卷煙機水松紙導紙輥改造
2019-05-16 03:16:48王振國周詩華
設備管理與維修 2019年4期
王振國,劉 倩,周詩華
(貴州中煙工業有限責任公司畢節卷煙廠,貴州畢節 551700)
0 引言
PROTOS70卷煙機組是目前國內煙草企業生產卷煙產品的卷煙包裝設備。其特點是操作簡單、設備運行穩定。機組由YJ17卷煙機、YJ27接裝機組成,接裝機將雙倍長煙支進行一切二并分離,在2支分離開的煙之間放入雙倍長濾嘴、包上已涂膠的水松紙粘合,再切成2支符合規格要求長度的煙支,由調頭鼓輪把雙排已接好濾嘴的煙支并成濾嘴方向一致的濾嘴煙支,經檢測鼓輪檢測后,剔除不合格煙支,最后將成品濾嘴煙支輸送至接裝機,傳送至下一工序,完成濾嘴煙支生產的卷接工藝。但是,隨著生產卷煙的多樣化,卷煙機自身存在著不足之處。在生產預打孔水松紙卷煙時,預打孔水松紙打孔處因水松紙的轉動,從需要上膠的打孔處溢出膠,經過生產設備長時間的運行,溢出的膠量也慢慢積累,當水松紙導紙輥上積膠達到一定量時,就會形成膠垢,水松紙繼續在存在膠垢的導紙輥上運行時,就會引起產品煙支質量缺陷,需要停機清潔,導致設備運行效率較低。
1 問題
2018年5月,雄獅(紅老版)水松紙類追溯缺陷所占比重較大,為75%,共計9次。其中水松紙刮破4次、水松紙皺紋2次、水松紙膠區跑2次、水松紙長短1次。水松紙類質量缺陷統計見表1。其中,由于水松紙導紙輥膠垢引起的質量缺陷占59%,共計7次,占比較大。
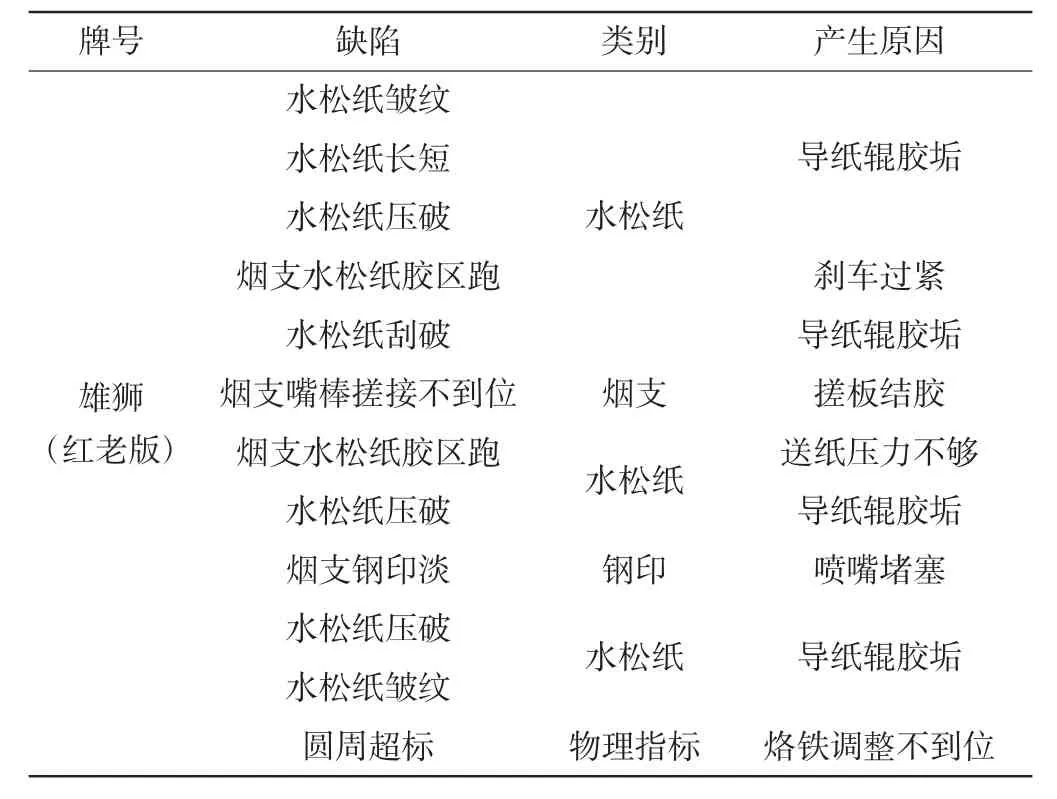
表1 水松紙類質量缺陷統計
從表1分析可以看出,雄獅(紅老版)卷接追溯主要集中在水松紙質量缺陷上。而雄獅(紅老版)與其他牌號水松紙區別是:雄獅(紅老版)是預打孔水松紙,預打孔水松紙是生產煙支所使用的水松紙中間位位置有兩排細密的孔。因此認為,預打孔水松紙導紙輥膠垢是雄獅(紅老版)卷接追溯率高的主要因素。
