的3種形式
流量控制的任務,就是按照工藝要求將煙葉流量連續均勻、穩定地輸送到下一個工藝環節。為確保煙葉流量的均勻穩定,應有一個暫存煙葉的設備(如倉式喂料機、流量柜等),它可以起到工序間緩沖調節的作用。控制煙葉流量的方法有3種。
1.1 體積流量控制
這是根據煙葉的含水率相同時體積基本一致的特性,利用定量喂料機和計量管來控制物料的一種方式。它主要由定量喂料機、計量管輸送帶構成,計量管下方有調節板,上下移動調節板可以控制輸出煙葉的厚度。輸出物料與計量管內的物料堆積有關,利用計量管上設置的光電開關,使計量管內的物料高度保持在一定范圍,即物料高度超過高料位光電開關時停止喂料機喂料,當物料高度低于低料位光電開關時喂料機開始喂料。計量管內物料量的穩定與喂料機的供料穩定有關,而喂料機內的物料由喂料機上設置的光電開關來控制,從而控制煙葉流量。由于其控制精度一般在5%~15%,目前已很少被使用。
1.2 質量流量控制
它是利用電子皮帶秤對物料進行連續稱重并根據稱重結果隨時調節皮帶秤輸出速度,達到穩定物料流量的目的。它主要由定量喂料機和電子皮帶秤構成,當物料由喂料機輸送到電子皮帶秤上時,通個秤架上的壓力傳感器將重量信號放大處理后,就能得到瞬時流量和累計流量。如果瞬時流量與設定流量有偏差,則根據該偏差來調節稱重皮帶的速度,使瞬時流量與設定流量接近。此時瞬時流量一般是在設定流量上下波動的,從而達到穩定流量的作用。控制精度一般在3%~10%,對疏松的片煙來說其控制精度可達0.2~0.6%。因其控制設備簡單、控制方便,使用較廣。
1.3 綜合流量控制
體積流量與質量流量控制相結合的控制方式,綜合了上述2種流量控制的優點,是一種用途廣泛、控制精度高流量控制方式。
倉內光電開關控制喂料機內物料的儲量,計量管側光電開關控制計量管內的物料高度和供給量,控制器采集物料重量跟設定值對比實時調節稱重皮帶輸出速度,保證單位時間內輸出的煙葉物料質量穩定均衡。在此過程中,喂料機與計量管的光電開關控制系統起到初定量的作用,再由電子秤對流量進行精確調節。
圖1是2009年車間改造后葉烤機入口電子稱綜合流量控制典型側視圖。以其為例,光電開關元件的作用如下:PE-1光電管,檢測煙葉判斷儲倉料滿;PE-2光電管,檢測煙葉允許倉式喂料底帶啟動;PE-3光電管,檢測煙葉控制提升帶啟動;PE-4光電管,檢測煙葉高于它時倉式喂料底帶停止;PE-5光電管,檢測到煙葉后提升電機停止工作;PE-6電管,檢測煙葉高于它時喂料機提升電機由快速轉慢速;PE-7光電管,檢測煙葉高于它時方可啟動電子皮帶稱。
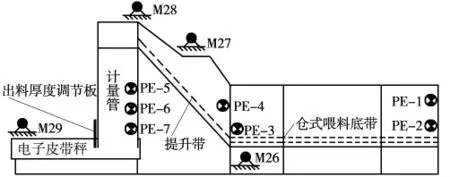
圖1 葉烤機入口電子秤綜合流量控制
2 變頻調速、電子秤設備在流量穩定控制中的應用
2.1 變頻調速的原理
交流異步電機的變頻調速的原理,可從異步電機的轉速方程得出。異步電機的同步轉速及旋轉磁場的轉速見式(1),異步電機的轉軸速度見式(2)。

式中f——電機定子繞組的供電頻率,Hz
p——為電機極對數
n0——電機的同步轉速,r/min
n——電機的實際轉速,r/min
s——轉差率,即電機轉子總是跟隨旋轉磁場速度運轉但不能達到
