數控車工典型零件的工藝分析
2019-05-21 06:39:50王琛
時代農機 2019年3期
王 琛
(平頂山技師學院,河南 平頂山 467000)
數控車床主要是用于回轉類零件的加工,例如軸類或者盤類零件的內外圓柱面或內外圓錐面的復雜的回轉等等。如圖1,該典型的配件是由件1、件2、件3三個零部件所組成的。這三個部件其結構并不復雜,但要在短時間內保質保量地進行加工,這就要求數控車工對數控車床的性能特點、操作方法都十分了解,還要有正確的加工方案的保證。
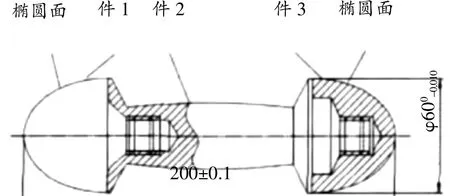
圖1 零件裝配圖
1 工藝準備
1.1 圖樣分析
(1)分析圖形:軸類零件的加工一般包括兩個重要方面:一是要保證零件尺寸的精度;二是要保證零件的表面粗糙程度。圖1所示的零件是一個組合件,分為件1、件2、件3三部分。該零件的加工內容包括外端面、錐面、橢圓、溝槽、螺紋等共計8部分,雖然圖形簡單,但是十分考驗數控車工的操作技巧。
(2)分析尺寸:在進行數控機床操作的時候分析的尺寸要使用變成尺寸,而編程尺寸的計算公式為:編程尺寸=基本尺寸+(上偏差+下偏差)/2,所求即為編程尺寸。由圖1所示,該組件的重要尺寸已標注,件1的最大外圓直徑為φ60-0.0190,利用上述編程尺寸計算公式進行計算可以得到件1的最大外圓直徑編程尺寸為φ59.9905,而由四舍五入應取φ59.991。以該尺寸標注為例,其余尺寸分析也應該使用編程尺寸計算公式進行計算。
1.2 零件裝夾
(1)件1的加工:通過分析每個件1、件2、件3的特點可以發現,件1和件3其存在共同的問題。以件1為例,如圖2所示,當完成了零件的左半邊或者右半邊的工作時,余下的另一部分零件的輪廓存在無法裝夾的問題,件1的左側的橢圓面加工完成之后,加工右半部分時,零件沒有了裝夾位置。
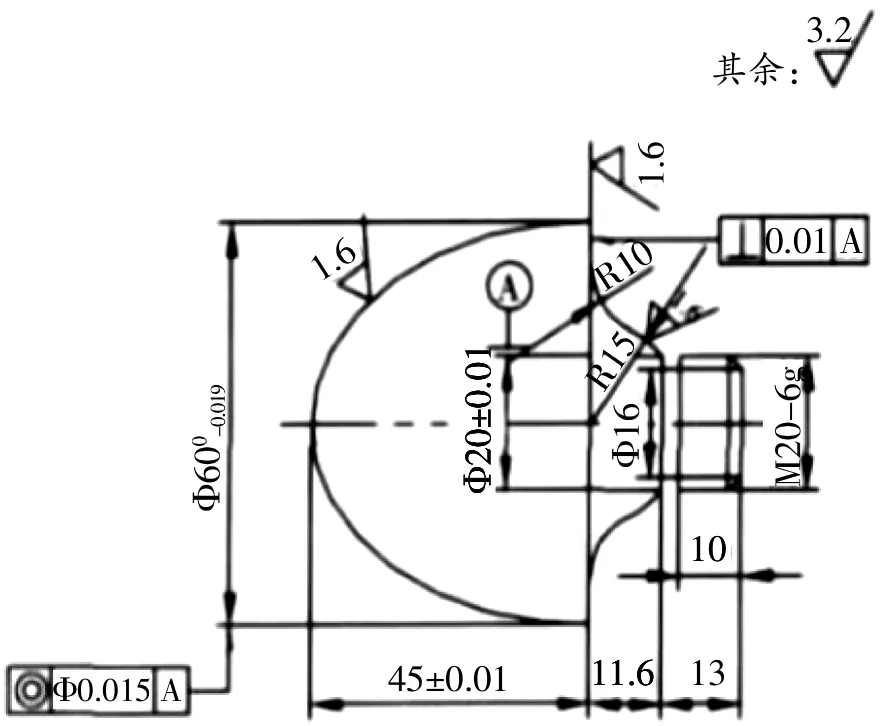
圖2 件1
因此,在加工件1和件3的時候,需要利用輔助夾具來完成兩個零件的加工。需要將件1的右半側的螺紋、退刀槽、圓弧以及件3的內輪廓加工好,利用件3的內螺紋作為件2的輔助夾具進行裝夾,完成3個零件的裝配。
(2)件3的加工:件3(如圖3所示)的加工在上文已經簡要介紹過了,首先要加工工件的內輪廓,作為件1的輔助夾具。在內螺紋加工完成之后,不要卸掉夾具,直接通過螺紋配合的方法進行加工件3的橢圓部分。