2 原因分析
2.1 水松紙膠區位置不對
車間規定,機臺操作工接班開機后必須對第一盤煙支進行首檢,要求操作工分別取內外排煙支剝開水松紙檢查膠區位置,若發現膠區位置不對立即調整。車間工藝管理人員對各機臺首檢情況跟蹤調查發現,各機臺操作工均按要求執行。
2.2 預打孔水松紙打孔位置滲膠
生產預打孔水松紙卷煙時,預打孔水松紙與導紙輥之間完全接觸,而預打孔水松紙本身存在打孔,在生產過程中經過膠缸上膠后的預打孔水松紙轉動時,膠從水松紙的打孔處溢出在導紙輥上,預打孔水松紙打孔位置兩邊各有2.5 mm的上膠區,一張包接煙條與嘴棒的水松紙寬度27 mm,預打孔區域上膠區的寬度為5 mm,為一張預打孔水松紙寬度的18.5%,而導紙輥與水松紙完全接觸溢出的膠就會附著在導紙輥的表面,長時間的運行過程中,該預打孔區域運行軌跡的導紙輥上存在膠垢的隱患,在導紙輥表面形成一圈膠垢或膠點,引起產品質量問題。
通過5 d對2臺使用預打孔水松紙和非打孔水松紙的機臺跟蹤導紙輥積膠情況,1 h觀察1次,結果如下:
8號機使用未打孔水松紙,通過5 d數據記錄平均在9 h后,導紙輥上明顯積膠;12號機使用預打孔水松紙平均2 h后在水松紙打孔位置經過的位置有明顯積膠,不及時清理就會造成水松紙質量缺陷。
3 改進措施
(1)在生產過程中預打孔水松紙存在2排打孔,根據水松紙的運行軌跡,對水松紙打孔區域與導紙輥接觸區域內進行導紙輥設計2個環形槽,使導紙輥與打孔區域不接觸,形成一定的空隙,當膠從打孔處溢出時,就附著在導紙輥的槽內。避免與生產過程中的水松紙直接接觸,減少膠垢對水松紙運行過程中的影響。
(2)在水松紙導紙輥上水松紙打孔位置經過的位置開槽,使通過水松紙打孔位置滲膠部位不與導紙輥接觸。