可見,電機轉速正比于輸入電壓頻率,當異步電機的極對數一定后,改變異步電機的供電頻率f,就可改變電機的轉速,達到調速的目的。在實際運行中,考慮到磁通量和轉矩的變化,確定在U/f是一個常數(即變頻器的輸出電壓和輸出頻率同步,成比例地變化)的情況下來滿足調速負載的需要。
2.2 變頻器的優點
變頻器在控制系統的廣泛應用,是由其優點所決定的。其優點主要有:①可以根據不同的負荷類型設定轉矩特;②具備多種控制方式;③軟啟動特性;④具有過壓、過流、過載、欠壓、缺相、對地等保護功能保護功能;⑤可以輸出頻率和電流等模擬信號控制其他對應信號設備,實現自動控制。
2.3 變頻調速在打葉復烤流量穩定控制中的應用
穩定流量控制是先進打葉生產線和控制工藝不可缺少的組成部分,各企業一直努力探索改進如何穩定控制流量環節。改進、穩定流量控制是實現和提高打葉線煙葉出片率、實現均衡生產控制參數。煙葉流量穩定控制可以有效地保證煙葉水分、溫度控制穩定,有利于潤葉、打葉、風分各工藝參數控制調節。復烤后煙葉出口成品水分、溫度的穩定均衡控制,是減少打包造碎、保障煙葉發酵醇化提質保香實現均質化生產重要手段,關系到卷煙消費者抽吸體驗。
2.3.1 工作原理
煙葉經輸送機向儲料倉供料,其高度達到進料低料限位(PE-2)時,底帶向前運行,當煙葉按進料低料限位高度到達出料低料限位(PE-3)時啟動提升喂料機。此過程保證了儲料倉儲存一定量煙葉以供提升喂料機按不同速度向計量管供料,當煙葉高度到達低料位(PE-7)時啟動電子皮帶秤。電子皮帶秤根據荷重傳感器檢測瞬時重量信號與上位設定流量對比,經PLC CPU程序運算處理后,自動調節電子秤皮帶速度控制達到相應設定流量運行。當煙葉高度低于低料限位光電管(PE-7)時提升喂料帶控制加速,增加喂料量,煙葉厚度達到中料限位光電管(PE-6)后就保持提升喂料帶的速度,穩定喂料量;若喂料過量,即煙葉厚度超過高料限位光電管(PE-5)時控制提升喂料帶減速,減少喂料量。如果繼續異常,經控制程序延時后,提升喂料帶停機喂料停止,避免在此造成阻料。通過調節出料厚度調節板確保煙葉在電子秤上高度,調節計量管煙葉高度在PE-7與PE-5之間是最佳流量控制狀態,煙葉恒定體積從電子秤皮帶上輸出不會造成計量管堵料。電子皮帶秤通過傳感器荷重信號經PLC(Programmable Logic Controller,可編程邏輯控制器)處理反饋控制電子皮帶秤的皮帶速度,達到恒定質量流量控制目的。
2.3.2 控制原理
(1)儲存控制。倉式喂料機在計量管的3對光電管(PE-5,PE-6和PE-7)對煙葉高度進行感測,把開關信號送入GE PLC邏輯運算處理后,模塊輸出(4~20)mA模擬信號控制變頻器頻率變化,實現自動控制倉式喂料機提升帶速度快慢,盡量保證煙葉在PE-7與PE-5之間,使煙葉均勻地進入電子皮帶秤后出料。在儲料倉里,當煙葉高于出料高限位光電管(PE-4)時,控制底帶停止,不使煙葉在提升喂料帶處堆積,造成提升喂料帶負荷加重,使煙葉在提升帶與底帶之間來回翻滾擠壓形成造碎。當煙葉高于進料高限位光電管(PE-1)時,控制進料設備停止供料,防止物料過度堆積阻料(圖2)。

圖2 儲存控制原理