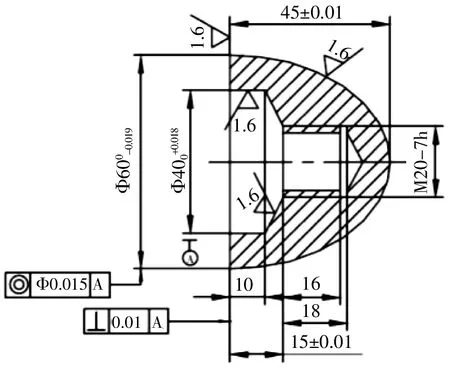
圖3 件3
(3)件2的加工:件2的該組合件的3個零件中最為復雜且精度要求最高的一個零件。φ40和φ60兩個外圓面必須在一次裝夾之后同時完成加工,不僅如此φ60的外圓面的兩側端面還必須與中心軸線保持垂直。鑒于如此的零件加工要求,為了保證零件加工的精度和質量,必須采用一夾一頂的裝夾方法來完成件2的加工。
2 刀量具的選擇
在完成了對組合件的各部分零件的圖形分析、尺寸分析以及零件裝夾的準備工作之后,下一步需要做的工作就是針對于不同零件的刀量具的選擇。
2.1 刀具的選擇
刀具的選擇應該是根據加工要求的不同來選擇不同的刀具的,這里以件2中的大圓弧面的加工來簡要講述一下刀具的選擇問題。
根據所標注的數據,可以輕松的判斷出使用的鉆頭有B型的φ2.5 mm的中心鉆和φ17.5 mm的麻花鉆;盲孔鏜刀加工的最小孔徑為φ16 mm,加工的有效深度為40 mm;內三角型的螺紋刀,最小孔徑為φ=16 mm,加工的有效深度為40 mm;內切槽刀,最小孔徑為φ=16mm,加工的有效深度為35mm。而用來加工大圓弧面和其兩側面的外圓尖刀選擇則有一定的講究,∠BAC=28.07°,加工該工件所使用的刀具還有外圓車刀、外圓槽刀(刃寬≤3)、外圓切刀(刃寬≤5),為了防止在工件加工的過程中刀具與所加工的工件產生接觸,發生意外所以外圓尖刀的選擇應慎之又慎,應選擇72.5°的外圓尖刀。
2.2 量具的選擇
量具的選擇相比于刀具的選擇就簡單許多,選擇的量具只要能夠滿足最大的測量需求,并且保證零件加工的精確度即可。
3 工件加工
3.1 毛坯切斷
毛坯切斷的方法有兩種:排切法和直切法。具體的毛坯切斷方法應根據加工工件時刀具的不同、有效切入深度的不同以及毛坯的直徑的不同進行選擇。
3.2 橢圓的加工
橢圓的加工需要用到宏程序,G指令在不同型號的機床使用方法也不同。比如:華中世紀星系統的機床可以使用G71指令運行宏程序的循環體,宏程序循環語句格式是:
而FANUC 0i Mate系統機床則可使用G73指令運行宏程序的循環體,宏程序循環語句格式是:
4 加工順序
加工順序是組合型器件順利加工的關鍵,合理的加工順序能夠減少原材料的使用,節省出重復裝夾刀具、工件等的時間,大大提高加工效率,創造更好的經濟效益。因此,在進行加工之前必須設計出合理的加工順序。
5結語
一個合格優質的零件的加工需要對加工環節的各個步驟進行精密的設計,只有這樣才能保質保量的完成零件的加工。