對水松紙打孔位置進行測量(圖1),水松紙寬度60 mm,內外排打孔位置對稱分布,中心距30 mm,每排有2行打孔,寬度2 mm 。
根據水松紙打孔位置的測量,結合水松紙寬度和打孔位置分布,對原水松紙導紙輥(圖2)作如下改進(圖3):
在水松紙打孔位置經過導紙輥的位置,距導紙輥中心兩側15 mm處各開4 mm寬2 mm深的環形槽,距導紙輥中心兩側30 mm位置處各開10 mm寬2 mm深的環形槽。其中距導紙輥中心15 mm的2個環形槽的作用是防止打孔位置滲膠部位與導紙輥接觸,距導紙輥中心30 mm的2個環形槽的作用是延長膠輥乳膠飛濺到導紙輥上對水松紙包接質量的影響。
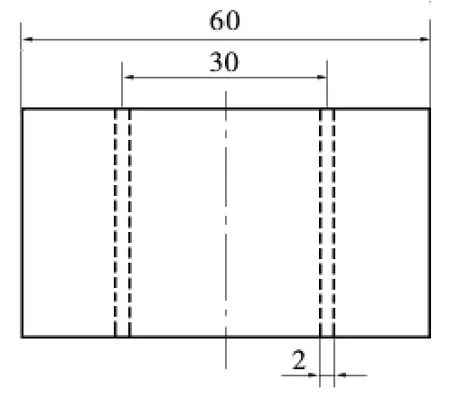
圖1 預打孔水松紙
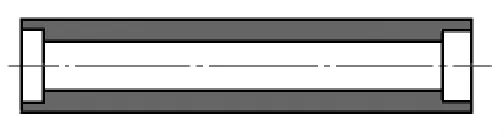
圖2 改進前導紙輥
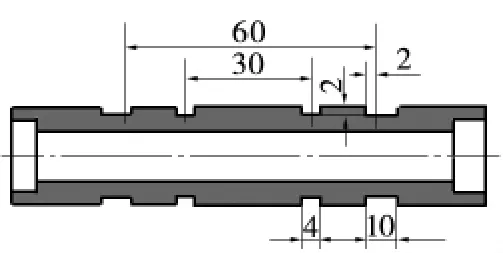
圖3 改進后導紙輥
4 改造效果
導紙輥結構進行改造完成后車間安裝在12#機和8#機使用(圖4),對效果進行跟蹤觀察。
8#機使用未打孔水松紙14 h后,導紙輥開始明顯積膠;12#機使用預打孔水松紙6 h后在水松紙打孔位置經過的位置有明顯積膠。
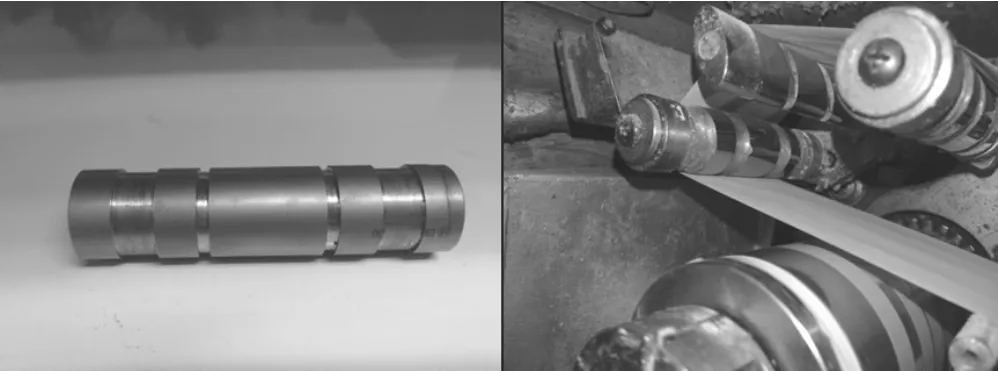
圖4 改進后導紙輥及安裝情況
使用改造導紙輥后,未打孔水松紙積膠由原來9 h延長至14 h明顯積膠;預打孔水松紙由原來的2 h延長至6 h明顯積膠。
使用改造后的導紙輥能減少煙支質量缺陷發生的頻次,同時能夠降低停機保養頻次,提高設備運行效率。
5 結束語
項目改造減低了設備產生該質量缺陷的概率,提高了產品的優質率,設備的運行效率得到較大提高,設備保養的停機時間間隔得到延長,對企業的降本增效工作有較大的推動作用,有一定的推廣價值。