(2)流量恒定原理。PLC根據觸摸屏或上位機上設定恒定流量值,與荷重傳感器檢測出信號輸入模數通道經GE PLC邏輯、運算處理成煙葉瞬時流量值。設定恒定流量值與瞬時流量值進行運算、比較、處理,然后GE PLC輸出(4~20)mA電流模擬信號控制電子稱變頻器頻率。實現比例調節電子稱電機速度,使通過電子皮帶秤的煙葉流量達到設定恒定流量值,實現控制煙葉流量恒定(圖3)。
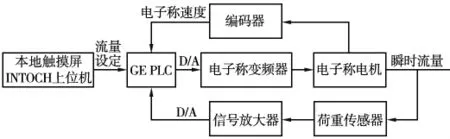
圖3 流量恒定控制原理
3 車間電子稱流量控制的情況
3.1 車間動態電子稱
車間2條線現有動態電子稱9臺。二線二潤電子稱是昆船稱,原理結構與其他8臺北京長高稱基本相類似,都采用了GE PC3i的PLC控制。其中,打包平臺3臺動態電子稱只對煙葉流量計量,實現控制改變供料帶向1#和2#打包料箱供料,不調節電子稱皮帶速度;其余6臺即一、二線的一、二潤稱、烤機入口稱,既要計量又要參與流量控制調節。
3.2 一潤電子稱流量控制作用
在2005年以前,一、二線翻箱喂料提升帶的落料口采用體積流量控制,用二潤流量反饋控制翻箱喂料提升帶速度達到穩恒流量。物料從喂料開始流經一次潤葉、篩沙機、輸送機等設備到達二潤電子皮帶秤需要近15 min,其流量反饋嚴重滯后,流量控制波動大(12 000±3 500)kg/h,特別是安裝了精選臺后滯后時間更長。由于流量波動大,導致一潤煙葉水分、溫度難以控制穩定。在2005年的設備改造中,取消體積流量控制,在翻箱喂料機和一次潤葉之間增設1套電子稱流量控制設備,由倉式喂料機、計量管、電子皮帶秤組成。2009年,又在一潤倉各增加了1臺直跑車,使煙葉在倉內平面布料更加均勻平穩,提升帶出料、電子稱流量控制更平滑。
3.3 二潤電子稱流量控制作用
二次潤葉前電子稱流量控制是對進入打葉前流量進行二次調控,以消除一次潤葉、篩沙、精選臺、風分除雜等設備后造成的不穩定。通過二次流量調控使煙葉流量更加均衡進入二次潤葉機,在二次潤葉機中各溫度、水分、濕度參數更容易調控穩定。進而保證了打葉、風分參數更易調控穩定實現均質化打葉風分。同樣,在2009年的設備改造中,也在一、二線二潤倉各增加了1臺直跑車,使倉內煙葉平面厚度更加平滑倉內出料穩定。
3.4 烤機入口稱流量控制作用
復烤成品煙葉水分、溫度控制穩定是實現煙葉儲存發酵保障煙葉本質醇香關鍵工序。如果烤機煙葉流量的不穩定,勢必造成復烤煙葉水分、溫度的控制波動影響成品質量。水分過低,在打包復壓工序煙葉容易造碎。水分過高,煙葉形成板結和儲存發霉。因此,對烤機入口流量進行穩恒控制使之在最小范圍波動可實現復烤成品煙葉溫度、水分均質化生產。在2009年技術改造項目中,在葉烤機2條線電子秤后各增加儲存喂料倉,確保了進入烤機物料的穩定性。
3.5 皮帶秤工作原理
在線電子秤采用北京長征高科技公司技術的雙橋式懸浮電子皮帶秤(圖4)。
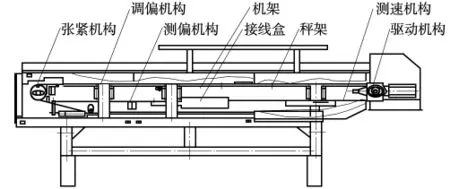
圖4 CK19電子皮帶秤結構示意
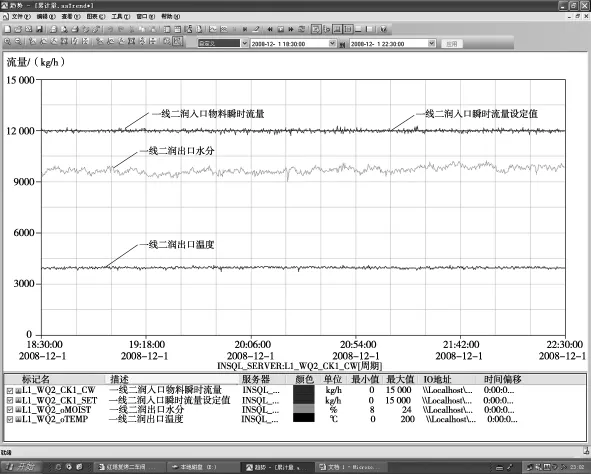
圖5 2008年一線二潤流量、水分、出口溫度歷史趨勢圖
煙葉物料通過計量管(或直接下落)到電子皮帶秤的皮帶上,隨皮帶向前運轉,當其通過電子皮帶秤有效稱量段時,其重量通過輸送皮帶和計量托輥施加到荷重傳感器上,傳感器感受負荷產生的信號,經放大器放大送入PLC數據采集系統,檢測稱量段上的單位長度重量 q(kg/m),同時測速裝置檢測出皮帶運行速度v(m/s),經過PLC運算得出瞬時流量和累積量并進行顯示。其中,瞬時流量Q=3600×q×v(kg/h),累積量為G=∫qvdt(kg)。
瞬時流量信號和設定的流量信號比較,利用PLC進行 PID(Proportion Integration Differentiation,比例,積分,微分)控制運算,輸出(4~20)mA直流信號給控制皮帶的變頻器,從而變頻器的頻率正比例的改變,即調節電機的轉速改變皮帶速度,從而達到自動穩定流量的目的。
4 控制效果
4.1 一潤、二潤增加直跑車前后控制效果對比
(1)2008年同一時間段一線二潤流量、水分、溫度歷史趨勢
圖5是2008年12月1日18:30~22:30(共4h)一線二潤流量、水分、出口溫度趨勢圖。此圖中流量、水分、出口溫度的控制可以說是很穩了。
圖6與圖5趨勢是一模一樣的。統計的標準偏差(流量為71.67 kg/h,水分0.19%,溫度0.63℃)可以看出,其控制的穩定性很高。
(2)2015年同時刻一線流量、水分、溫度歷史趨勢
圖7是2015年12月1日18:30~22:30(共4h)一線二潤流量、水分、出口溫度趨勢圖(選擇不同年同一時間段是為了與圖5具有可比性)。此時在二潤倉加了直跑車設備。圖8與圖7趨勢一致,其縱軸是溫度的尺度,系統統計的標準偏差為(流量為37.00 kg/h,水分0.14%,溫度0.79℃)。其統計標準偏差與圖6是2008年標準偏差(流量為71.67 kg/h,水分0.19%,溫度0.63)沒有直跑車時更加穩定。說明增加直跑車對料倉的布料更平穩,水分、溫度控制穩定。
4.2 烤機入口增加喂料倉前后流量控制對比
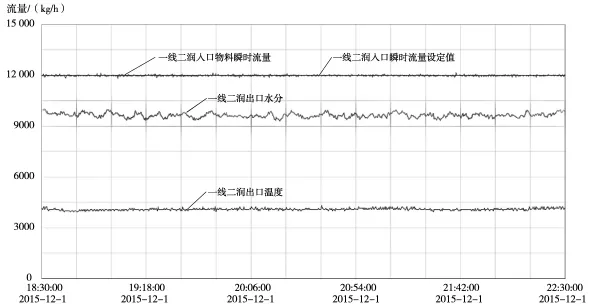
圖7 2015年一線二潤流量、水分、出口溫度歷史趨勢
圖9是2003年一線烤機入口沒有倉式喂料流量控制的趨勢圖。當時的烘烤,是煙葉來多少物料就進入多少烘烤。圖中曲線煙葉有近3000 kg的波動。圖10是2009年在葉烤機2條線電子秤后各增加儲存喂料倉,實現了綜合流量控制,是2015年12 月 1 日 18:30~22:30(共 4 h)一線烤機入口的流量、烤機冷房溫度以及出口水分趨勢。系統統計的標準偏差為(流量為80.61 kg/h,水分0.89%,溫度0.12℃)。說明其控制流量、水分、溫度穩定性,實現烤機復烤的均質化生產。

圖8 2015年一線二潤流量、水分、出口溫度統計信息
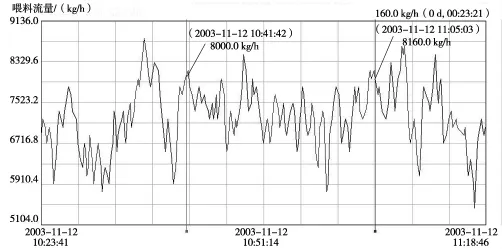
圖9 2003年一號線烤片機入口瞬時流量曲線
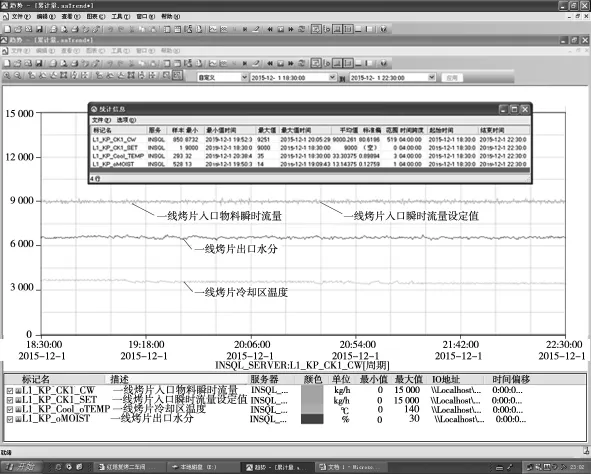
圖10 2015年一號線烤片機入口瞬時流量曲線
5 結束語
通過以上對流量、水分、溫度歷史趨勢的綜合分析說明,打葉復烤生產線流量控制穩定是基礎,水分、溫度控制穩定的前提關鍵是要有穩定的流量基準。流量控制穩衡是打葉復烤生產線至關重要控制指標,變頻器、電子稱、喂料倉在控制中起到關鍵作用。
